
一种风电法兰半模锻工艺.pdf

鹏飞****可爱


1/10
2/10
3/10

4/10

5/10
6/10
7/10

8/10

9/10

10/10
在线预览结束,喜欢就下载吧,查找使用更方便
相关资料
一种风电法兰半模锻工艺.pdf
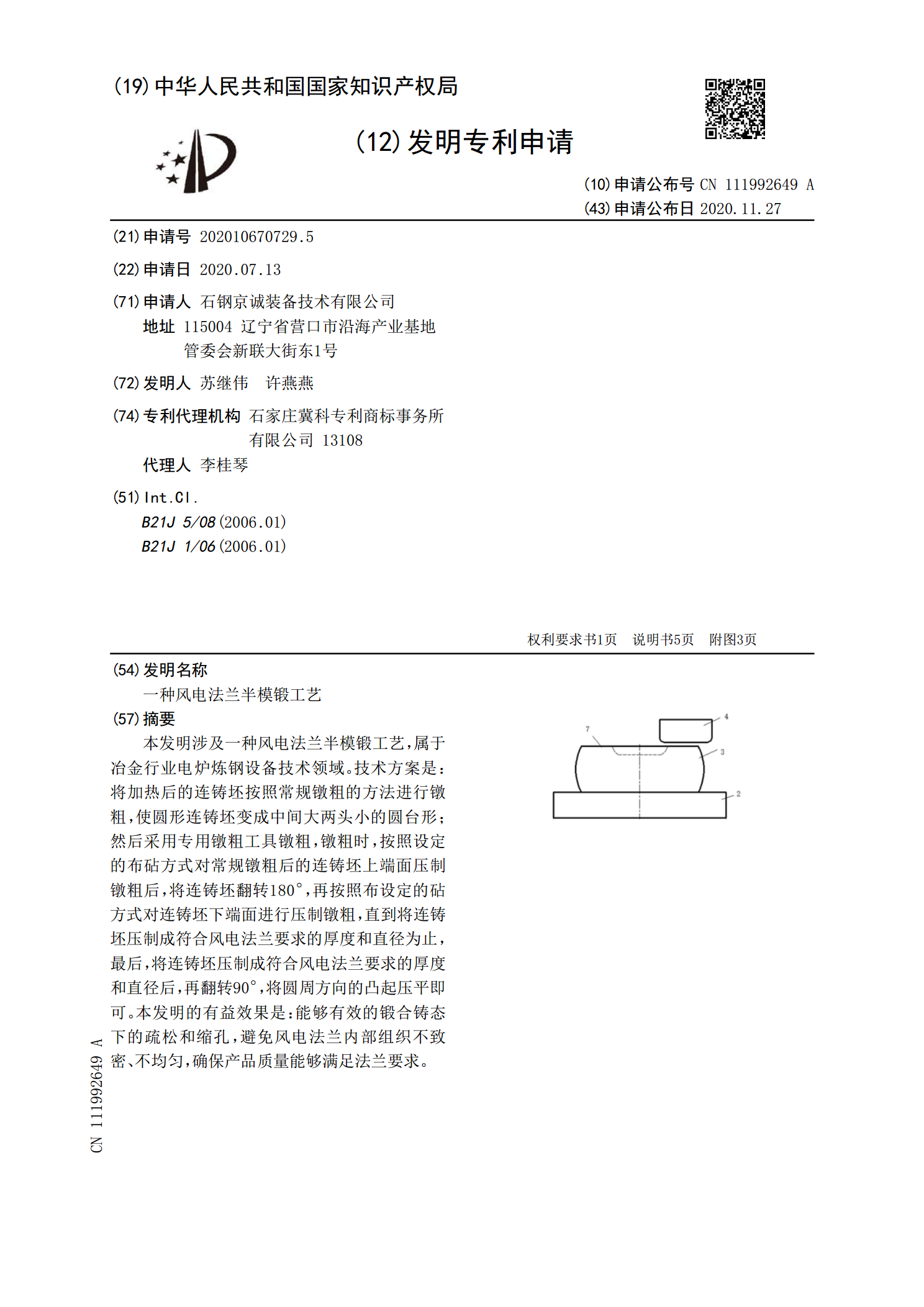
本发明涉及一种风电法兰半模锻工艺,属于冶金行业电炉炼钢设备技术领域。技术方案是:将加热后的连铸坯按照常规镦粗的方法进行镦粗,使圆形连铸坯变成中间大两头小的圆台形;然后采用专用镦粗工具镦粗,镦粗时,按照设定的布砧方式对常规镦粗后的连铸坯上端面压制镦粗后,将连铸坯翻转180°,再按照布设定的砧方式对连铸坯下端面进行压制镦粗,直到将连铸坯压制成符合风电法兰要求的厚度和直径为止,最后,将连铸坯压制成符合风电法兰要求的厚度和直径后,再翻转90°,将圆周方向的凸起压平即可。本发明的有益效果是:能够有效的锻合铸态下的疏
一种液压法兰热模锻生产工艺.pdf
本发明公开了一种液压法兰热模锻生产工艺,包括以下步骤:将钢锭由自动送料机送入电炉加热到860℃±5℃保温5分钟,后加热至1115℃~1125℃保温5分钟后,经振动出料滑道落下,由机械手抓起后放入电液锤镦粗后,再由机械手上下面翻转后再镦粗,完成后机械手抓起放入冲孔油压机冲孔,完成后,机械手夹出放在工作转换台的隔热垫上,机械手改变手势,以从上往下垂直的手势抓起平放入辗环机,辗环扩孔成型后,机械手取出搁置在工作转换台V型架上空冷至500℃,该工艺消除了大晶粒现象,提高了锻件的塑性和韧性,提高了疲劳性能。

