
一种高效无取向硅钢的生产方法.pdf

An****99


1/7
2/7
3/7
4/7
5/7
6/7
7/7
在线预览结束,喜欢就下载吧,查找使用更方便
相关资料
一种高效无取向硅钢的生产方法.pdf
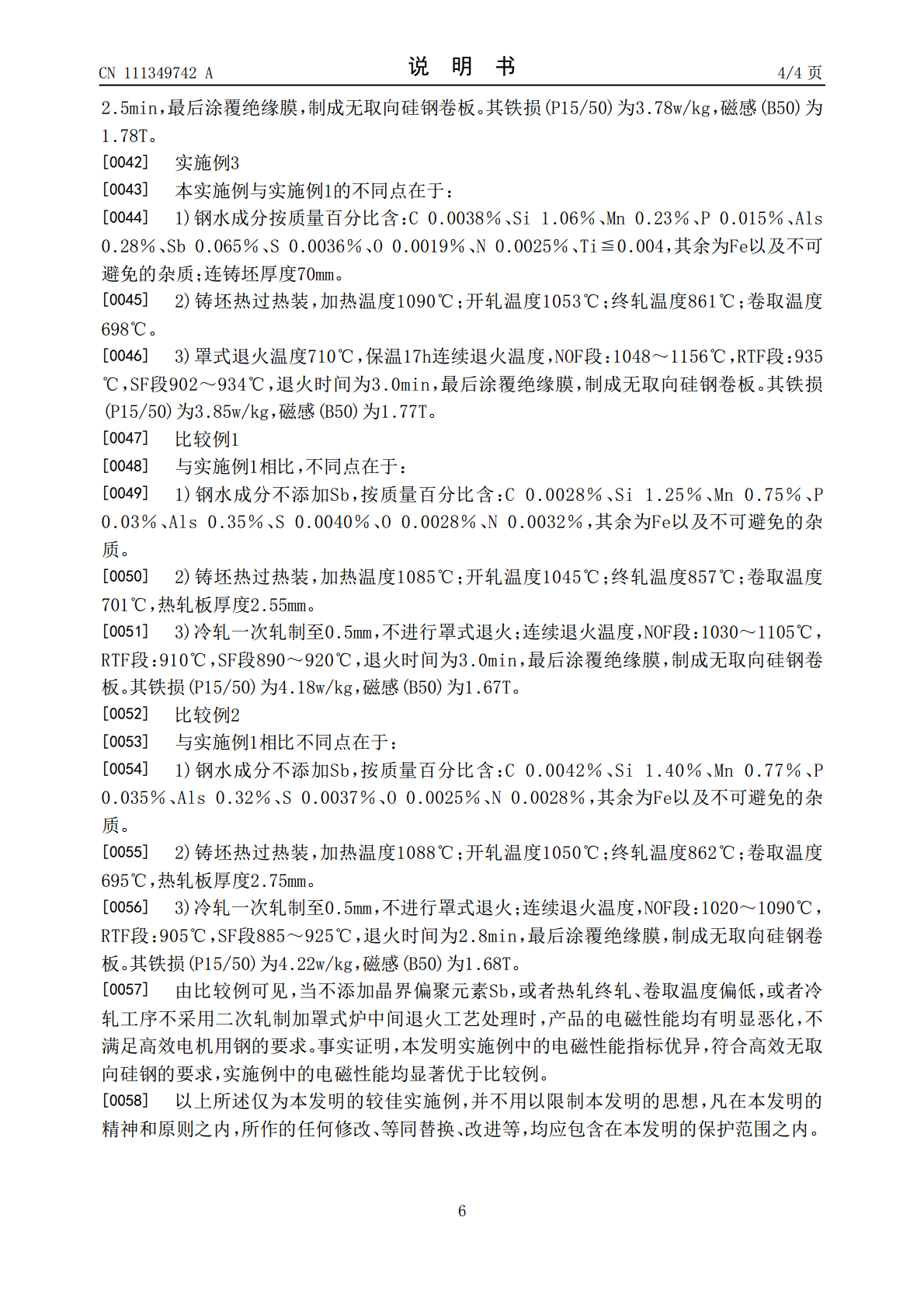
本发明的一种高效无取向硅钢的生产方法,包括:铁水预处理、转炉冶炼、RH炉外精炼、薄板坯连铸、辊道式加热炉、热轧、酸洗、冷轧、连续退火、涂层、分卷以及包装出厂;热轧步骤中铸坯热过热装,经辊底式加热炉加热,加热温度≦1100℃;开轧温度1030℃~1070℃;终轧温度860~890℃;卷取温度690~720℃,厚度2.20~2.90mm,冷却至室温,获得热轧卷板;冷轧步骤包括一次冷轧步骤、罩式退火步骤和二次冷轧步骤。该方法制成的无取向硅钢铁损(P15/50)为3.74~3.85w/kg,磁感(B50)为1.7
无取向硅钢的生产方法以及无取向硅钢.pdf
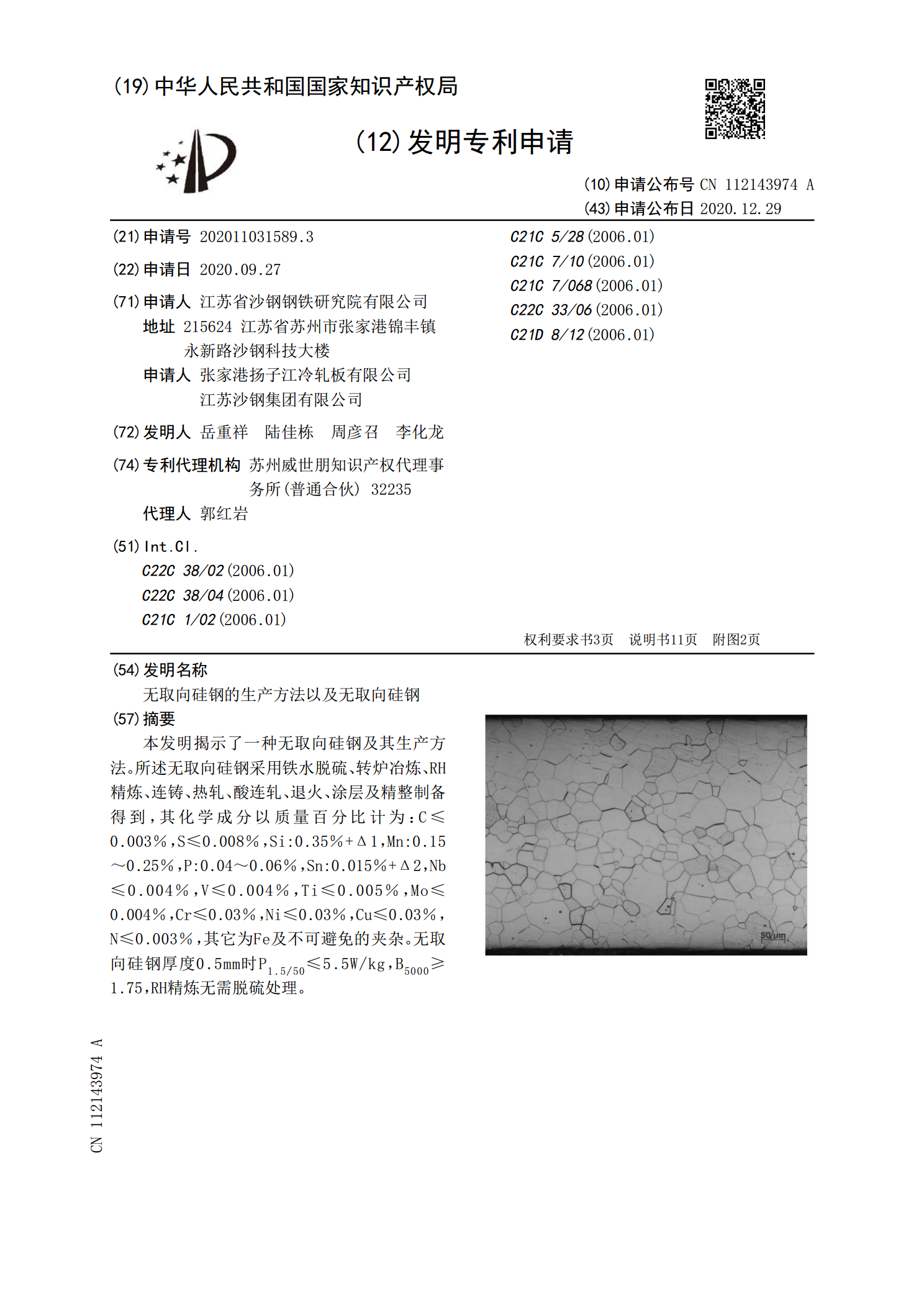
