
采用大型步进梁式钢坯加热炉加热钛坯的工艺方法.pdf

靖烟****魔王

1/7
2/7

3/7

4/7
5/7

6/7
7/7
在线预览结束,喜欢就下载吧,查找使用更方便
相关资料
采用大型步进梁式钢坯加热炉加热钛坯的工艺方法.pdf
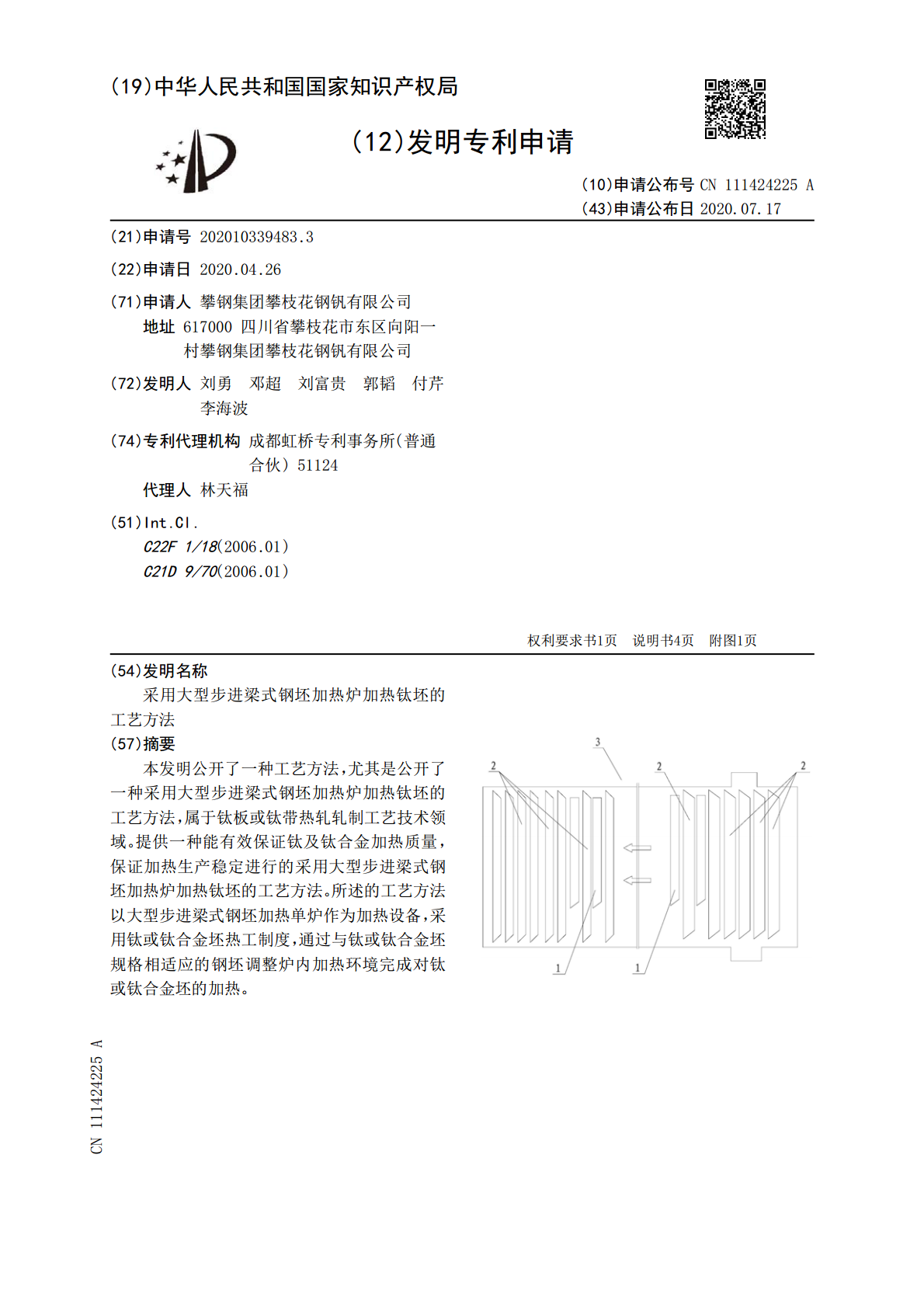
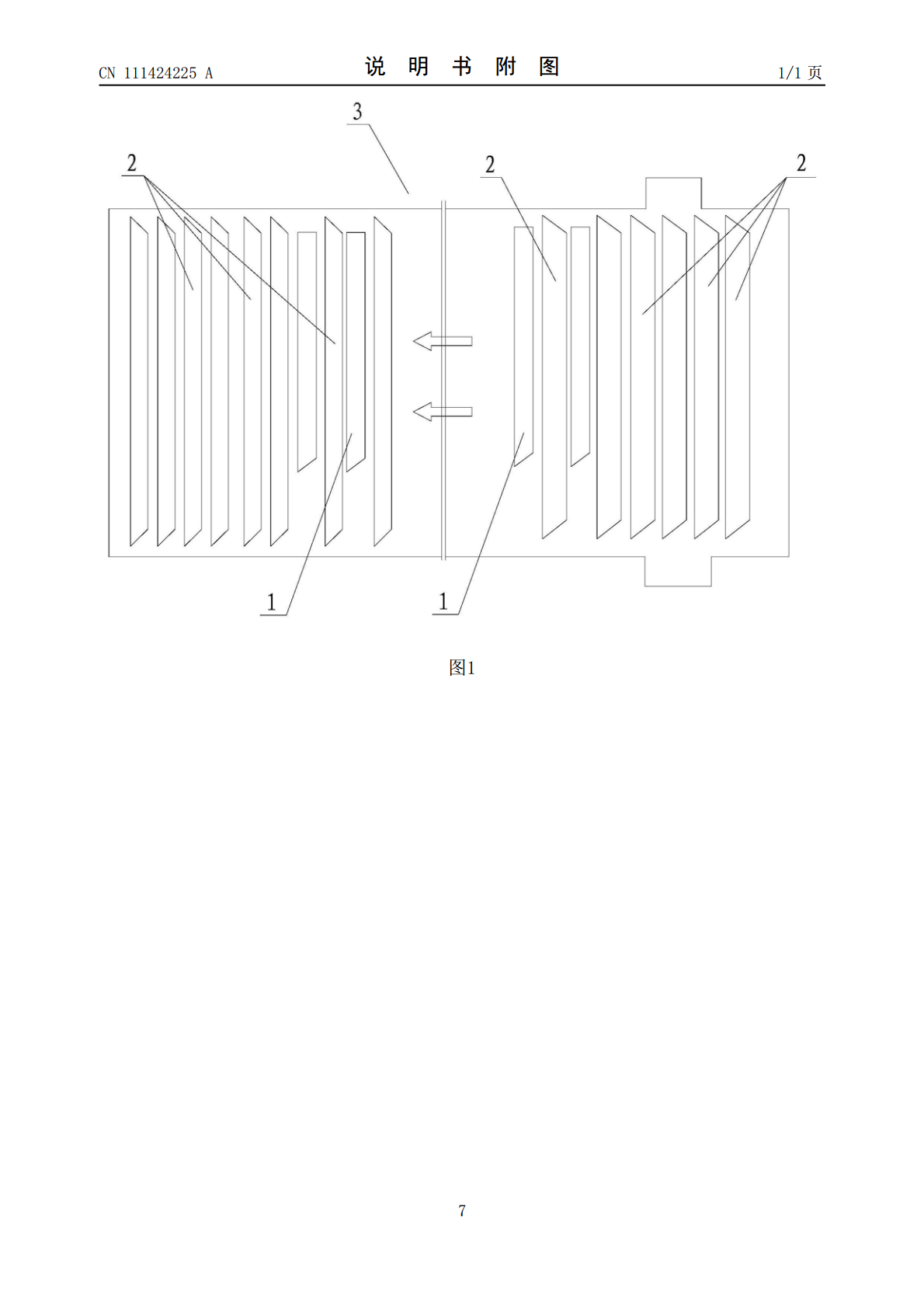
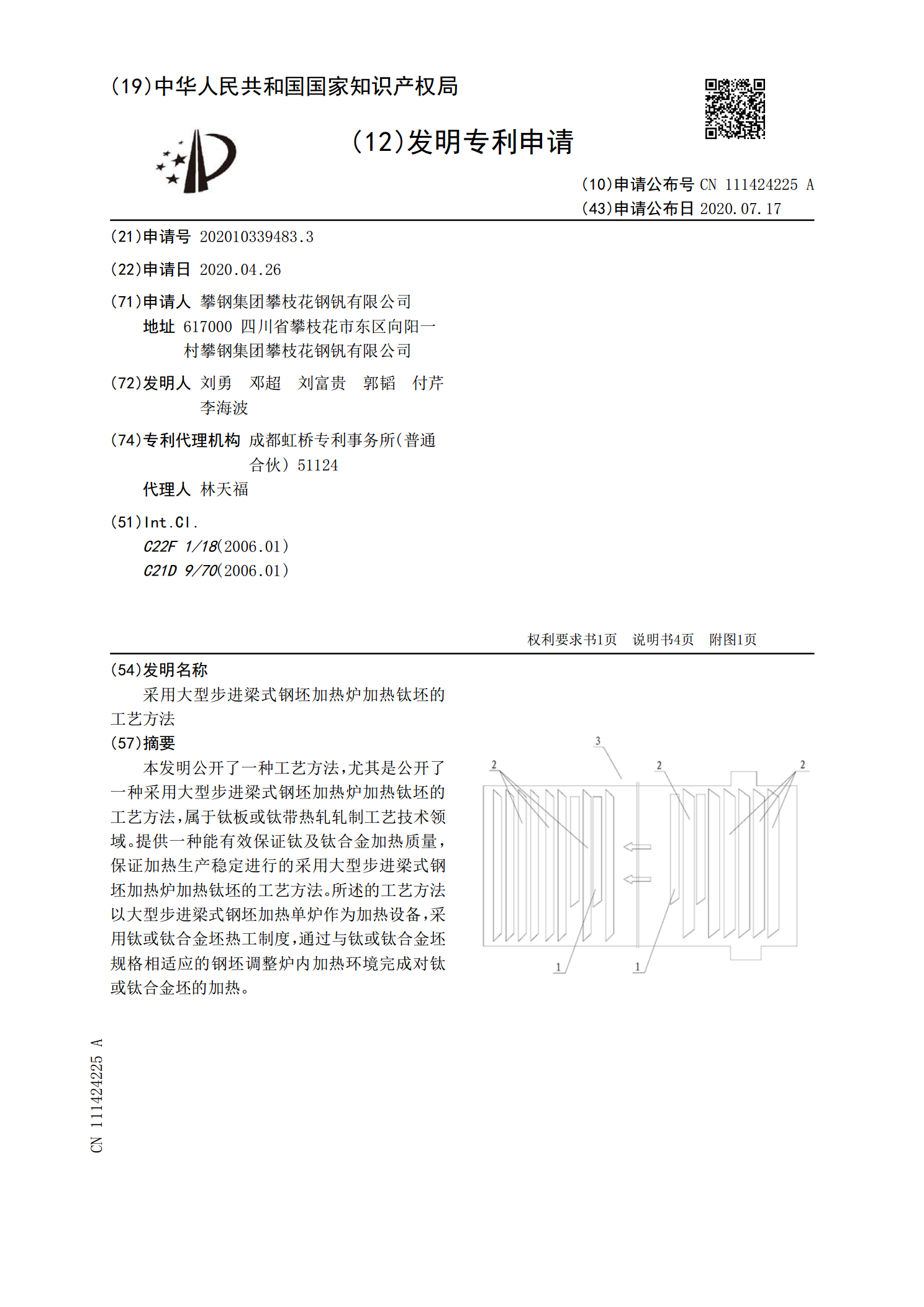
本发明公开了一种工艺方法,尤其是公开了一种采用大型步进梁式钢坯加热炉加热钛坯的工艺方法,属于钛板或钛带热轧轧制工艺技术领域。提供一种能有效保证钛及钛合金加热质量,保证加热生产稳定进行的采用大型步进梁式钢坯加热炉加热钛坯的工艺方法。所述的工艺方法以大型步进梁式钢坯加热单炉作为加热设备,采用钛或钛合金坯热工制度,通过与钛或钛合金坯规格相适应的钢坯调整炉内加热环境完成对钛或钛合金坯的加热。
采用步进梁式加热炉加热低温钢坯的方法.pdf
本发明公开的是金属加热领域的一种采用步进梁式加热炉加热低温钢坯的方法,该方法的步骤是,装炉时将待加热的低温钢坯质量相对较好的一端对齐放置在加热炉的轧机侧,然后调整加热炉的加热段、预热段下部着火的烧嘴开口度,关闭预热段、加热段上部的部分烧嘴,最后调节烟闸开口、空煤配比,控制好加热温度对钢坯进行加热。本发明的有益效果是:通过采用特定的钢坯布置形式,调整烧嘴开口度和开闭数量、空煤配比、炉压控制和对烟闸开口度控制,以及采用适当的待轧保温制度,使得常规加热炉能够用于加热低温钢坯,并保证低温钢坯加热温度的均匀性,从而
步进梁式钢坯加热炉设置温度优化方法.pdf
本发明公开了一种步进梁式钢坯加热炉设置温度优化方法,包括:构建多目标优化函数J:

