
一种蠕墨铸铁卡车刹车盘的快速制备方法.pdf

子璇****君淑

1/10
2/10
3/10
4/10
5/10
6/10
7/10
8/10
9/10
10/10
亲,该文档总共23页,到这已经超出免费预览范围,如果喜欢就直接下载吧~
相关资料
一种蠕墨铸铁卡车刹车盘的快速制备方法.pdf
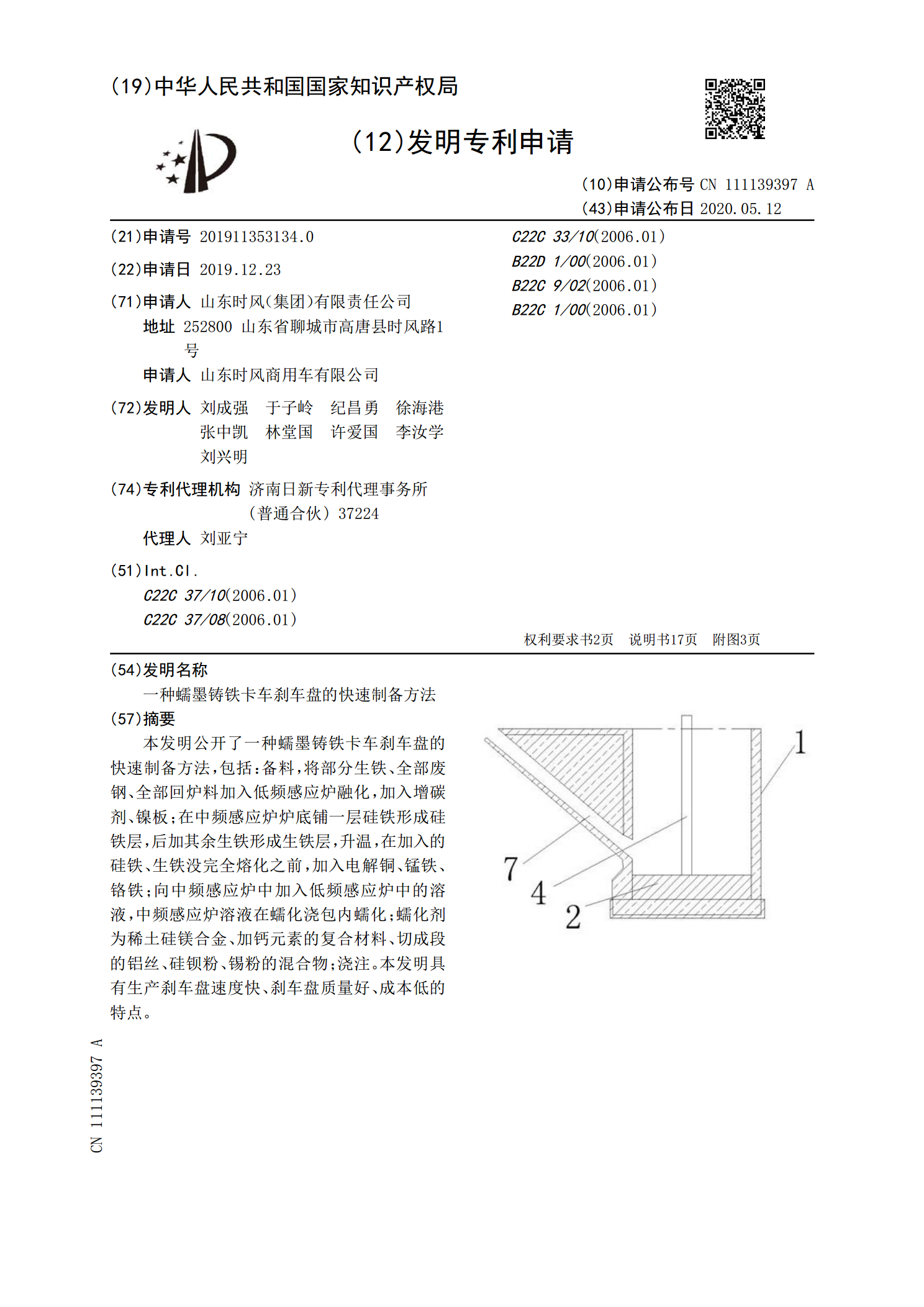
本发明公开了一种蠕墨铸铁卡车刹车盘的快速制备方法,包括:备料,将部分生铁、全部废钢、全部回炉料加入低频感应炉融化,加入增碳剂、镍板;在中频感应炉炉底铺一层硅铁形成硅铁层,后加其余生铁形成生铁层,升温,在加入的硅铁、生铁没完全熔化之前,加入电解铜、锰铁、铬铁;向中频感应炉中加入低频感应炉中的溶液,中频感应炉溶液在蠕化浇包内蠕化;蠕化剂为稀土硅镁合金、加钙元素的复合材料、切成段的铝丝、硅钡粉、锡粉的混合物;浇注。本发明具有生产刹车盘速度快、刹车盘质量好、成本低的特点。
一种蠕墨铸铁的制备方法.pdf