一种风电法兰的等温正火处理工艺.pdf
本发明公开了一种风电法兰的等温正火处理工艺。风电法兰经奥氏体化出炉后,采用快速冷却,将表面温度降至铁素体和珠光体转变温度区间550-650℃左右,然后入炉进行保温,使得转变过程在等温条件进行,以获得均匀的铁素体晶粒和均匀分布的珠光体组织,降低各类夹杂物的偏析和偏聚,从而提高法兰的整体力学性能,提高法兰低温冲击韧性的稳定性。
一种风塔用高颈法兰锻件胎模锻制坯及模具环轧成形工艺.pdf
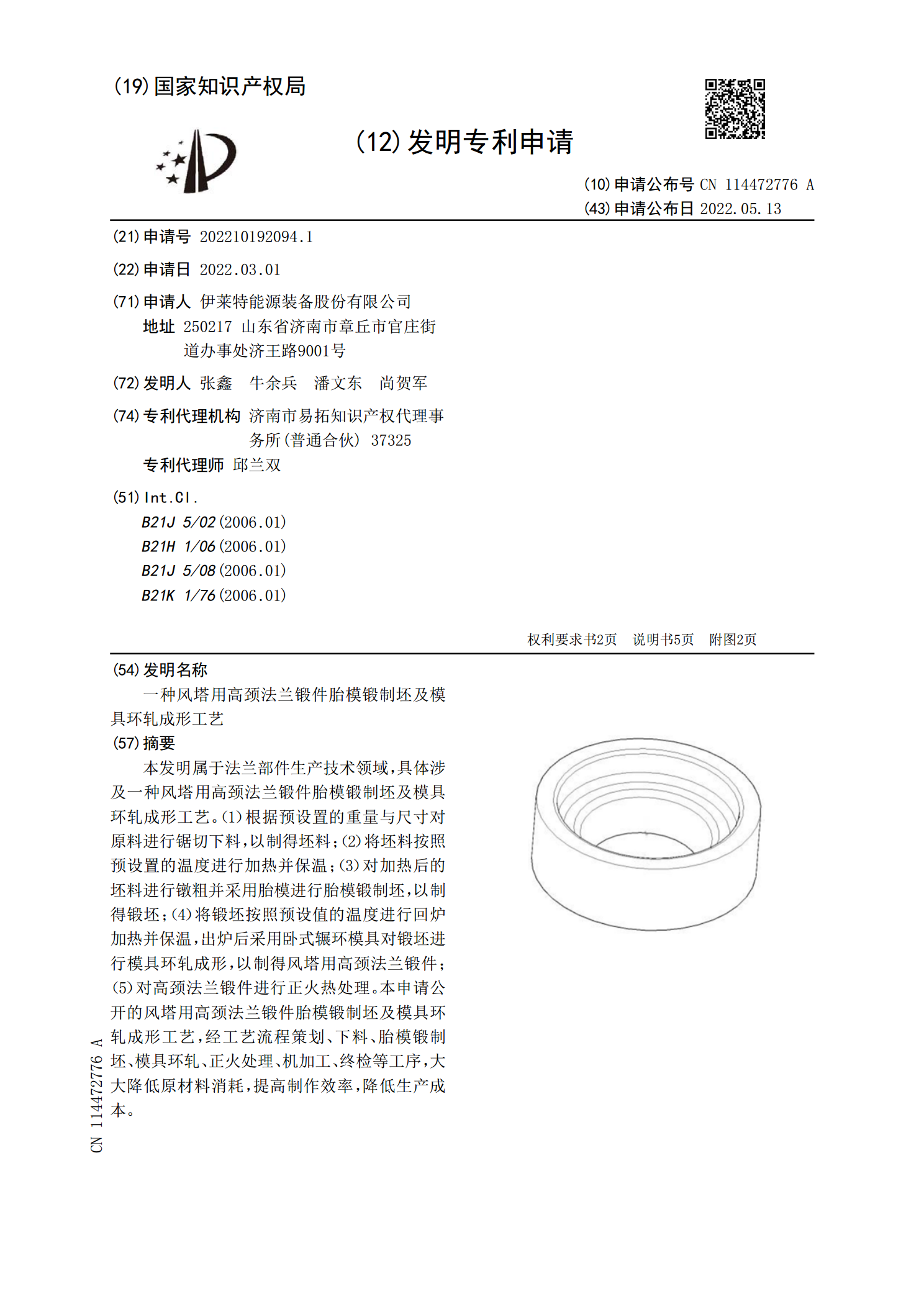
