
一种炉卷机组层流高冷速控冷工艺.pdf

斌斌****公主


1/7

2/7

3/7

4/7

5/7

6/7

7/7
在线预览结束,喜欢就下载吧,查找使用更方便
相关资料

一种炉卷机组层流高冷速控冷工艺.pdf
本发明涉及钢铁冶金技术领域,具体是一种炉卷机组层流高冷速控冷工艺。该工艺生产的钢板规格为16~30mm,开轧温度1050~1100℃,待温温度980~1050℃,终轧温度860~900℃,终冷温度≤300℃。该工艺通过控制轧制工序及控制冷却工序,大幅度提高二开温度,提高终轧温度,降低终冷温度,使冷却速率达到30℃/s的工艺。

一种控温速冷工业炉.pdf
一种控温速冷工业炉,包括炉体、热电偶和电炉控制柜,所述电炉控制柜连接在所述热电偶上,所述炉体包括炉顶、炉身、炉底、热孔和孔门,所述炉顶和所述炉底上均开设有热孔,每个所述热孔上均安装有孔门,在工作时,所述热电偶插入于所述热孔中。采用热电偶作为加热元件,在炉顶和炉底分别设置有热孔,这样方便工件的局部加热,由于热电偶与电炉控制柜相连接,使得能在各种加热温度之间进行转换。设置的热孔还可以使得冷却水从上到下地贯通流淌,对炉体在进行降温时起到了很大的冷却效果。

一种速冷速热机组.pdf
本发明涉及速冷速热设备技术领域,且公开了一种速冷速热机组,包括机组本体和机盖,所述机盖的两侧外壁均固定连接有连接机构,所述机组本体的冷入口和热媒回口均固定连通有过滤器,所述机组本体的下表面固定连接有缓冲机构,所述缓冲机构的下表面固定连接有底板,所述底板的下表面四角处均固定连接有万向轮。该速冷速热机组,具备能够有效提高速冷速热机组移动缓冲性能,避免速冷速热机组因移动颠簸而损坏,同时保障速冷速热机组的使用寿命,也能够有效提高速冷速热机组维护保养的便捷性,以及降低了工作人员劳动强度等优点。

