
一种高铬铸铁板或锤类铸件的热处理工艺.pdf

又珊****ck


1/10
2/10

3/10
4/10

5/10
6/10
7/10
8/10
9/10
10/10
亲,该文档总共11页,到这已经超出免费预览范围,如果喜欢就直接下载吧~
相关资料
一种高铬铸铁板或锤类铸件的热处理工艺.pdf
本发明公开了一种高铬铸铁板或锤类铸件的热处理工艺,属于金属材料热处理技术领域。该工艺首先将铸件在热处理炉内进行950~1150℃条件下的加热保温处理;出炉后将工件放在旋转平台上进行淬火处理;所述淬火处理过程中,采用风机吹向工件并向工件表面喷水,通过调节工件降温过程中的工件转速、风机转速及喷水量来获得具有不同硬度的产品。本发明工艺根据铸件化学成分,在工件成分、结构和热处理温度不变的情况下,通过改变淬火环境,从而改善淬火态下工件的组织。
一种高铬铸铁铸件的风淬热处理工艺.pdf
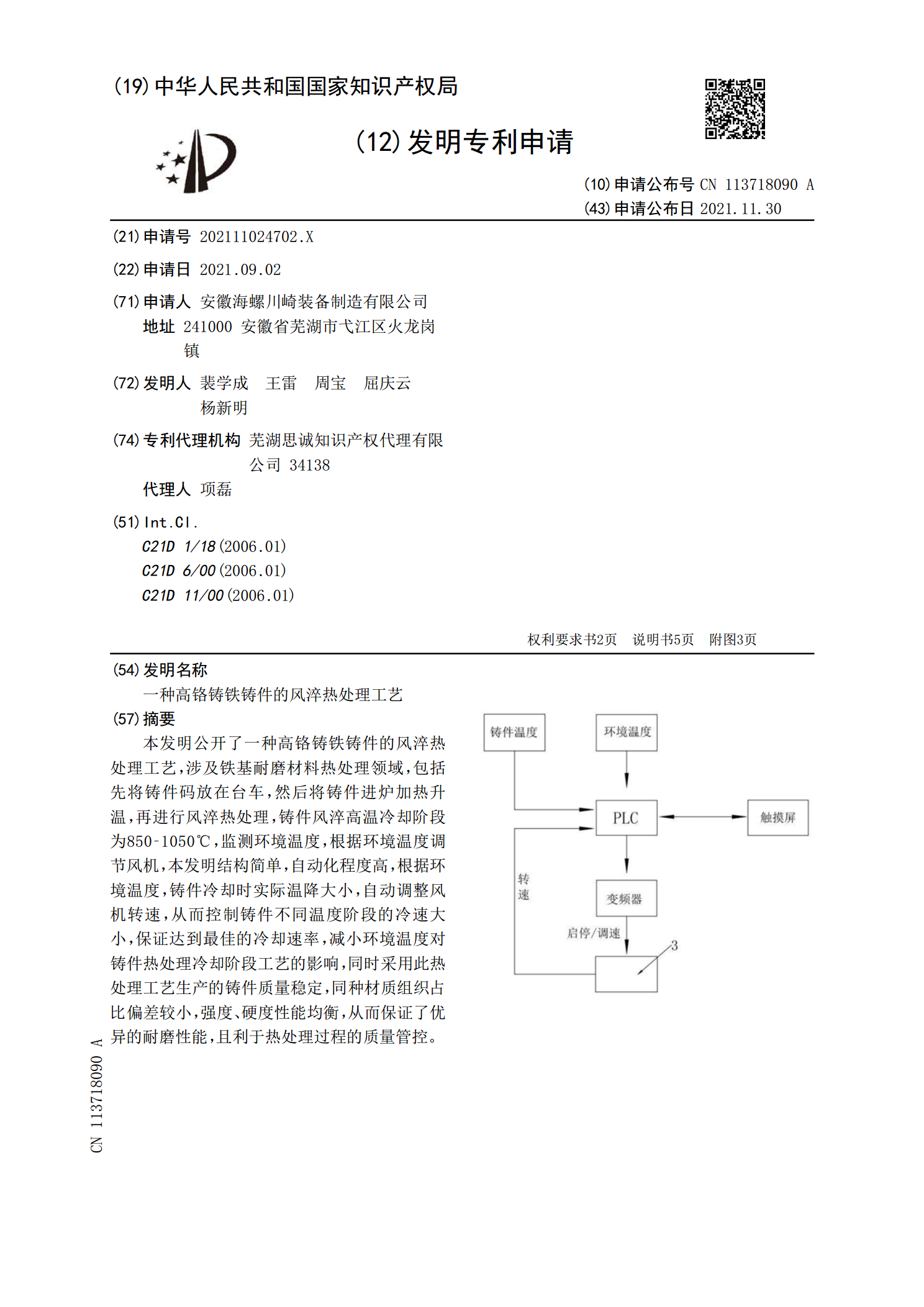
本发明公开了一种高铬铸铁铸件的风淬热处理工艺,涉及铁基耐磨材料热处理领域,包括先将铸件码放在台车,然后将铸件进炉加热升温,再进行风淬热处理,铸件风淬高温冷却阶段为850‑1050℃,监测环境温度,根据环境温度调节风机,本发明结构简单,自动化程度高,根据环境温度,铸件冷却时实际温降大小,自动调整风机转速,从而控制铸件不同温度阶段的冷速大小,保证达到最佳的冷却速率,减小环境温度对铸件热处理冷却阶段工艺的影响,同时采用此热处理工艺生产的铸件质量稳定,同种材质组织占比偏差较小,强度、硬度性能均衡,从而保证了优异的

