
一种低脱碳层深度的GCr15轴承钢及制备方法.pdf

俊凤****bb


1/6

2/6

3/6

4/6

5/6

6/6
在线预览结束,喜欢就下载吧,查找使用更方便
相关资料

一种低脱碳层深度的GCr15轴承钢及制备方法.pdf
本发明提供了一种低脱碳层深度的GCr15轴承钢及制备方法,属于金属冶炼加工技术领域,在钢坯表面均匀涂刷两层高温防氧化涂料作为防护层后,送入加热炉内分段加热,可有效阻碍轴承钢在加热炉内与氧化性气体发生反应,减少氧化皮和脱碳层的产生,同时还能降低钢的氧化烧损;涂料以凹凸棒土为主体,性能良好稳定,效果更好;钢坯送入加热炉加热后,通过对加热炉内的残氧量、空气过剩系数、炉压等参数进行控制,能够进一步实现对脱碳层深度的有效控制,而且加热炉可以通过设置目标温度进行自动燃烧控制,使用方便;轧制后将钢坯快速冷却到600℃以
一种减轻GCr15轴承钢脱碳层深度的加热方法.pdf
本发明是一种减轻GCr15轴承钢脱碳层深度的加热方法,钢坯先在保温炉中保温,保温温度为500‑600℃,保温时间为30min;然后送入步进梁式加热炉分4段加热,预热段为850‑1020℃,加热一段温度为1100‑