本发明涉及一种蠕墨铸铁的制备方法,属于材料制备技术领域。本发明首先将赤铁矿粉碎成粉末,将其与铝粉进行混合,制备得铝热剂,并将铝热剂置于废铁粉末上方,并将点燃的镁条插入至铝热剂顶部,趁热将其收集,得高温铁水混合物;取石墨将其置于马弗炉中进行煅烧,取出,使用液氮对其进行三次冷却,得改性碳;将铁与铁水混合物,改性碳等物质进行混合,置于感应电炉中进行熔化后,向其加入混合蠕化剂,搅拌,加热;再对其进行扒渣处理,浇注即可。本发明制备的蠕墨铸铁其拉伸强度及韧性均得以提高,其拉伸强度为950~985MPa,且蠕化率可达6
一种蠕墨铸铁的制备方法.pdf
一种蠕墨铸铁的制备方法,以重量百分比计,其特征在于:包括以下步骤:1)原料选择;2)预处理;3)配置稀土镁钙蠕化剂;4)蠕化处理;5)炉前试样和快速金相检验;6)扒渣覆盖;7)二次孕育;8)浇注;本发明,铁水经过预处理后,含硫量可以控制在0.03~0.04%,用稀土镁钙蠕化剂蠕化处理,75铁硅合金二次孕育处理后,制备的蠕墨铸铁蠕化率≥85%、基体中珠光体含量≥50%、蠕铁抗拉强度σb≥420Mpa、硬度HB175~210、延伸率δ≥1.5%。
一种制备蠕墨铸铁的蠕化剂及其制备方法.pdf