消失模铸造高铬铸铁板锤工艺的数值模拟优化.docx
消失模铸造高铬铸铁板锤工艺的数值模拟优化标题:消失模铸造高铬铸铁板锤工艺的数值模拟优化摘要:消失模铸造是一种常用的金属铸造技术,它广泛应用于各个领域。高铬铸铁板锤是一种具有优异耐磨性和耐腐蚀性能的材料,而其工艺参数的优化对产品质量和成本效益具有重要影响。本文通过数值模拟方法,对消失模铸造高铬铸铁板锤工艺进行优化,以提高产品性能和生产效率。一、引言消失模铸造是一种通过熔融金属注入模具,待冷却凝固后获得所需产品的金属铸造方法。高铬铸铁板锤,在冶金、矿山、煤矿以及水泥等工业领域具有广泛应用,对其工艺的优化可提升

高铬耐磨铸球的热处理工艺试验.docx
高铬耐磨铸球的热处理工艺试验高铬耐磨铸球是一种用于矿山、煤炭、水泥等工业领域的耐磨材料,具有硬度高、抗磨性好等特点。热处理是一种重要的工艺控制手段,可以显著影响高铬耐磨铸球的硬度和耐磨性能。本文通过实验研究高铬耐磨铸球的热处理工艺,进一步优化其硬度和耐磨性能。一、实验设备和方法1.实验设备本实验所需的设备包括:热处理炉、显微硬度计、摩擦磨损测试机等。2.实验方法(1)样品制备:选取不同成分比例的高铬合金材料,将其熔化后浇注成型,制备高铬耐磨铸球。(2)热处理工艺试验:将制备好的高铬耐磨铸球放入热处理炉中,

刀锤用高铬铸铁热处理工艺及性能研究.docx
刀锤用高铬铸铁热处理工艺及性能研究摘要本文以刀锤为研究对象,探究了高铬铸铁在热处理过程中的工艺及其对其性能的影响。通过对热处理工艺进行分析,得出最佳热处理参数,并使用不同工艺对比了高铬铸铁的硬度、韧性、抗磨损性等性能指标。结果表明,采用适当的热处理工艺能够有效地提升高铬铸铁的性能指标,使其适用于不同需求的工作环境。因此,本文对于高铬铸铁刀锤的生产和应用具有一定的参考价值。关键词:高铬铸铁、热处理、硬度、韧性、抗磨损性正文一、引言高铬铸铁由于其优异的耐热、耐腐蚀、抗磨损等性能,在金属材料中具有重要的地位。刀