
渗锌速度快的粉末渗锌剂的使用方法.pdf

睿德****找我

1/10

2/10
3/10

4/10
5/10
6/10
7/10
8/10
9/10

10/10
在线预览结束,喜欢就下载吧,查找使用更方便
相关资料

渗锌速度快的粉末渗锌剂的使用方法.pdf
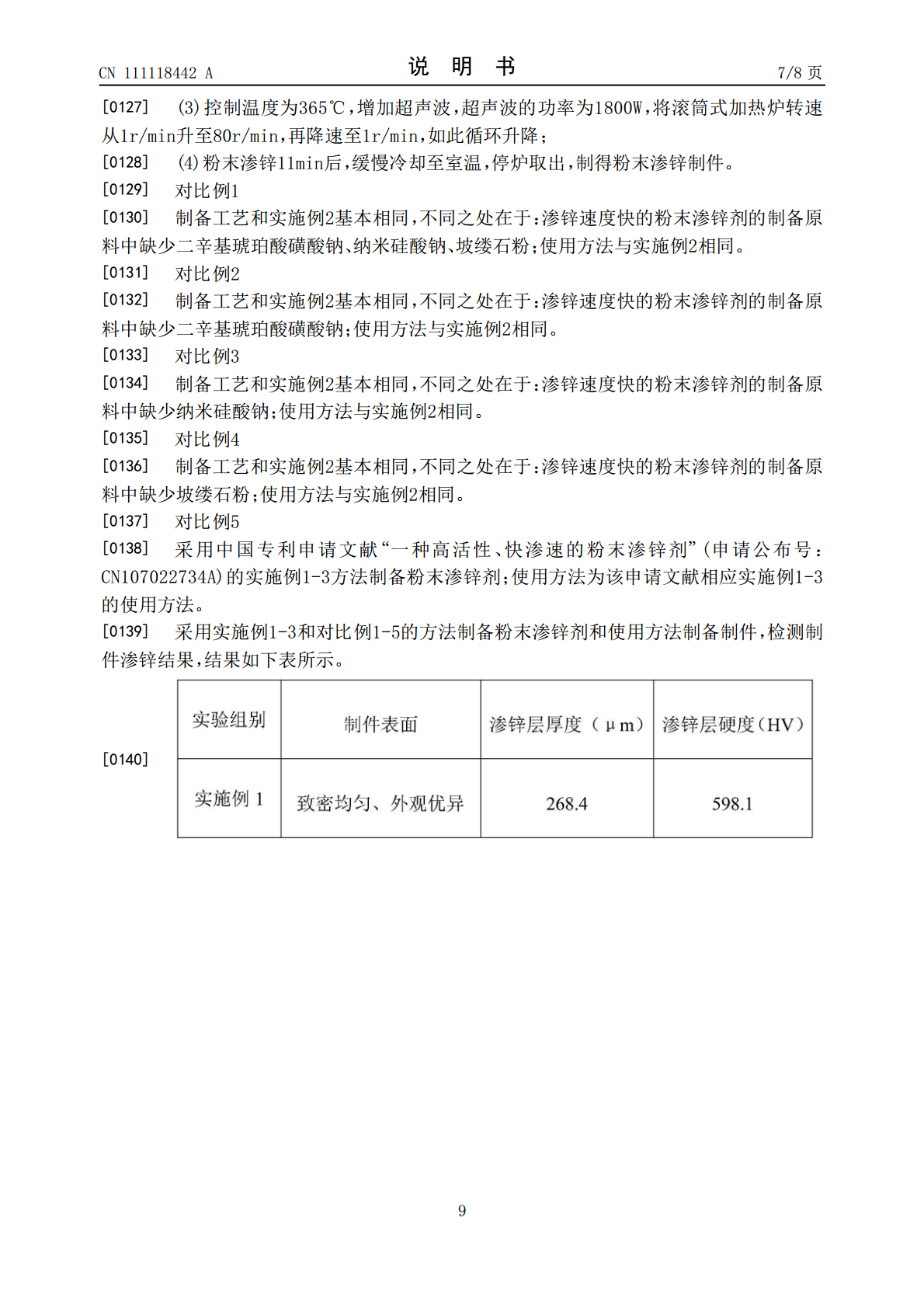
本发明公开了一种渗锌速度快的粉末渗锌剂的使用方法,包括以下步骤:(1)将所述渗锌速度快的粉末渗锌剂与欲渗锌的制件装入滚筒式加热炉的陶瓷内衬筒里,加盖密封;(2)将步骤(1)滚筒式加热炉转动,升温至356‑372℃;(3)控制温度为356‑372℃,增加超声波,超声波的功率为160‑200W,将滚筒式加热炉转速从1r/min升至80r/min,再降速至1r/min,如此循环升降;(4)粉末渗锌9‑12min后,缓慢冷却至室温,停炉取出,制得粉末渗锌制件。本发明的使用方法简单,方便实施。
一种粉末渗锌用助渗剂.pdf
本发明公开了一种粉末渗锌用助渗剂,是一种粉末混合物,按重量百分比计,主要组成为氧化铝10‑25%,用作锌粉的抗高温粘接剂,氯化铵30‑60%,用作炉内驱氧剂,氯化锌15‑25%,用作待渗工件的活化剂,氢氧化镧5‑18%,用作助渗催化剂,硅铝酸钠10‑16%,用作本助渗剂的防潮抗结剂。本发明的助渗剂在渗锌过程中可以驱赶炉胆中的潮气和多余的氧气,减少锌粉氧化;可以活化工件表面,使工件暴露出有金属活性的基体,便于锌原子在铁基体扩散;同时具有催化作用。
一种快速粉末渗锌剂及其使用方法.pdf
本发明公开了一种快速粉末渗锌剂,具有以下原料及其重量份数配比:锌粉55~85份、海泡石粉0.5~5份、稀土氧化铈0.2~5份、氯化铵0.5~10份、铝粉1~10份、氧化铝10~45份;所述各原料按重量份数配比合成100份,均匀搅拌混合。所述快速粉末渗锌剂的使用方法,其步骤是:将所述粉末渗锌剂与欲渗锌的钢铁件装入滚筒式加热炉的陶瓷内衬筒里,加盖密封;控制滚筒式加热炉转速从1r/min升至60r/min,再降速至1r/min,如此循环升降;滚筒式加热炉升温至390~410℃,保温20~200min后,缓冷至室