一种采用轧钢步进加热炉加热大规格钛坯的生产方法.pdf
本发明提供了一种采用轧钢步进加热炉加热大规格钛坯的生产方法,利用现有的轧钢步进加热炉设备与工艺条件,考虑钛坯的加热特性,将步进加热工艺同均热加热工艺优点相结合,实现Φ600及以上高效大规格钛坯加热生产;实现批量轧制,小时产量达到钢产量的40~60%,满足后续生产特殊规格钛材的质量需求,钛棒成材率≥94%。且,本发明利用现有的轧钢步进加热炉设备与工艺条件,不需要增加设备投资,能批量高效加热生产Φ600及以上大规格钛坯,具有极高的经济效益。
普通步进式加热炉加热纯钛铸坯均热段温控方法.pdf
本发明公开一种普通步进式加热炉加热纯钛铸坯均热段温控方法,将电子束冷床炉生产出来的纯钛铸坯经过铣面、倒角、取化学成分试样、修磨、涂防氧化层后装入步进式加热炉进行加热,加热温度按特殊要求限定,在预热段及加热段的加热方式为常规加热。通过该加热办法可较好解决热轧卷卷头、卷中、卷后的力学性能不一及卷剪板后的不平度问题。用该温控办法不但可保证卷头、卷中、卷后的力学性能在符合国标的前提下,而且可实现卷头、卷中、卷尾的抗拉强度偏差控制在30MPa以内,还可使剪板后板材的不平度控制在国标范围内。大幅度提高热轧卷板的品位,