
一种集成缸盖浇注设备以及浇注工艺.pdf

猫巷****提格

1/8
2/8
3/8
4/8

5/8
6/8
7/8
8/8
在线预览结束,喜欢就下载吧,查找使用更方便
相关资料
一种集成缸盖浇注设备以及浇注工艺.pdf
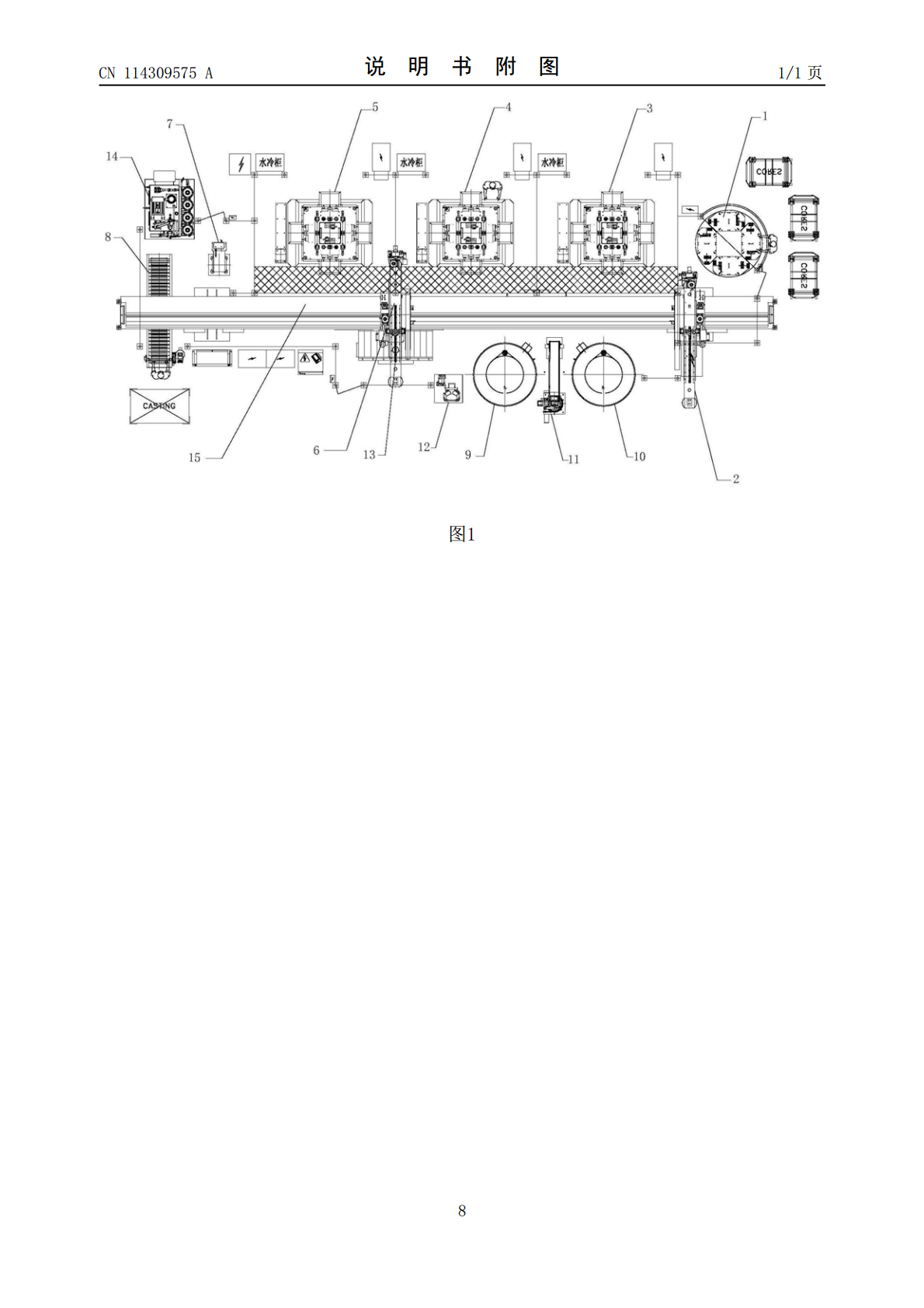
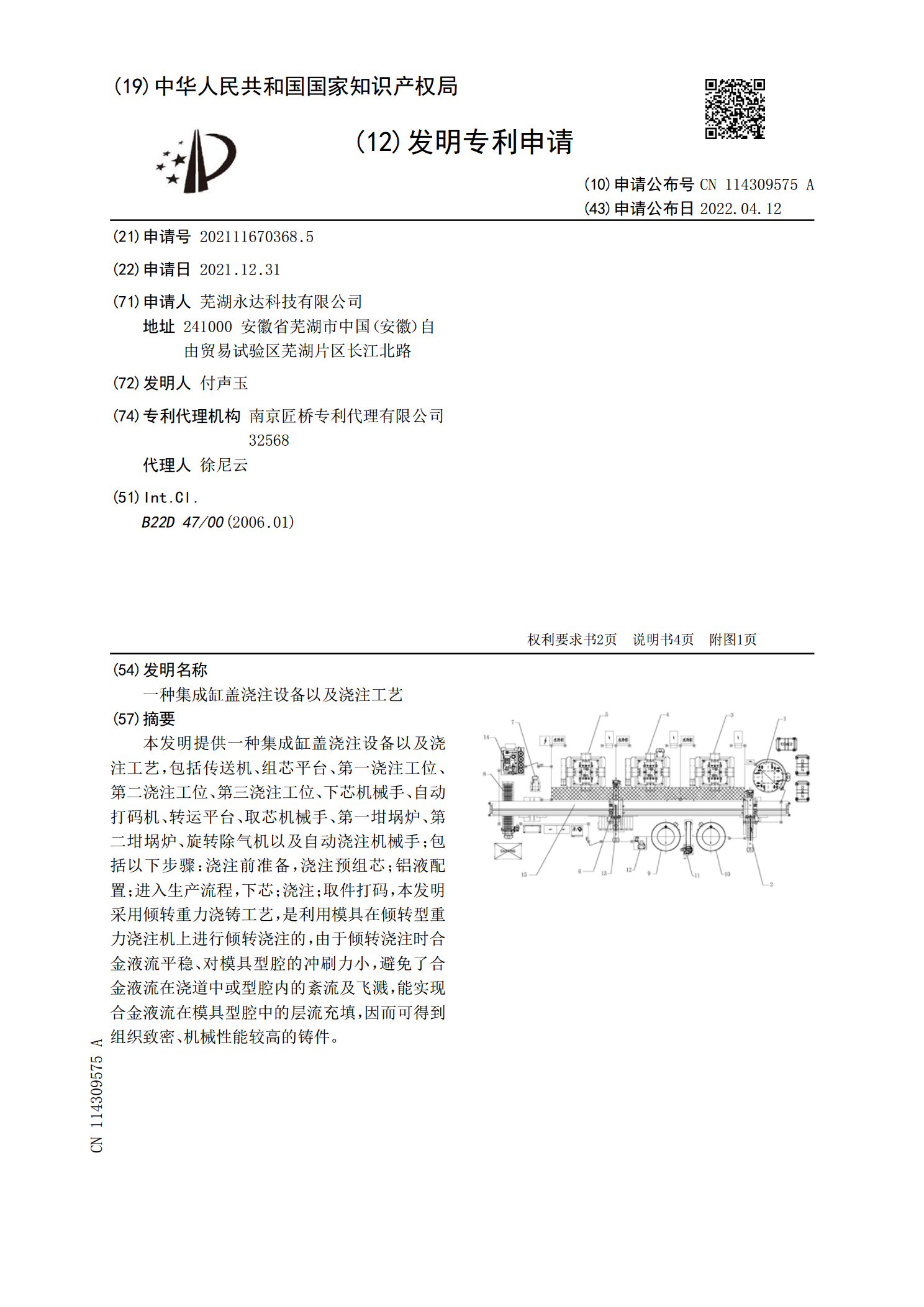
本发明提供一种集成缸盖浇注设备以及浇注工艺,包括传送机、组芯平台、第一浇注工位、第二浇注工位、第三浇注工位、下芯机械手、自动打码机、转运平台、取芯机械手、第一坩埚炉、第二坩埚炉、旋转除气机以及自动浇注机械手;包括以下步骤:浇注前准备,浇注预组芯;铝液配置;进入生产流程,下芯;浇注;取件打码,本发明采用倾转重力浇铸工艺,是利用模具在倾转型重力浇注机上进行倾转浇注的,由于倾转浇注时合金液流平稳、对模具型腔的冲刷力小,避免了合金液流在浇道中或型腔内的紊流及飞溅,能实现合金液流在模具型腔中的层流充填,因而可得到组

