
180度翻转金属模具的缸盖低压浇注工艺及其浇注装置.pdf

是飞****文章


1/6

2/6

3/6
4/6
5/6

6/6
在线预览结束,喜欢就下载吧,查找使用更方便
相关资料

180度翻转金属模具的缸盖低压浇注工艺及其浇注装置.pdf
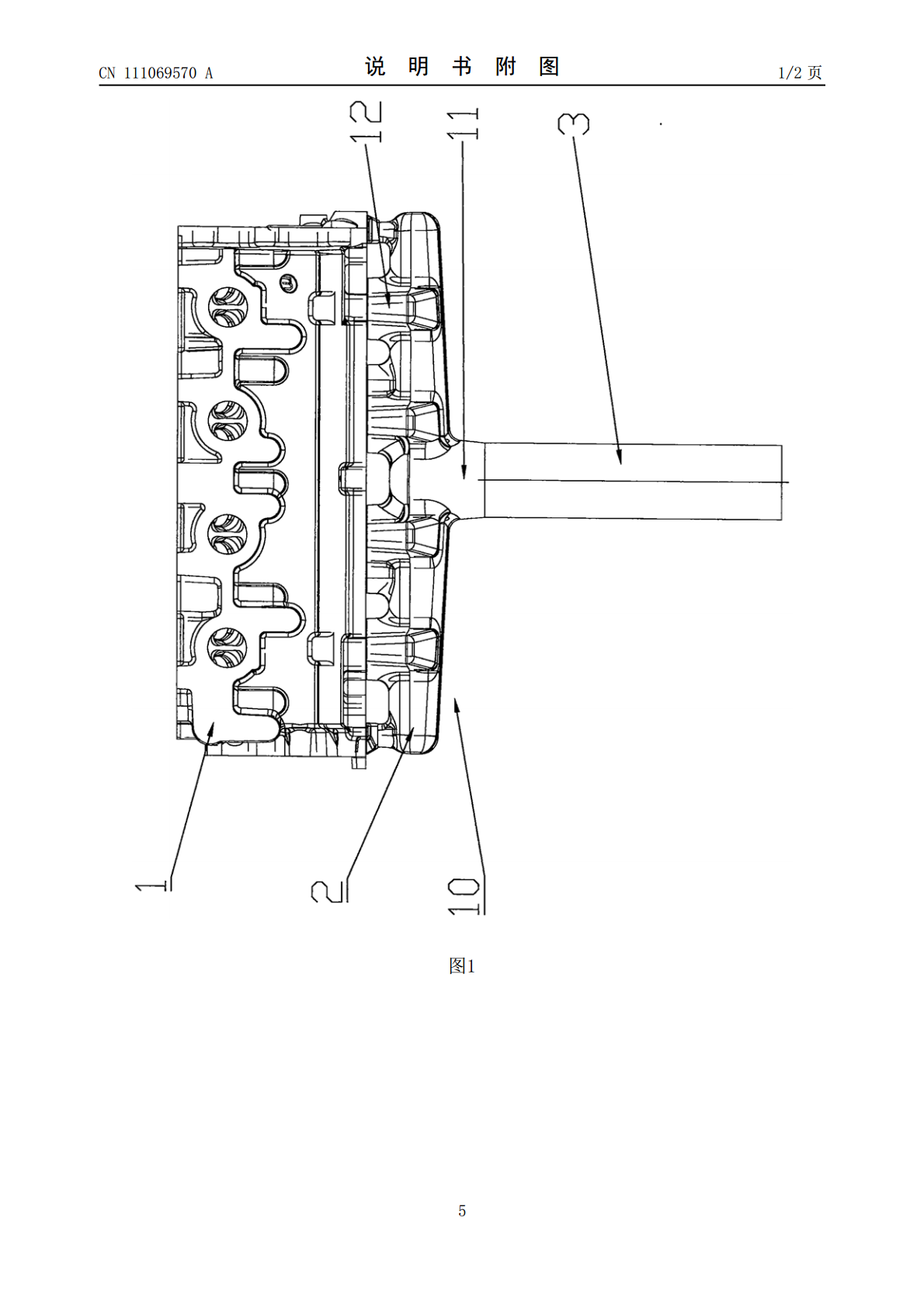
一种180度翻转金属模具的缸盖低压浇注工艺及其浇注装置,首先,由自动翻转机构对金属模具进行上下翻转180度后,再由输送推进机构将翻转后的金属模具移动到低压炉的上方;低压炉自动上升与金属模具对接,然后开始进行加低压充型;整个充型过程依次分为:升液、充型、增压、保压、泄压阶段;泄压后,低压炉下降,自动翻转机构退回原位而再对金属模具进行反方向翻转180度回归原位,金属模具开模,取出其中的缸盖铸件。其浇注装置:金属模具与自动翻转机构相连,该自动翻转机构通过输送推进机构装在轨道上,在所述轨道之间处装有低压炉。本发明

