
一种高强铝合金金具锻造工艺.pdf

康平****ng


1/5

2/5

3/5

4/5

5/5
在线预览结束,喜欢就下载吧,查找使用更方便
相关资料
一种高强铝合金金具锻造工艺.pdf
一种高强铝合金金具锻造工艺。本发明涉及锻造领域,尤其涉及一种高强铝合金金具锻造工艺。提供了一种方便操作,提高产品品质和使用寿命的高强铝合金金具锻造工艺。本发明选用6082铝镁硅合金材质的铝锭,将熔炼的铝液通过低压铸造的工艺方法,即向保温炉膛进气压,铸造到模腔中获得铸件坯料;然后将压铸后的坯料放到精密锻造模腔中进行锻造,直接使坯料产生塑性变形,增强密实度;最后,进行热处理和机械加工,从而获得所需的金具锻件。本发明提高了产品强度,提高了使用寿命。
一种高强铝合金金具锻造装置.pdf
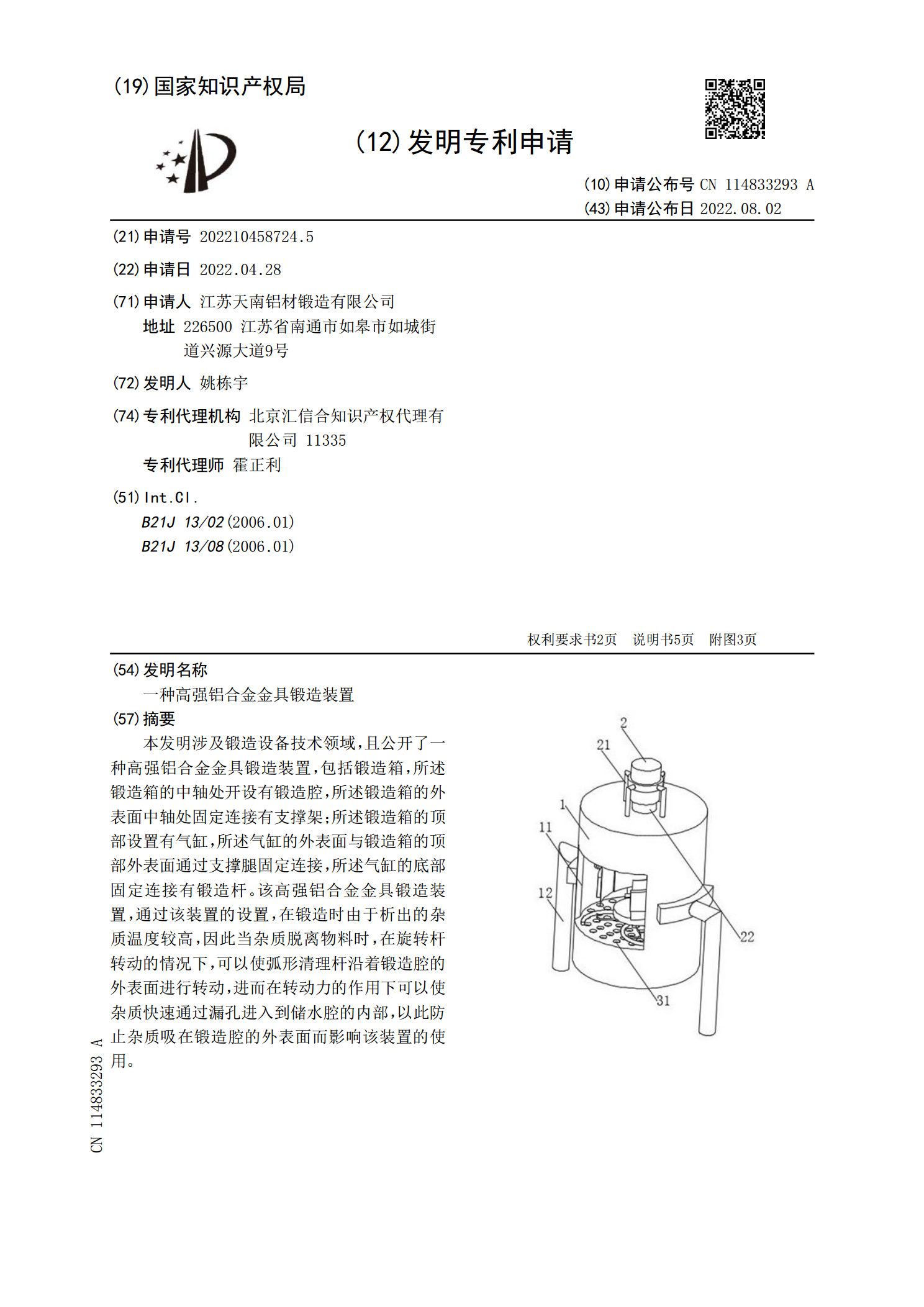
本发明涉及锻造设备技术领域,且公开了一种高强铝合金金具锻造装置,包括锻造箱,所述锻造箱的中轴处开设有锻造腔,所述锻造箱的外表面中轴处固定连接有支撑架;所述锻造箱的顶部设置有气缸,所述气缸的外表面与锻造箱的顶部外表面通过支撑腿固定连接,所述气缸的底部固定连接有锻造杆。该高强铝合金金具锻造装置,通过该装置的设置,在锻造时由于析出的杂质温度较高,因此当杂质脱离物料时,在旋转杆转动的情况下,可以使弧形清理杆沿着锻造腔的外表面进行转动,进而在转动力的作用下可以使杂质快速通过漏孔进入到储水腔的内部,以此防止杂质吸在锻