浇注设备以及使用该浇注设备进行浇注的方法.pdf
本发明提供一种倾斜型浇注设备,其能够在对应于模制速度的高速下适当地浇注熔融金属。其还提供浇注熔融金属的方法。该浇注设备具有:通过被倾斜供应熔融金属的保温炉;将由保温炉供应的熔融金属浇注到间歇输送的模具中的浇注铸桶;用于测量浇注铸桶中的熔融金属的重量的装置;以及控制保温炉和浇注铸桶的倾斜的用于控制的设备。用于控制的设备具有用于存储测量结果的装置和用于计算第一和第二流动速率的装置。该设备控制铸桶的倾斜,使得铸桶根据产品的流动模式将熔融金属浇注到模具中。

用于铸造集成式复合气缸盖的浇注装置.pdf
本发明公开了一种用于铸造集成式复合气缸盖的浇注装置,该集成式复合气缸盖包括进排气道、喷油器安装孔、缸盖上水套、缸盖下水套、气缸孔、缸孔水套和凸轮挺杆孔,浇注装置用来铸造集成式复合气缸盖铸件,浇注装置包括:直浇道,其竖立设置,直浇道的上端具有浇口杯;主横浇道,其两端设置有滤网,直浇道的底端与主横浇道连通;两个分横浇道,该两个分横浇道并列设置,两个分横浇道的另一端分别设有集渣包;以及若干个L形内浇道,其均匀的设置在两个分横浇道的内侧,每个L形内浇道的出口端为渐缩状,该若干个L形内浇道用来将金属液导入铸型中。该

180度翻转金属模具的缸盖低压浇注工艺及其浇注装置.pdf
一种180度翻转金属模具的缸盖低压浇注工艺及其浇注装置,首先,由自动翻转机构对金属模具进行上下翻转180度后,再由输送推进机构将翻转后的金属模具移动到低压炉的上方;低压炉自动上升与金属模具对接,然后开始进行加低压充型;整个充型过程依次分为:升液、充型、增压、保压、泄压阶段;泄压后,低压炉下降,自动翻转机构退回原位而再对金属模具进行反方向翻转180度回归原位,金属模具开模,取出其中的缸盖铸件。