
一种长材直接轧制铸坯保温装置、生产线及方法.pdf

朋兴****en


1/10

2/10

3/10

4/10
5/10

6/10

7/10
8/10

9/10

10/10
亲,该文档总共14页,到这已经超出免费预览范围,如果喜欢就直接下载吧~
相关资料
一种长材直接轧制铸坯保温装置、生产线及方法.pdf
本发明公开了一种长材直接轧制铸坯保温装置、生产线及方法,属于钢铁冶金工业长材直接轧制技术领域,本铸坯保温装置包括设于箱体上的推钢机构、悬臂辊道、电加热装置和步进梁结构,步进梁结构包括活动梁和固定梁。本铸坯保温生产线包括依次设置的炼钢炉、连铸机、拉矫机、定尺剪、并流辊道、铸坯保温装置、电磁感应补热装置和轧制线。本发明通过在连铸并流辊道后设置铸坯保温装置,当因轧线短时故障导致连铸坯无法生产时,连铸坯进入铸坯保温装置进行保温,待故障处理完成后,铸坯保温装置中连铸坯通过其内的步进梁结构出钢并经电感应补热后进行轧制
一种连铸坯保温装置.pdf
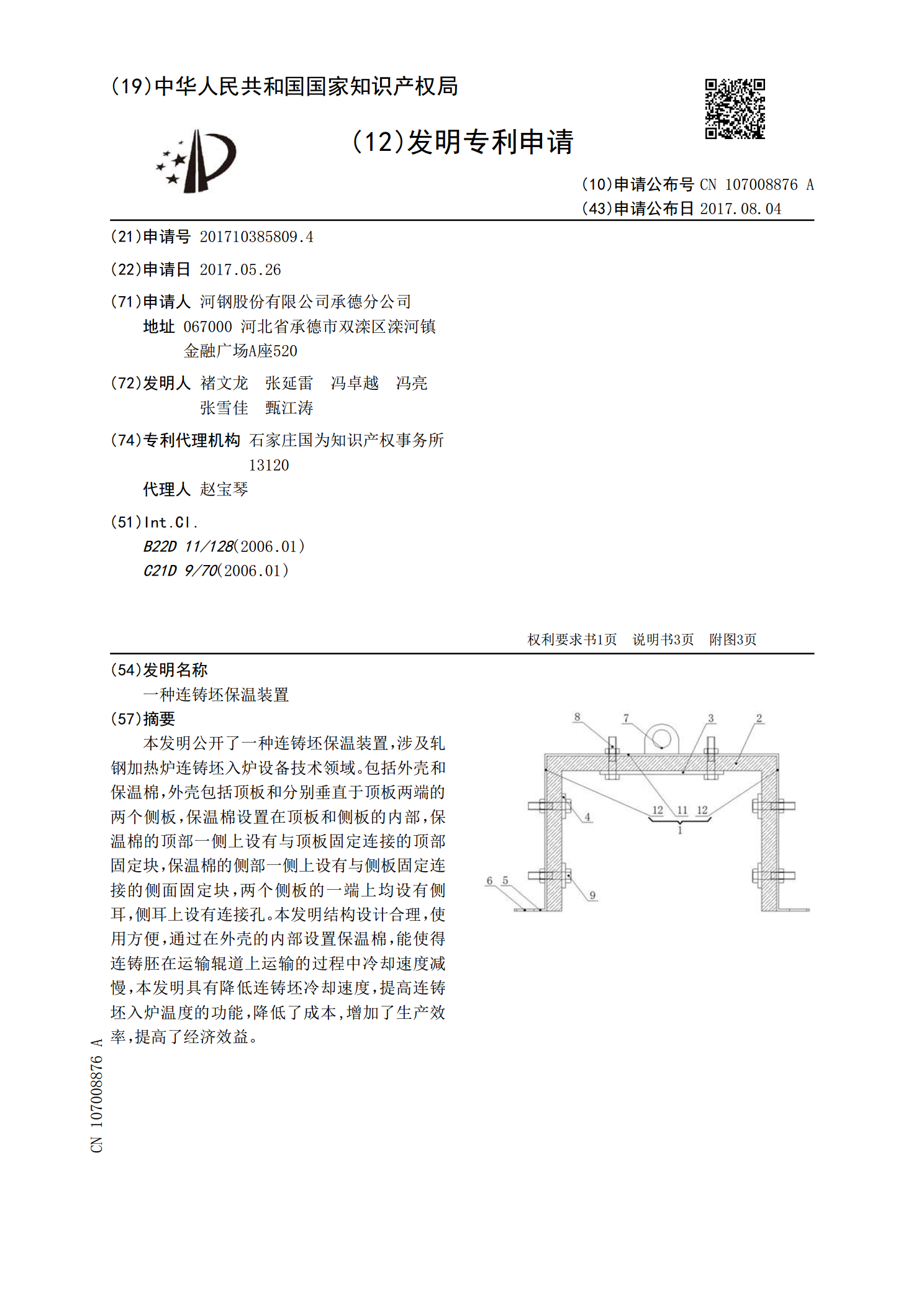
本发明公开了一种连铸坯保温装置,涉及轧钢加热炉连铸坯入炉设备技术领域。包括外壳和保温棉,外壳包括顶板和分别垂直于顶板两端的两个侧板,保温棉设置在顶板和侧板的内部,保温棉的顶部一侧上设有与顶板固定连接的顶部固定块,保温棉的侧部一侧上设有与侧板固定连接的侧面固定块,两个侧板的一端上均设有侧耳,侧耳上设有连接孔。本发明结构设计合理,使用方便,通过在外壳的内部设置保温棉,能使得连铸胚在运输辊道上运输的过程中冷却速度减慢,本发明具有降低连铸坯冷却速度,提高连铸坯入炉温度的功能,降低了成本,增加了生产效率,提高了经济
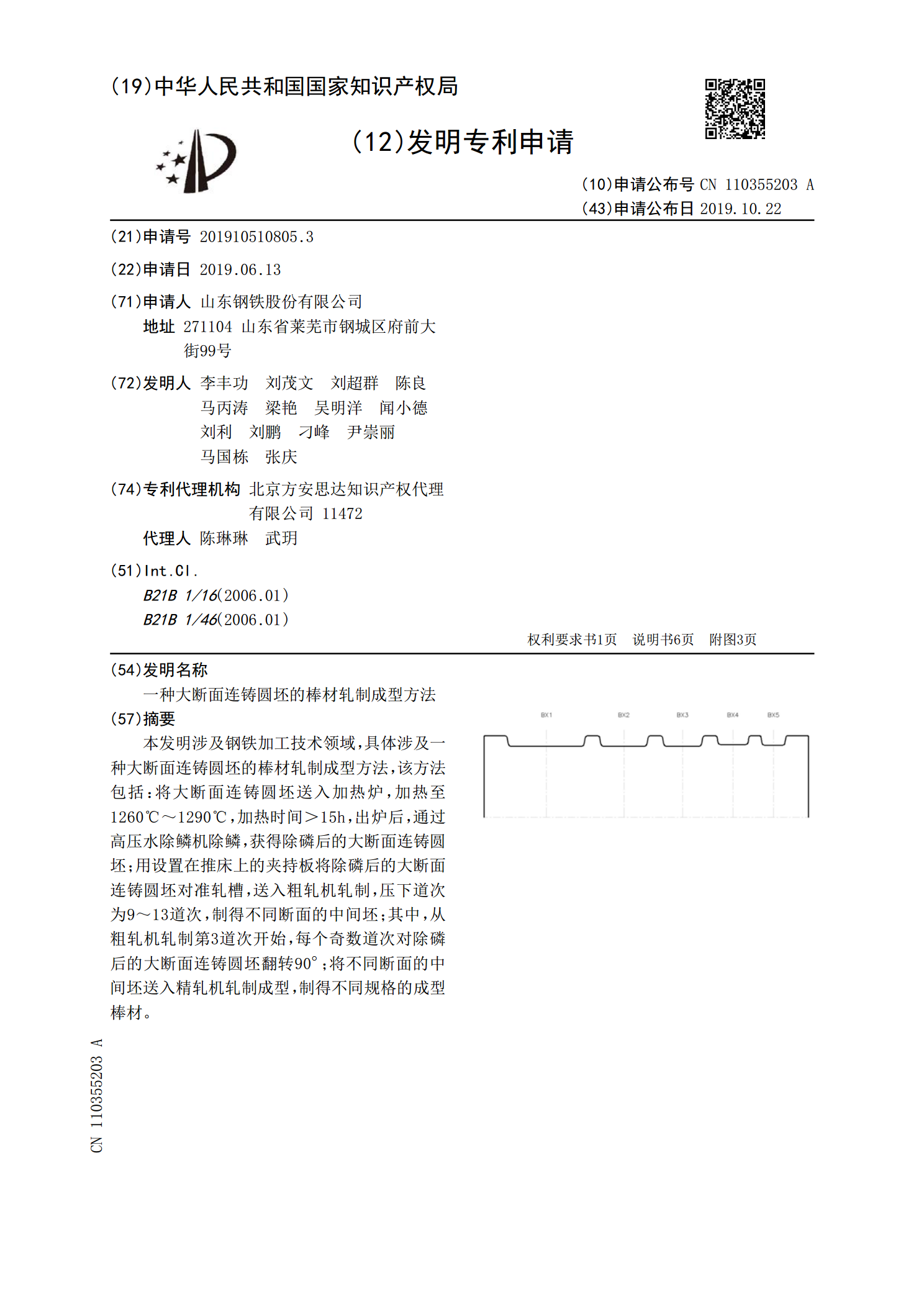
一种大断面连铸圆坯的棒材轧制成型方法.pdf
