
一种液压法兰热模锻生产工艺.pdf

一吃****海逸


1/4
2/4
3/4

4/4
在线预览结束,喜欢就下载吧,查找使用更方便
相关资料
一种液压法兰热模锻生产工艺.pdf
本发明公开了一种液压法兰热模锻生产工艺,包括以下步骤:将钢锭由自动送料机送入电炉加热到860℃±5℃保温5分钟,后加热至1115℃~1125℃保温5分钟后,经振动出料滑道落下,由机械手抓起后放入电液锤镦粗后,再由机械手上下面翻转后再镦粗,完成后机械手抓起放入冲孔油压机冲孔,完成后,机械手夹出放在工作转换台的隔热垫上,机械手改变手势,以从上往下垂直的手势抓起平放入辗环机,辗环扩孔成型后,机械手取出搁置在工作转换台V型架上空冷至500℃,该工艺消除了大晶粒现象,提高了锻件的塑性和韧性,提高了疲劳性能。
一种法兰热模锻自动生产线.pdf
本发明公开了一种法兰热模锻自动生产线,包括电炉、电液锤、冲孔压力机、辗环机、机械手,所述机械手布置在中间,电炉、电液锤、冲孔压力机、辗环机依次布置在机械手的四周,并且在机械师的工作距离范围内,所述电炉设置有振动出料滑道,所述辗环机和冲孔压力机之间还设置有工作转换台,所述工作转换台上设置有一个角钢制作的V型架和一块隔热垫,所述电液锤上下模四周均设置有高压冷却喷管,自动化程度高,降低了安全风。

