
一种适用于厚大球墨铸铁件的孕育装置及孕育方法.pdf

论文****可爱


1/7
2/7
3/7

4/7
5/7

6/7
7/7
在线预览结束,喜欢就下载吧,查找使用更方便
相关资料
一种适用于厚大球墨铸铁件的孕育装置及孕育方法.pdf
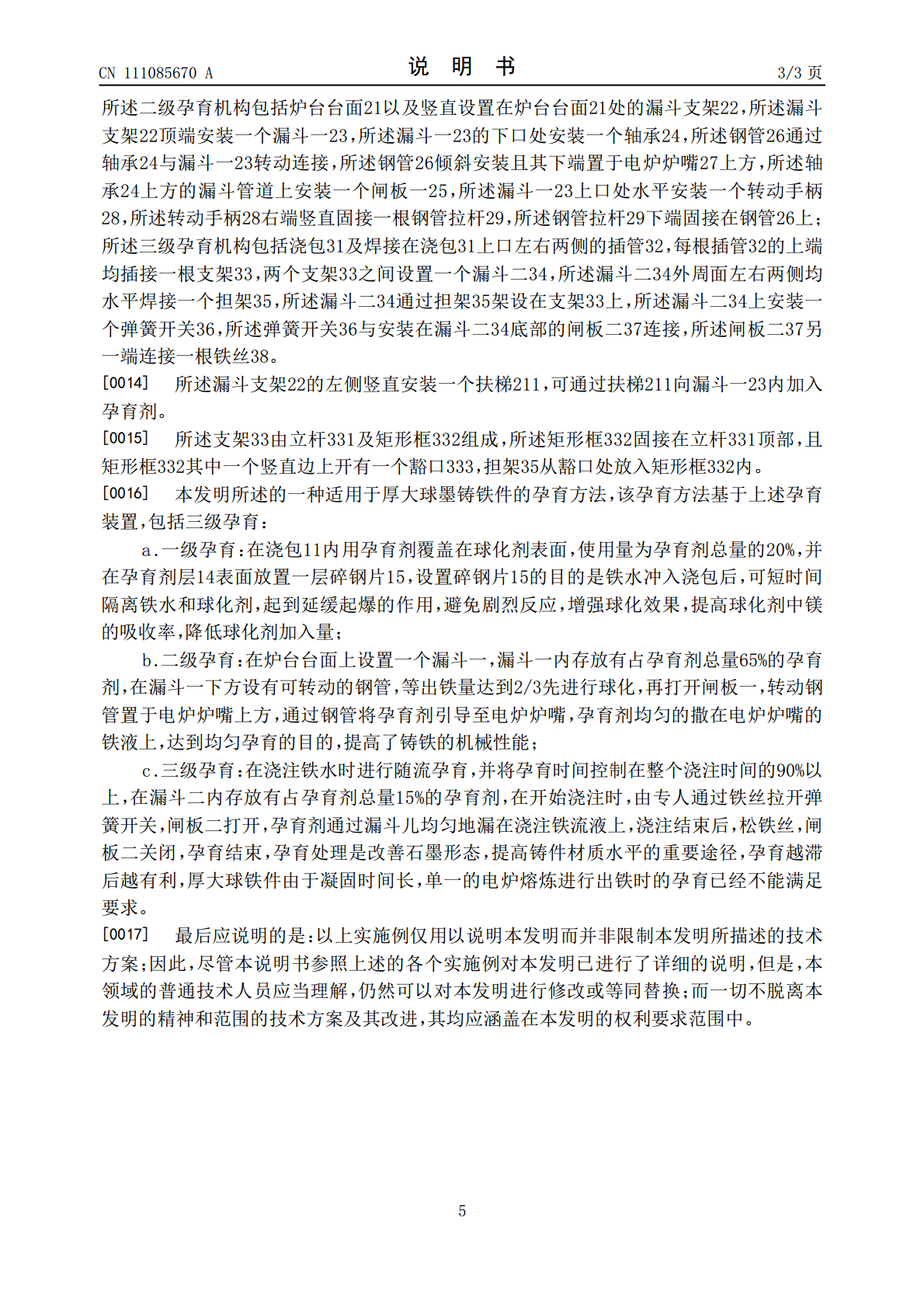
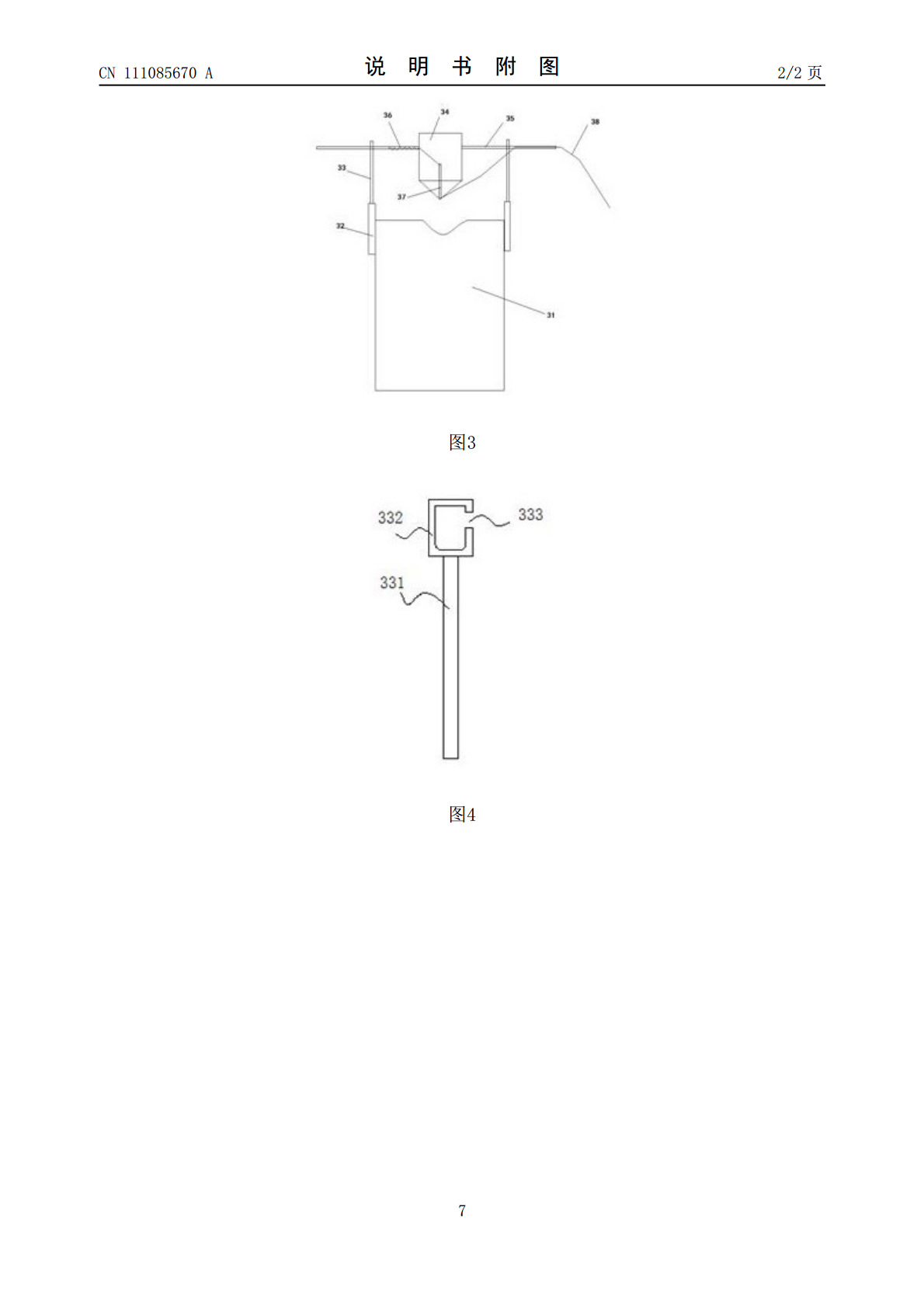
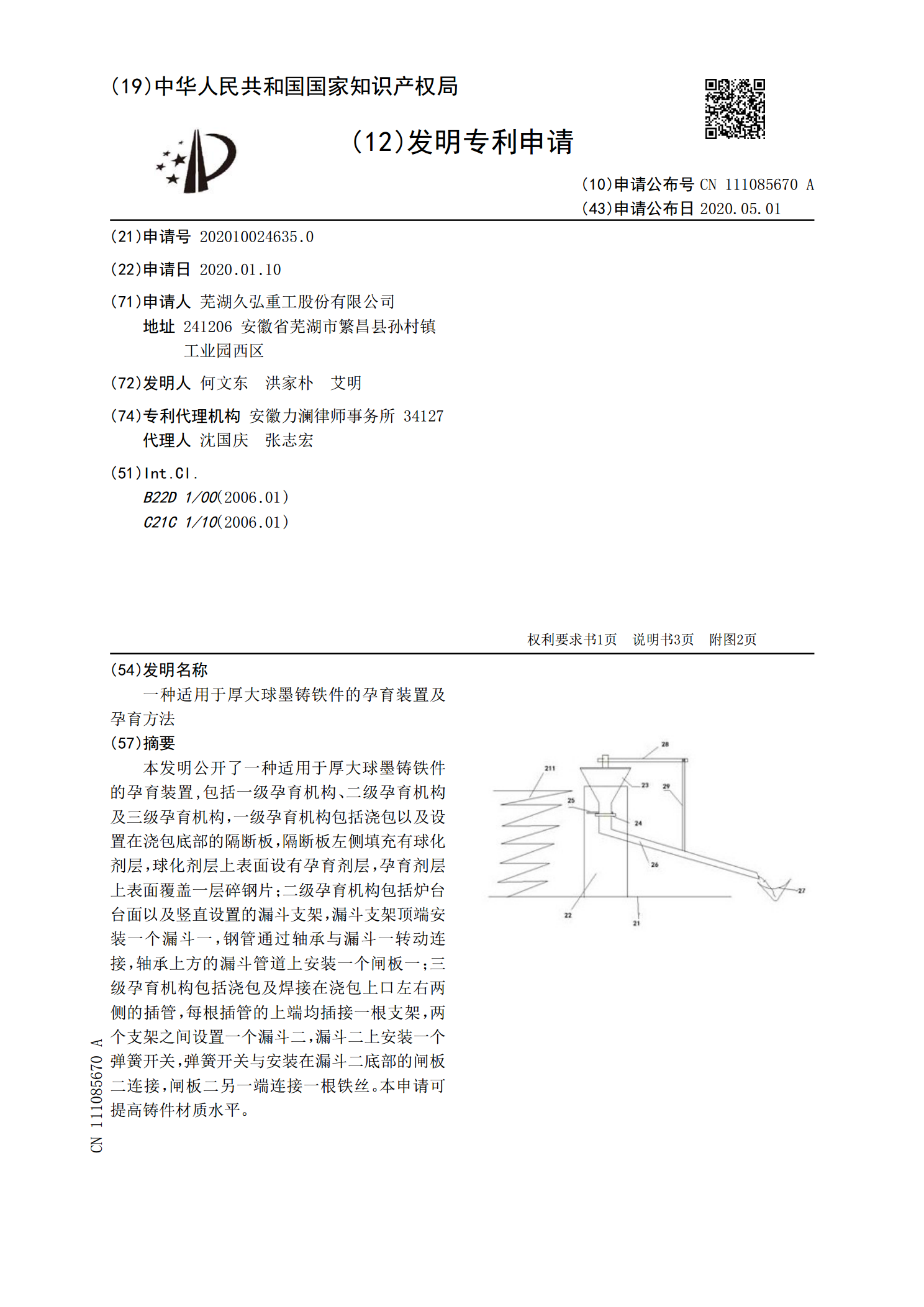
本发明公开了一种适用于厚大球墨铸铁件的孕育装置,包括一级孕育机构、二级孕育机构及三级孕育机构,一级孕育机构包括浇包以及设置在浇包底部的隔断板,隔断板左侧填充有球化剂层,球化剂层上表面设有孕育剂层,孕育剂层上表面覆盖一层碎钢片;二级孕育机构包括炉台台面以及竖直设置的漏斗支架,漏斗支架顶端安装一个漏斗一,钢管通过轴承