其浇注装置:金属模具与自动翻转机构相连,该自动翻转机构通过输送推进机构装在轨道上,在所述轨道之间处装有低压炉。本发明
一种铸件浇注装置及浇注成型工艺.pdf
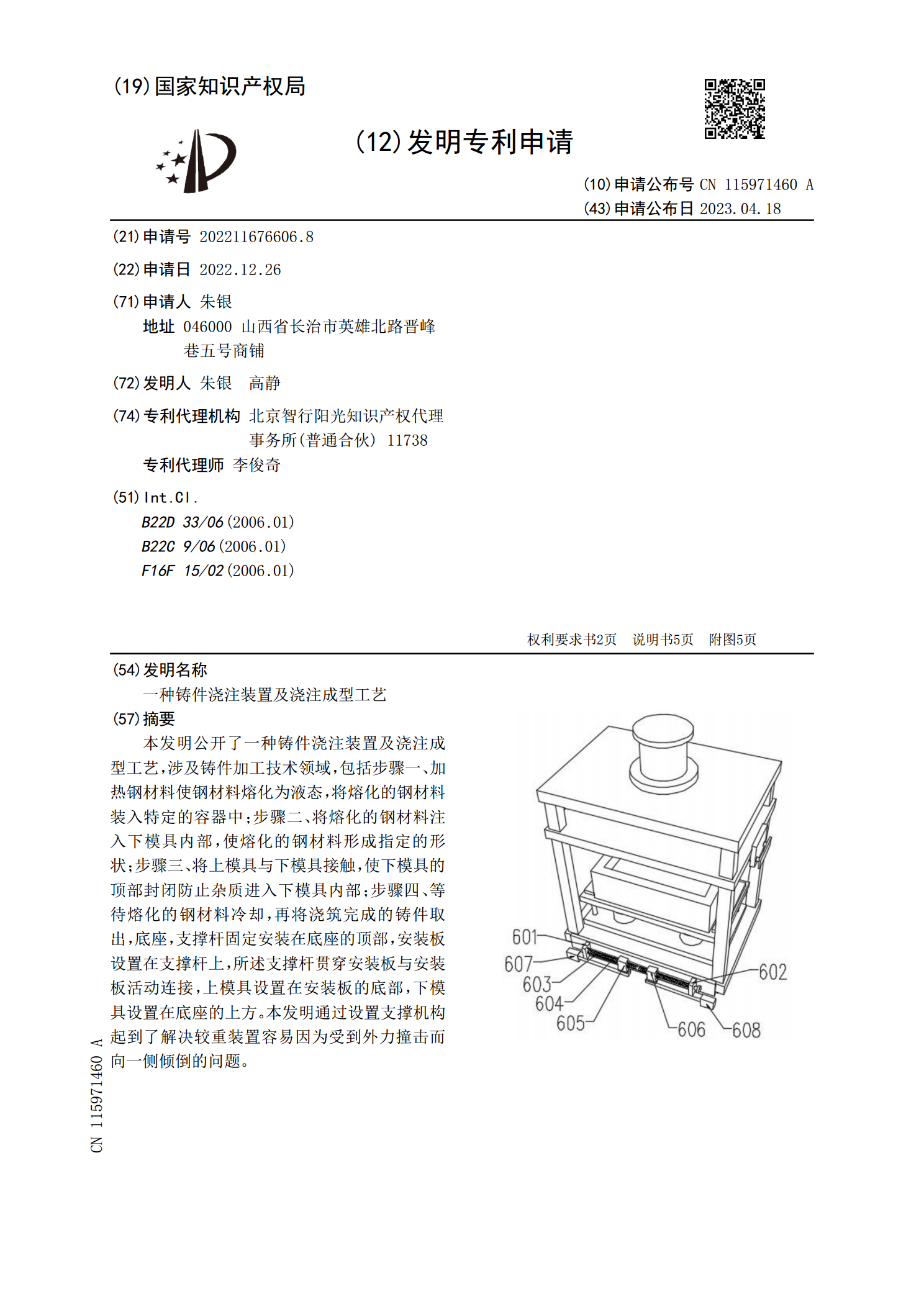
本发明公开了一种铸件浇注装置及浇注成型工艺,涉及铸件加工技术领域,包括步骤一、加热钢材料使钢材料熔化为液态,将熔化的钢材料装入特定的容器中;步骤二、将熔化的钢材料注入下模具内部,使熔化的钢材料形成指定的形状;步骤三、将上模具与下模具接触,使下模具的顶部封闭防止杂质进入下模具内部;步骤四、等待熔化的钢材料冷却,再将浇筑完成的铸件取出,底座,支撑杆固定安装在底座的顶部,安装板设置在支撑杆上,所述支撑杆贯穿安装板与安装板活动连接,上模具设置在安装板的底部,下模具设置在底座的上方。本发明通过设置支撑机构起到了解决