高强铝合金锻造工艺实验与模拟研究.pdf
确日期:形.多.日期:渺.∥.多查怖作者签名:伊齃≥卅。.么.声关于学位论文使用权的说明明本人郑重声明:所呈交的学位论文是本人在指导教师的指导下独立进行研究所取得的成果。除文中已经注明引用的内容外本论文不包含其他个人或集体已经发表或撰写过的科研成果。对本文的研究做出重要贡献的个人和集体均已在文中以明确方式标明。本声明的法律责任由本人本人完全了解太原科技大学有关保管、使用学位论文的规定其中包括:①学校有权保管、并向有关部门送交学位论文的原件、复印件与电子版;②学校可以采用影印、缩印或其它复制手

新型高强铝合金锻造工艺实验与模拟研究.docx
新型高强铝合金锻造工艺实验与模拟研究【摘要】新型高强铝合金具有广泛的应用前景,为了提高其力学性能和工艺性能,需要进行锻造工艺实验和模拟研究。本文针对新型高强铝合金的特点和需求,结合传统锻造工艺和模拟方法,展开实验和模拟研究,为新型高强铝合金的生产和应用提供技术支持。【关键词】新型高强铝合金;锻造工艺;模拟研究;力学性能;工艺性能【引言】新型高强铝合金以其优异的力学性能、良好的耐腐蚀性能和较低的密度而备受关注。然而,由于其特殊的组织结构和成分特点,传统的锻造工艺和模拟方法往往无法满足其生产和应用的需求。为了

一种高强高韧锻造铝合金车轮的生产工艺.pdf
本发明提供了一种高强高韧锻造铝合金车轮的生产工艺,涉及铝合金车轮技术领域。工艺过程大致是铝合金棒料选择、铝合金棒料准备、铝合金棒料加热、预锻工序、成型锻工序、扩口锻工序、旋压拉伸工序、热处理工序、车床粗加工、加工中心钻孔工序。与现有技术相比,本发明通过改进铝合金生产工艺,根据车轮结构及受力特点,对工艺条件进行更合理调控,铝合金棒料锻造过程中晶粒组织细化、有序排列,改变了铝合金原有的内部组织结构。通过本工艺制造的车轮硬度可以达到120‑130HB,抗拉强度400‑450MPa,断后延伸率12‑14%,相比于