与漏斗一转动连接,轴承上方的漏斗管道上安装一个闸板一;三级孕育机构包括浇包及焊接在浇包上口左右两侧的插管,每根插管的上端均插接一根支架,两个支架之间设置一个漏斗二,漏斗二上安装一个弹簧开关,弹簧开

厚大断面球墨铸铁件孕育效果研究.docx
厚大断面球墨铸铁件孕育效果研究厚大断面球墨铸铁件孕育效果研究摘要:球墨铸铁是一种重要的工程材料,具有高强度、高韧性和良好的耐磨性。对于厚大断面的球墨铸铁件来说,其孕育效果更加关键,直接影响到材料的性能和使用寿命。本文通过文献综述的方式,对厚大断面球墨铸铁件的孕育过程和影响因素进行总结和分析,并从材料的配方、孕育条件和孕育工艺等方面提出了优化建议,以提高厚大断面球墨铸铁件的孕育效果。关键词:球墨铸铁;厚大断面;孕育效果;配方;孕育条件;孕育工艺1.引言球墨铸铁由于其独特的组织结构和优良的力学性能,在机械制造
厚大断面球墨铸铁件的型内孕育块以及制备方法.pdf
本发明提供一种厚大断面球墨铸铁件的型内孕育块,它由以下重量百分比的各组分制备而成:75-80%硅铁、2%硅钙合金、5%稀土镁硅铁、3%铝铁合金、5%锰铁合金、5-10%废钢。制备方法如下:称取以上重量百分比的各组份;在酸性中频炉加入废钢、锰铁合金,然后中间竖直插上石墨碳棒,再加入硅铁,加热至1500-1550℃使炉内物质熔清;对炉内液体除渣,加入铝铁合金,使熔化成铁液;将浇包预热至50-100℃后放入硅钙合金、稀土镁硅铁,将铁液倒入浇包,使熔化成终铁液;对终铁液进行模具浇注,待成型后得到型内孕育块。该型内
一种球墨铸铁用孕育剂及制备方法.pdf
本发明公开了一种球墨铸铁用孕育剂及制备方法,涉及工业新材料技术领域。本发明包括如下重量份的原料:H‑硅铝稀土下脚料68.8份、H‑硅铈‑R440份、硅钙10份、铝合金35.2份以及金属铈6份;包括以下步骤:S1:首先准确称取各重量份的原料,然后对各个原料进行破碎,并将破碎后的各个原料通过机械混合均匀;S2:将S1中的混合料置入中频炉内,通过中频炉冶炼出符合成份要求的合金液体;S3:将合金液体置入真空搅拌机内,在真空状态下搅拌均匀。本发明提供一种能提升球墨铸铁抗拉强度、冲击韧性、耐磨性和硬度等机械性能和力
一种球墨铸铁长效孕育剂的制备方法.pdf
本发明公开了一种球墨铸铁长效孕育剂的制备方法,该球墨铸铁长效孕育剂的质量百分比为:Si:70~75%,Ca:1.0~2.0%,Ba:1.0~1.5%,Al:0.7~1.3%,La:0.5~1.3%,余量为Fe以及不可避免的微量元素;通过如下方法制得:将上述各组份称量混合后,置于坩锅或中频炉中熔化后,搅拌均匀,浇注冷却后通过机械或人工锤砸制粒,分装即可。本发明所制备的球墨铸铁长效孕育剂:一是适用性强,可以广泛应用于地方铁生产铸件;二是可有效杜绝或降低铸件的白口,消除皮下气孔,裂纹变形;三是有效地控制孕育的衰