一种单机架炉卷轧机生产双相钢的控轧控冷工艺.pdf
本发明一种单机架炉卷轧机生产双相钢的控轧控冷工艺,开发3500mm单机架炉卷轧机的粗轧4道次、精轧7道次、待温2道次新轧制模式、开发炉卷轧机的粗轧4道次、精轧6道次、待温1道次新轧制模式、开发精轧第1道次与待温道次高压小流量除鳞工艺、开发一级程序逻辑控制待温道次速度功能、开发炉卷轧机精轧结束后自动控温功能、开发炉卷轧机精轧结束后自动抛钢功能、开发炉卷轧机在轧件任意长度上恒定升速功能等,解决了单机架炉卷轧机热轧高端特殊精品生产过程中出现的新问题,实现了精轧结束自动控温与抛钢取代人工数秒后手动抛钢,改善轧件入
一种闪速吹炼炉的工艺方法及闪速吹炼炉.pdf
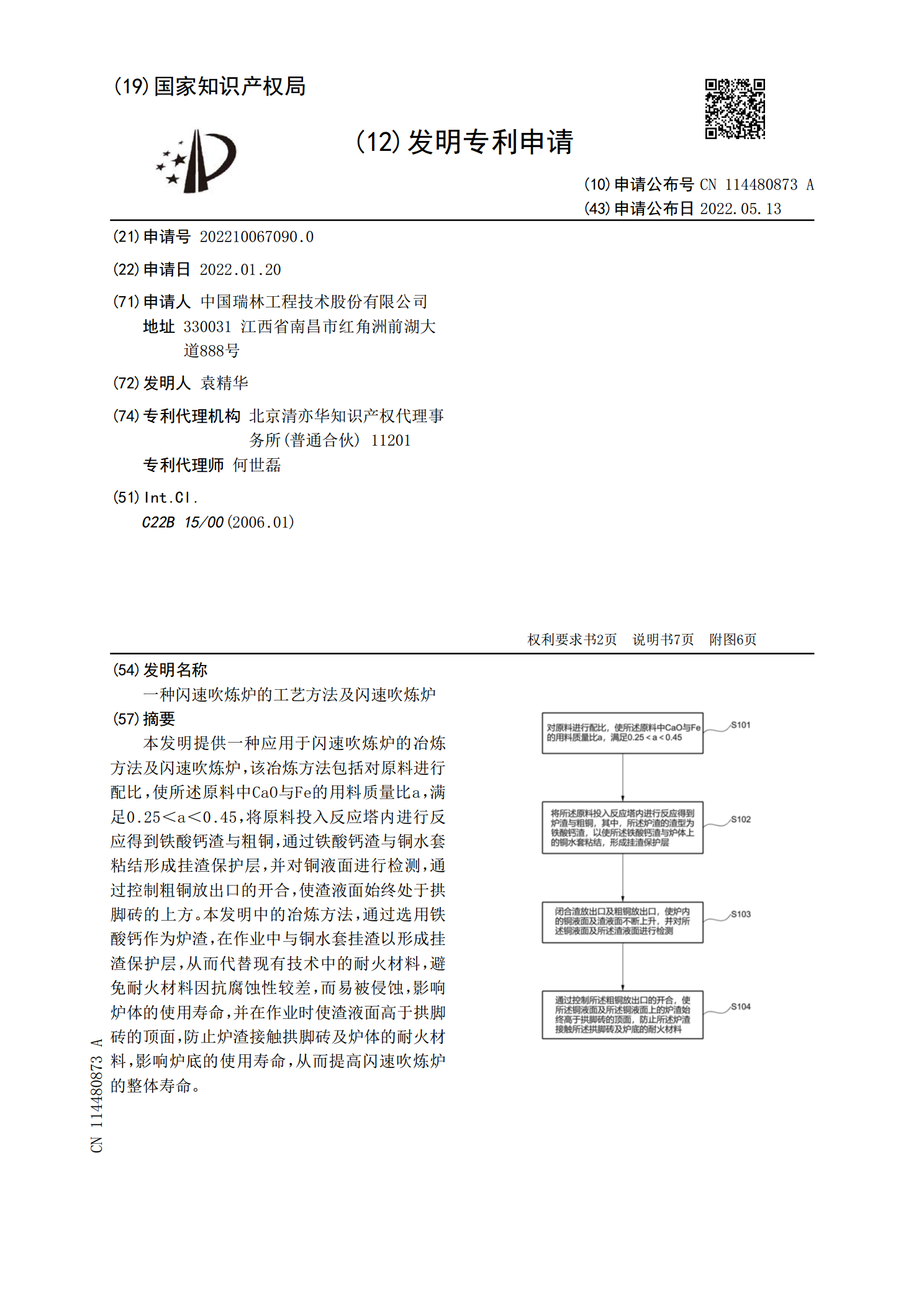
本发明提供一种应用于闪速吹炼炉的冶炼方法及闪速吹炼炉,该冶炼方法包括对原料进行配比,使所述原料中CaO与Fe的用料质量比a,满足0.25<a<0.45,将原料投入反应塔内进行反应得到铁酸钙渣与粗铜,通过铁酸钙渣与铜水套粘结形成挂渣保护层,并对铜液面进行检测,通过控制粗铜放出口的开合,使渣液面始终处于拱脚砖的上方。本发明中的冶炼方法,通过选用铁酸钙作为炉渣,在作业中与铜水套挂渣以形成挂渣保护层,从而代替现有技术中的耐火材料,避免耐火材料因抗腐蚀性较差,而易被侵蚀,影响炉体的使用寿命,并在作业时使渣液面高于拱