本发明揭示了一种无取向硅钢及其生产方法。所述无取向硅钢采用铁水脱硫、转炉冶炼、RH精炼、连铸、热轧、酸连轧、退火、涂层及精整制备得到,其化学成分以质量百分比计为:C≤0.003%,S≤0.008%,Si:0.35%+Δ1,Mn:0.15~0.25%,P:0.04~0.06%,Sn:0.015%+Δ2,Nb≤0.004%,V≤0.004%,Ti≤0.005%,Mo≤0.004%,Cr≤0.03%,Ni≤0.03%,Cu≤0.03%,N≤0.003%,其它为Fe及不可避免的夹杂。无取向硅钢厚度0.5mm时P
一种含磷无铝高效无取向硅钢生产方法.pdf
本发明涉及一种含磷无铝高效无取向硅钢生产方法,生产方法取消常化工艺,具体步骤如下:1)将钢水冶炼至目标成分后,浇铸成坯;2)板坯热装,热装温度≥500℃,热轧板坯加热炉均热段板坯温度1150~1200℃;终轧温度控制在860~930℃,卷取温度700~800℃3)酸洗后冷轧,控制冷轧整体压下率80%以内,至成品厚度;4)连续退火炉快速加热段温度设定1050~1180℃,增加有利织构组织形核,均热段温度设定830~950℃,全氮气干气氛保护,退火工艺速度120~150m/min,满足晶粒度8~4级。本发明不
无取向硅钢的生产方法.pdf