高温耐磨炉排片及其浇注模具和浇注工艺.pdf
本发明公开了一种高温耐磨炉排片,采用铁基合金材料制成,所述铁基合金材料包括如下重量百分比的物质:C:0.29‑0.35%,Si:1.2‑1.4%,Mn:1.6‑2%,Cr:24‑26%,Ni:4‑7%,Mo:≤0.4%,P:≤0.03%,S:≤0.02%,余量为Fe,采用该材料的炉排片具有高温耐磨性高的优点,能够在炉排炉中稳定的长时间工作,避免损坏停机,造成经济损失;本发明还公开了上述炉排片的浇注模具和浇注工艺。
一种集成缸盖浇注设备以及浇注工艺.pdf
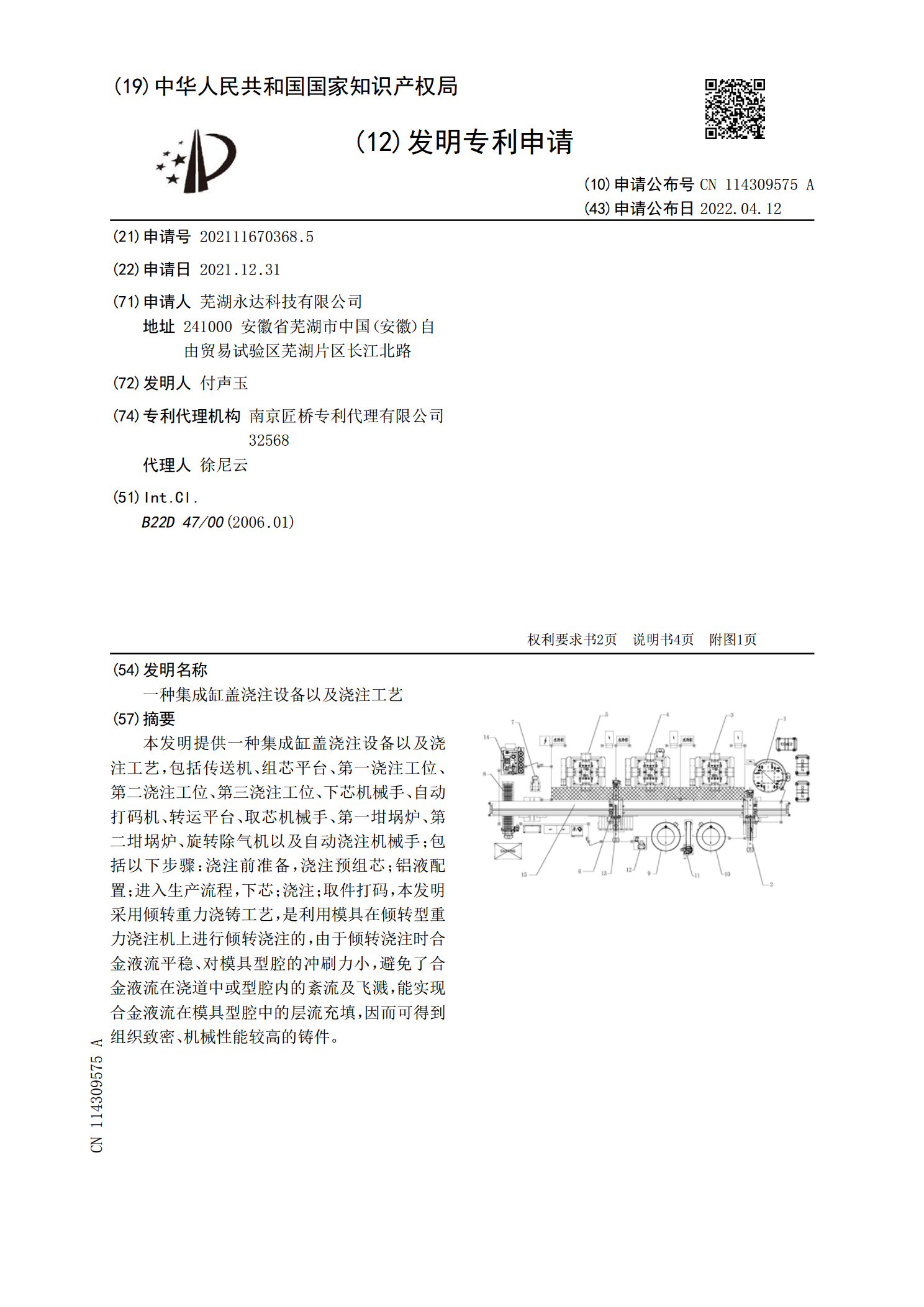
本发明提供一种集成缸盖浇注设备以及浇注工艺,包括传送机、组芯平台、第一浇注工位、第二浇注工位、第三浇注工位、下芯机械手、自动打码机、转运平台、取芯机械手、第一坩埚炉、第二坩埚炉、旋转除气机以及自动浇注机械手;包括以下步骤:浇注前准备,浇注预组芯;铝液配置;进入生产流程,下芯;浇注;取件打码,本发明采用倾转重力浇铸工艺,是利用模具在倾转型重力浇注机上进行倾转浇注的,由于倾转浇注时合金液流平稳、对模具型腔的冲刷力小,避免了合金液流在浇道中或型腔内的紊流及飞溅,能实现合金液流在模具型腔中的层流充填,因而可得到组