本发明涉及钢铁加工技术领域,具体涉及一种大断面连铸圆坯的棒材轧制成型方法,该方法包括:将大断面连铸圆坯送入加热炉,加热至1260℃~1290℃,加热时间>15h,出炉后,通过高压水除鳞机除鳞,获得除磷后的大断面连铸圆坯;用设置在推床上的夹持板将除磷后的大断面连铸圆坯对准轧槽,送入粗轧机轧制,压下道次为9~13道次,制得不同断面的中间坯;其中,从粗轧机轧制第3道次开始,每个奇数道次对除磷后的大断面连铸圆坯翻转90°;将不同断面的中间坯送入精轧机轧制成型,制得不同规格的成型棒材。
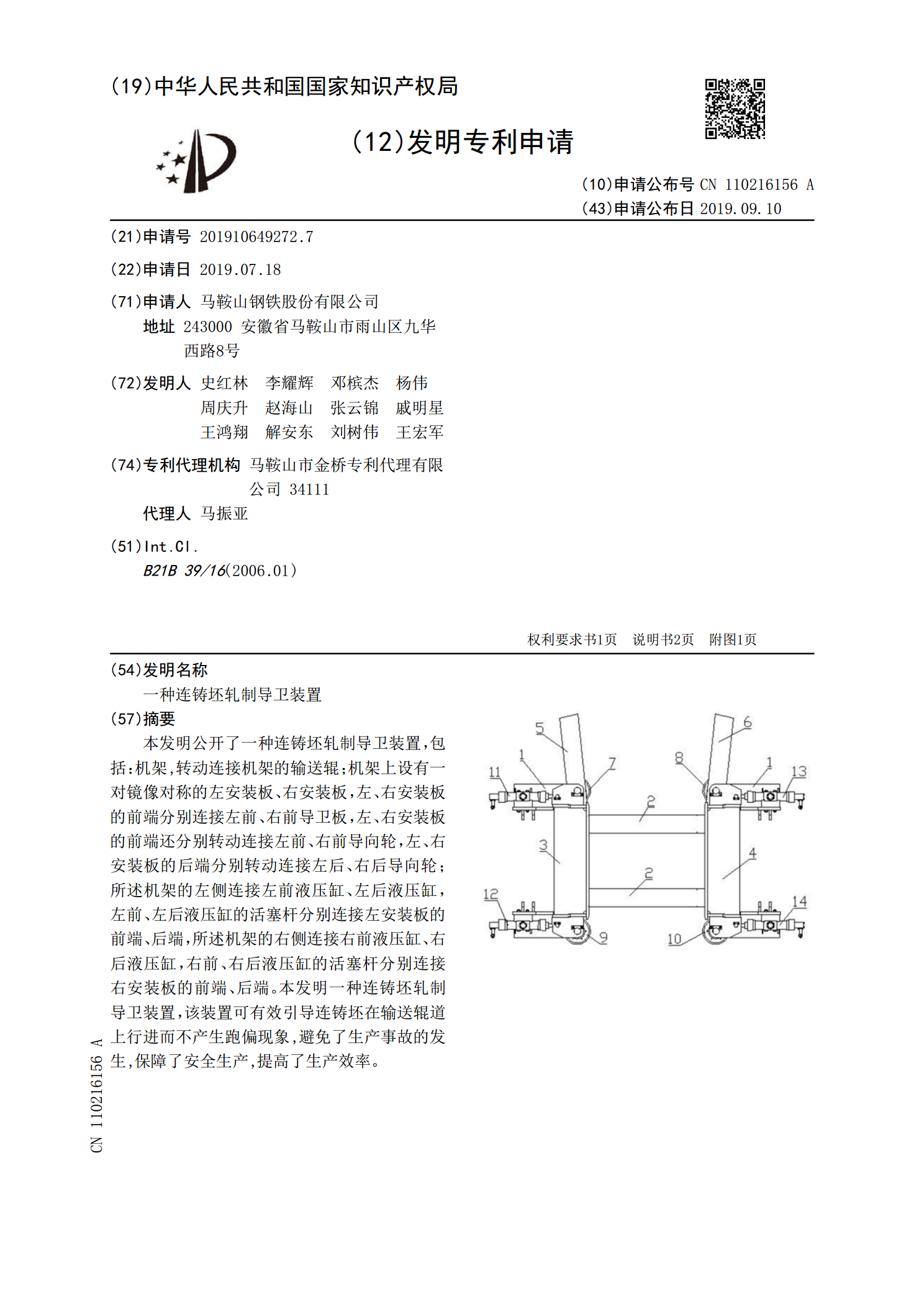
一种连铸坯轧制导卫装置.pdf
本发明公开了一种连铸坯轧制导卫装置,包括:机架,转动连接机架的输送辊;机架上设有一对镜像对称的左安装板、右安装板,左、右安装板的前端分别连接左前、右前导卫板,左、右安装板的前端还分别转动连接左前、右前导向轮,左、右安装板的后端分别转动连接左后、右后导向轮;所述机架的左侧连接左前液压缸、左后液压缸,左前、左后液压缸的活塞杆分别连接左安装板的前端、后端,所述机架的右侧连接右前液压缸、右后液压缸,右前、右后液压缸的活塞杆分别连接右安装板的前端、后端。本发明一种连铸坯轧制导卫装置,该装置可有效引导连铸坯在输送辊道

一种短流程长材无头轧制生产线及其轧制方法.pdf
本发明属于钢铁冶金工业技术领域,涉及一种短流程长材无头轧制生产线及其轧制方法,包括依次紧密连接的炼钢炉、连铸机、拉矫机、粗轧生产线、中轧生产线、精轧生产线、减定径生产线和冷床,粗轧生产线依次包括粗轧机组、事故剪及冷床、保温装置和第一切头飞剪,保温装置为粗轧后的铸坯补温,拉矫机入口至粗轧机组入口间距为9~30m;中轧生产线依次包括中轧机组、水冷箱和第二切头飞剪;精轧生产线依次包括精轧机组、水冷箱和第三切头飞剪;减定径生产线依次包括减定径机组、水冷箱和定尺飞剪,该轧制生产线工艺布置简单,连铸与粗轧机组间距小,