精密热模锻穿孔顶头生产工艺.docx
精密热模锻穿孔顶头生产工艺标题:精密热模锻穿孔顶头生产工艺摘要:精密热模锻穿孔顶头是一种重要的工业制造工艺,在改善产品性能和提高工作效率方面发挥着重要作用。本文旨在探讨精密热模锻穿孔顶头的生产工艺,包括顶头设计、材料选择、加热控制等方面。通过研究和分析,我们可以为工业生产提供指导和参考,提高产品质量和生产效率。一、引言精密热模锻穿孔顶头是一种在金属制品生产中广泛应用的工艺。通过将金属坯料加热至适当温度,然后在模具中形成所需形状,实现穿孔的目的。该工艺被广泛应用于汽车、航空航天、船舶等行业,对产品性能的提高
一种风电法兰半模锻工艺.pdf
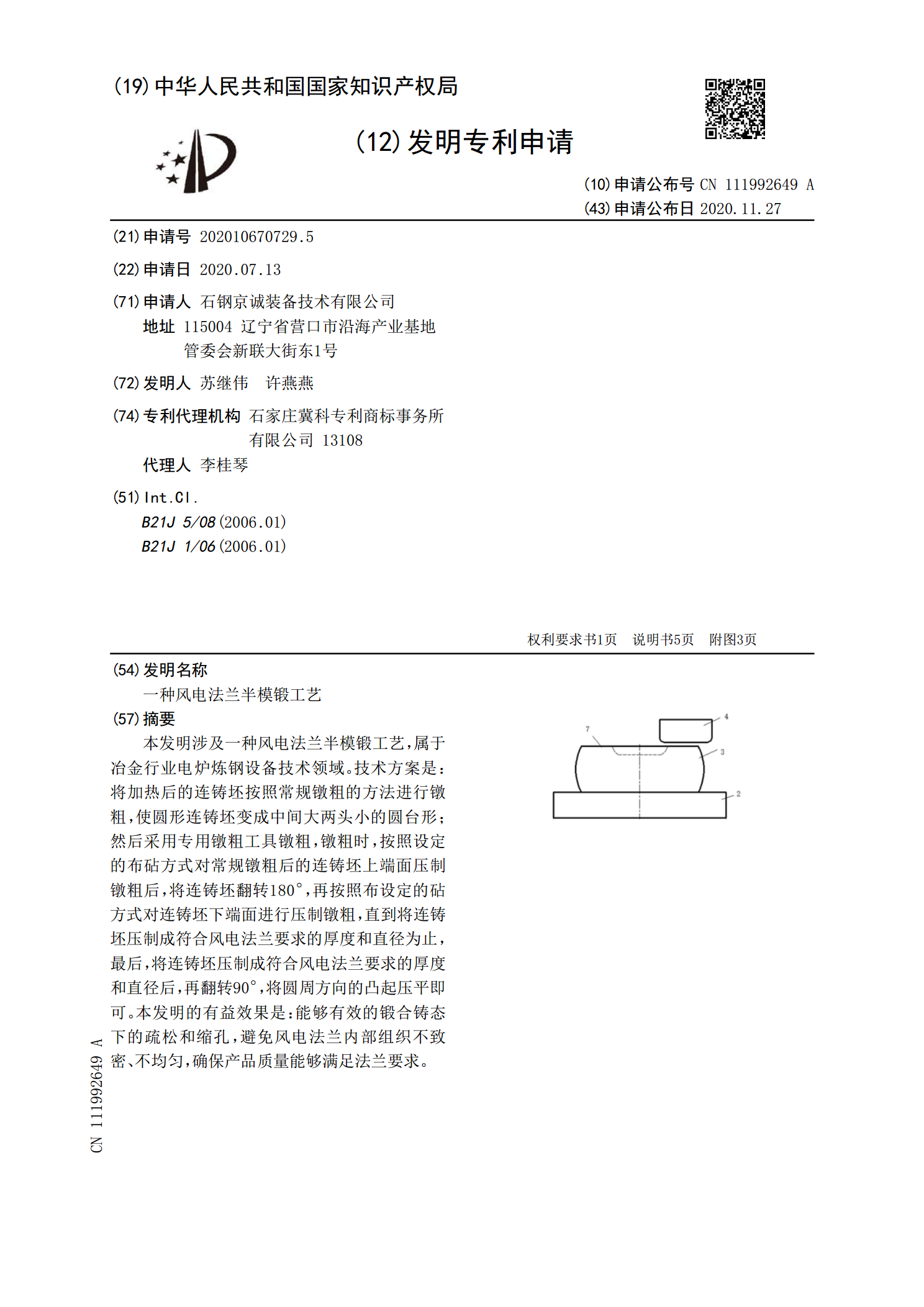
本发明涉及一种风电法兰半模锻工艺,属于冶金行业电炉炼钢设备技术领域。技术方案是:将加热后的连铸坯按照常规镦粗的方法进行镦粗,使圆形连铸坯变成中间大两头小的圆台形;然后采用专用镦粗工具镦粗,镦粗时,按照设定的布砧方式对常规镦粗后的连铸坯上端面压制镦粗后,将连铸坯翻转180°,再按照布设定的砧方式对连铸坯下端面进行压制镦粗,直到将连铸坯压制成符合风电法兰要求的厚度和直径为止,最后,将连铸坯压制成符合风电法兰要求的厚度和直径后,再翻转90°,将圆周方向的凸起压平即可。本发明的有益效果是:能够有效的锻合铸态下的疏

热模锻压力机封高液压锁紧装置.pdf
本发明供公开了压力机领域内的一种热模锻压力机封高液压锁紧装置,包括滑块,滑块与偏心轴相连,偏心轴经偏心设置的连杆销与连杆相连,偏心轴上设有蜗轮,蜗轮经蜗杆与调节电机传动连接;滑块的两侧分别设有平衡缸一和平衡缸二,平衡缸一的活塞杆向下伸出并与滑块相连,平衡缸二的活塞杆下端的气缸接头经销轴一铰接连接有锁块,锁块与滑块之间经销轴二相铰接,滑块上还铰接连接有弓形闸块,所述弓形闸块配合设置在偏心轴上侧;锁块从弓形闸块上侧压紧所述弓形闸块;滑块上位于锁块下侧设置有打开油缸,打开油缸的活塞杆向上伸出并经销轴三与锁块相铰