一种制备蠕墨铸铁的蠕化剂,它属于铸铁材料生产领域。本发明解决了现有蠕化剂在制备蠕墨铸铁时蠕化率不高,反应不平稳的问题。该蠕化剂由稀土镁和稀土硅铁合金熔制而成,按元素成分的质量分数比分别为:稀土14~20份、硅36~40份、镁4~10份、铁余量和少量的杂质元素。所述的蠕化剂的制备方法如下:(1)将稀土镁和稀土硅铁合金制成粒度在5~10mm左右的原材料;(2)按照设定元素的成分比例称取每种原材料的重量;(3)在真空感应炉中熔炼60min,冷却后得到所述的稀土镁硅铁合金蠕化剂。本发明可用于蠕铁件的生产。
绿色蠕墨铸铁用蠕化包芯线及绿色蠕墨铸铁的制备方法.pdf
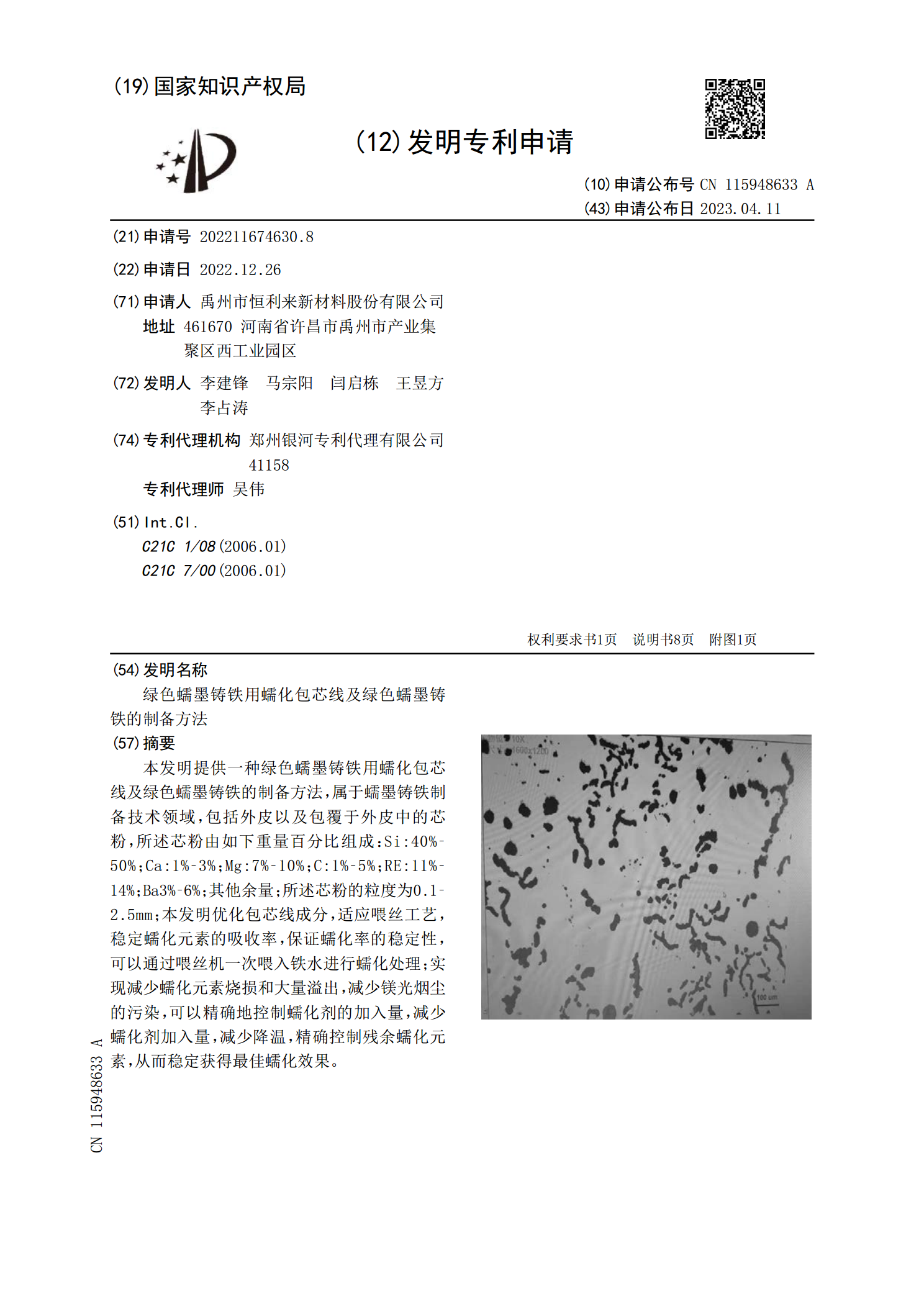
本发明提供一种绿色蠕墨铸铁用蠕化包芯线及绿色蠕墨铸铁的制备方法,属于蠕墨铸铁制备技术领域,包括外皮以及包覆于外皮中的芯粉,所述芯粉由如下重量百分比组成:Si:40%‑50%;Ca:1%‑3%;Mg:7%‑10%;C:1%‑5%;RE:11%‑14%;Ba3%‑6%;其他余量;所述芯粉的粒度为0.1‑2.5mm;本发明优化包芯线成分,适应喂丝工艺,稳定蠕化元素的吸收率,保证蠕化率的稳定性,可以通过喂丝机一次喂入铁水进行蠕化处理;实现减少蠕化元素烧损和大量溢出,减少镁光烟尘的污染,可以精确地控制蠕化剂的加入量