本发明属于法兰部件生产技术领域,具体涉及一种风塔用高颈法兰锻件胎模锻制坯及模具环轧成形工艺。(1)根据预设置的重量与尺寸对原料进行锯切下料,以制得坯料;(2)将坯料按照预设置的温度进行加热并保温;(3)对加热后的坯料进行镦粗并采用胎模进行胎模锻制坯,以制得锻坯;(4)将锻坯按照预设值的温度进行回炉加热并保温,出炉后采用卧式辗环模具对锻坯进行模具环轧成形,以制得风塔用高颈法兰锻件;(5)对高颈法兰锻件进行正火热处理。本申请公开的风塔用高颈法兰锻件胎模锻制坯及模具环轧成形工艺,经工艺流程策划、下料、胎模锻制坯
一种风电法兰合金钢及工件的制造工艺.pdf
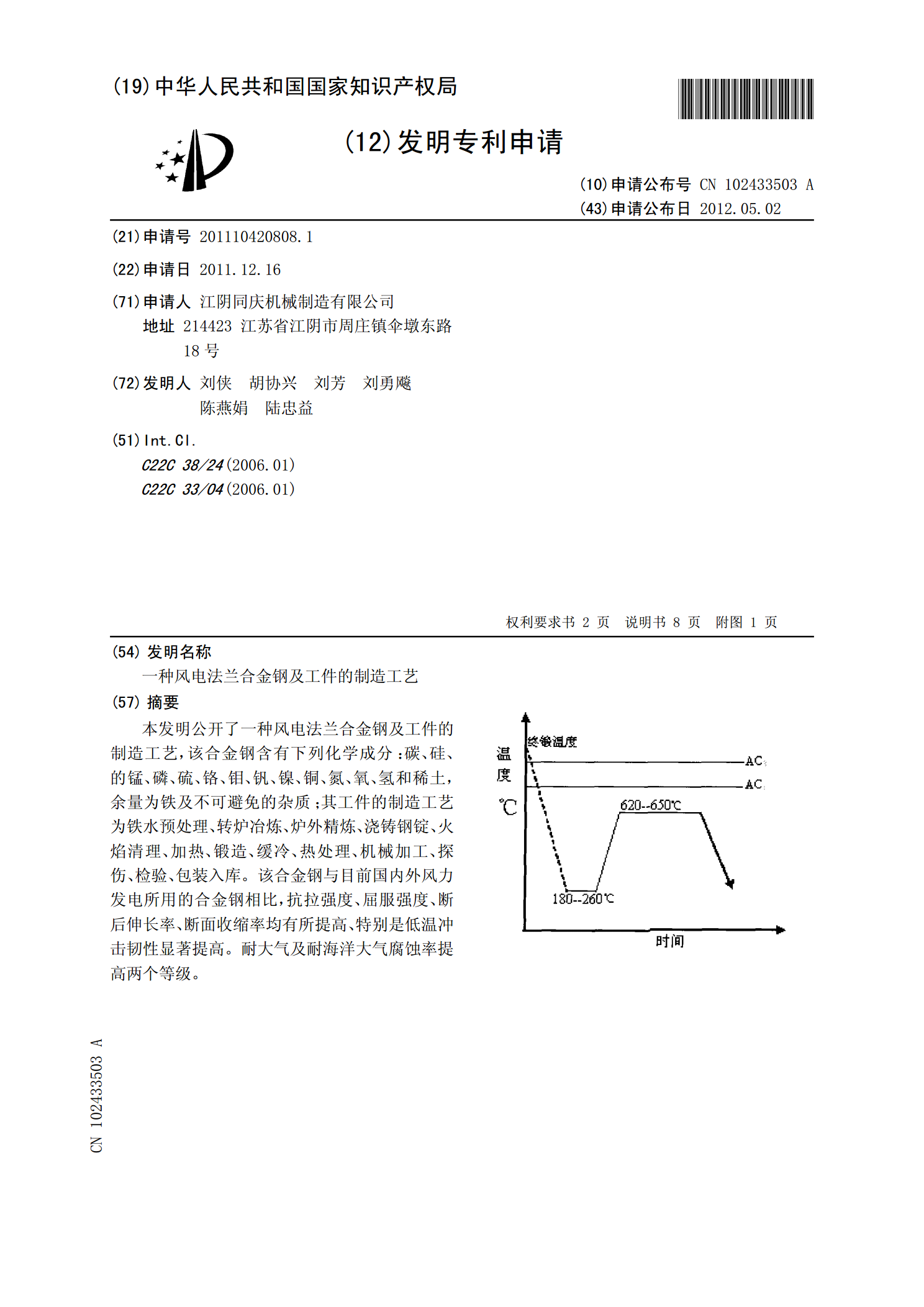
本发明公开了一种风电法兰合金钢及工件的制造工艺,该合金钢含有下列化学成分:碳、硅、的锰、磷、硫、铬、钼、钒、镍、铜、氮、氧、氢和稀土,余量为铁及不可避免的杂质;其工件的制造工艺为铁水预处理、转炉冶炼、炉外精炼、浇铸钢锭、火焰清理、加热、锻造、缓冷、热处理、机械加工、探伤、检验、包装入库。该合金钢与目前国内外风力发电所用的合金钢相比,抗拉强度、屈服强度、断后伸长率、断面收缩率均有所提高、特别是低温冲击韧性显著提高。耐大气及耐海洋大气腐蚀率提高两个等级。