粉末渗锌的试验及应用.docx
粉末渗锌的试验及应用粉末渗锌是一种金属加工技术,通过向金属表面添加锌粉,然后进行热处理,使锌粉与金属发生反应,形成金属表面一层锌的过程。粉末渗锌技术在工业生产中被广泛应用,具有较高的经济效益和工艺优势。本文将对粉末渗锌的试验和应用进行详细的分析和探讨。一、粉末渗锌的试验粉末渗锌的试验是进行粉末渗锌工艺研究和产品性能测试的重要手段。试验主要包括锌粉选择、温度参数确定、时间参数确定和表面质量检测等。1.锌粉选择锌粉是粉末渗锌工艺的核心材料。选择合适的锌粉对于渗锌工艺和成品质量至关重要。通常情况下,锌粉应具有较

粉末渗锌工艺对螺纹紧固件渗锌速度及渗层均匀性的影响.docx
粉末渗锌工艺对螺纹紧固件渗锌速度及渗层均匀性的影响一、引言在工业生产中,螺纹紧固件被广泛应用于各个领域,尤其是在机械制造和建筑工程中,螺纹紧固件的重要性不言而喻。然而在长期使用的过程中,螺纹紧固件可能会受到腐蚀等因素的影响,从而降低了它们的使用寿命和性能,甚至可能会导致设备的故障和事故的发生。为了延长螺纹紧固件的使用寿命和保障设备的安全可靠运行,对螺纹紧固件进行防腐处理是非常必要的。渗锌技术是一种常用的螺纹紧固件防腐处理方法,可以在锌水溶液中进行浸渍处理,使锌元素在螺纹紧固件表面形成一层锌层,提高了螺纹紧