1190℃,加热时间大于35min,加热二段温度为1180‑1220℃,均热一段温度为1180‑1220℃,均热二段温度为1170‑1210℃,加热二段到均热二段的加热时间大于130min;加热过程通入氧气,预热段氧气流量80000‑90000m
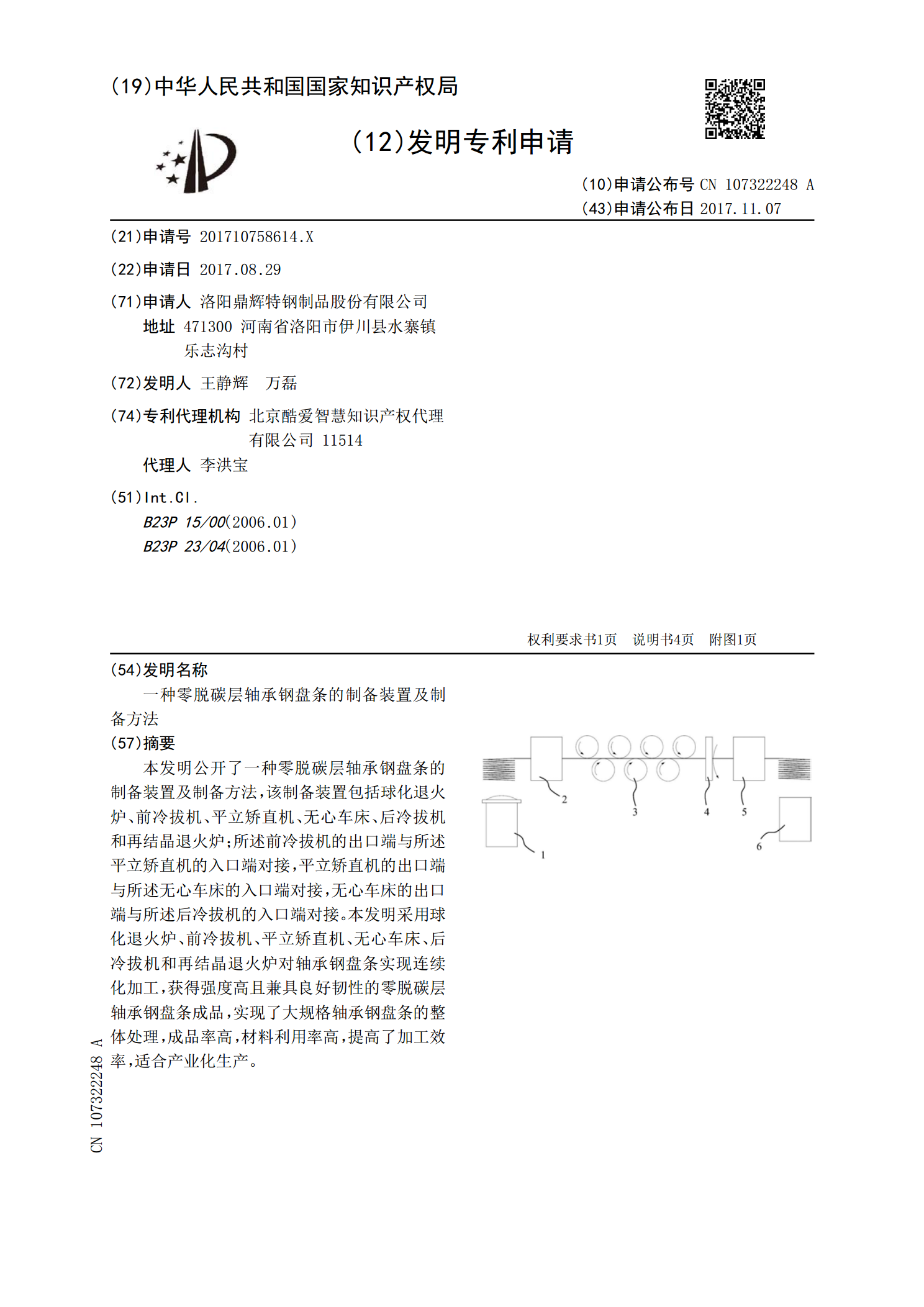
一种零脱碳层轴承钢盘条的制备装置及制备方法.pdf
本发明公开了一种零脱碳层轴承钢盘条的制备装置及制备方法,该制备装置包括球化退火炉、前冷拔机、平立矫直机、无心车床、后冷拔机和再结晶退火炉;所述前冷拔机的出口端与所述平立矫直机的入口端对接,平立矫直机的出口端与所述无心车床的入口端对接,无心车床的出口端与所述后冷拔机的入口端对接。本发明采用球化退火炉、前冷拔机、平立矫直机、无心车床、后冷拔机和再结晶退火炉对轴承钢盘条实现连续化加工,获得强度高且兼具良好韧性的零脱碳层轴承钢盘条成品,实现了大规格轴承钢盘条的整体处理,成品率高,材料利用率高,提高了加工效率,适合
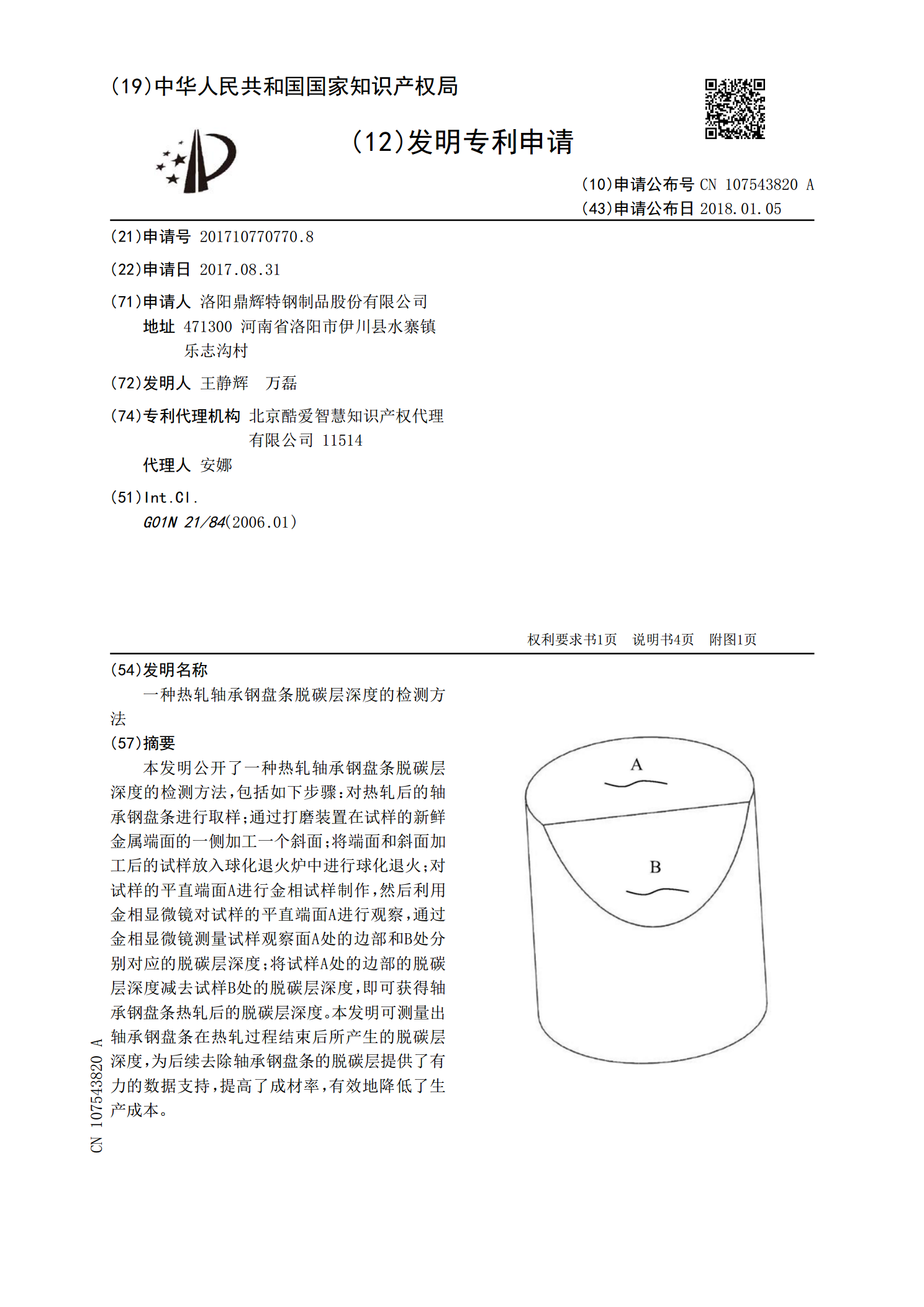
一种热轧轴承钢盘条脱碳层深度的检测方法.pdf