耐高温氧化炉排片及其浇注模具和浇注工艺.pdf
本发明公开了一种耐高温氧化炉排片,采用耐高温氧化铁合金制成,所述耐高温氧化铁合金包括如下重量百分比物质:C:0.2‑0.5%;Si:≤1.5%;Mn:≤1.5%;Cr:24‑28%;Ni:4‑6%;Mo:≤0.5%;Sc:0.01‑0.02%;P:≤0.04%;S:≤0.04%;余量为Fe,具有耐高温氧化,高温条件下使用寿命长的优点,本申请还公开了上述炉排片的浇注模具和浇注工艺,通过该浇铸模具和浇注工艺制成炉排片性能稳定,均衡,使用寿命长。

轮胎模具铝合金花纹圈低压浇注设备及低压浇注、重力补缩工艺.pdf
本发明公开了一种轮胎模具铝合金花纹圈低压浇注设备,包括坩埚、升液管;在所述坩埚上设置圆盘式的浇道基板,所述升液管下端自浇道基板的中心孔穿过并延伸至坩埚内;在所述浇道基板上密封覆盖有铸型基板,所述铸型基板上设置有铸型外模,在所述铸型外模的上端设置有冒口,铸型内腔设有浇道;所述升液管的上端口穿过所述浇道基板及铸型基板与所述浇道连通;在所述浇道外围的铸型外模内腔设置有环绕浇道的阶梯式气室,所述阶梯式气室具有一进气嘴及一出气嘴。铸型外模由ZG35钢制成,设有三层环形阶梯式气室、外围带有气室封板、进气嘴、出气嘴,在