本发明涉及炼钢领域,尤其是一种无取向硅钢的生产方法,无取向硅钢的生产方法,先将钢水浇铸成板坯,板坯在加热炉中进行加热,再将经过加热后的板坯经热轧工序得到热轧板,热轧板经酸轧、退火后得到无取向硅钢的成品板,板坯在加热炉中将温度加热至1120‑1220℃之间,进入热轧工序中板坯的温度在1080‑1200℃之间,按重量百分比计,无取向硅钢的成品板中Mn的含量不小于0.2%。使板坯在加热炉中加热后不出现塌腰情况的发生,即防止了采用普钢生产线生产无取向硅钢时热轧塌腰情况的发生,再通过热轧、酸轧、退火过程中生产出的无

无取向硅钢的生产方法.docx
无取向硅钢的生产方法无取向硅钢是一种具有低磁滞、高磁导和低损耗等特点的特殊冷轧硅钢。其磁化曲线近似为一个椭圆,使得其应用于电机、变压器等领域能够显著提高能源利用效率。本文将分析无取向硅钢的生产方法,并探讨其优缺点及应用展望。无取向硅钢的生产方法主要包括原料选用、熔炼、钢水处理、连铸、热轧、退火、冷轧等工序。首先,在原料选用时,优质石墨电石是无取向硅钢中必不可少的原料之一。精细的石墨电石中含有较少的杂质,有利于提高硅钢材料的品质。熔炼是制造无取向硅钢的关键步骤之一。在熔炼过程中,需要控制好温度、炉底压力、气