本发明公开了一种热轧轴承钢盘条脱碳层深度的检测方法,包括如下步骤:对热轧后的轴承钢盘条进行取样;通过打磨装置在试样的新鲜金属端面的一侧加工一个斜面;将端面和斜面加工后的试样放入球化退火炉中进行球化退火;对试样的平直端面A进行金相试样制作,然后利用金相显微镜对试样的平直端面A进行观察,通过金相显微镜测量试样观察面A处的边部和B处分别对应的脱碳层深度;将试样A处的边部的脱碳层深度减去试样B处的脱碳层深度,即可获得轴承钢盘条热轧后的脱碳层深度。本发明可测量出轴承钢盘条在热轧过程结束后所产生的脱碳层深度,为后续去
降低轮毂轴承钢脱碳层深度的加热方法.pdf
本发明公开了一种降低轮毂轴承钢脱碳层深度的加热方法,所述轮毂轴承钢的钢坯装入加热炉进行加热,加热炉的加热段炉膛温度先控制在1160~1200℃,再在钢坯出炉前最后20分钟,温度控制在1220~1250℃;所述钢坯在加热段和均热段的加热总时间为50~60min。本方法在各钢厂现有加热炉结构、燃料及燃烧形式、钢坯运行方式均不变动的情况下,通过缩短加热时间、适当调整加热段和均热段温度等措施,使φ60规格的热轧态轮毂轴承钢表面脱碳层厚度不超过0.48mm,从而满足高端客户要求。