
压纹不锈钢管制造装置及利用其的压纹不锈钢管制造方法.pdf

慧红****ad

1/10
2/10

3/10
4/10
5/10

6/10
7/10
8/10
9/10

10/10
亲,该文档总共40页,到这已经超出免费预览范围,如果喜欢就直接下载吧~
相关资料
压纹不锈钢管制造装置及利用其的压纹不锈钢管制造方法.pdf
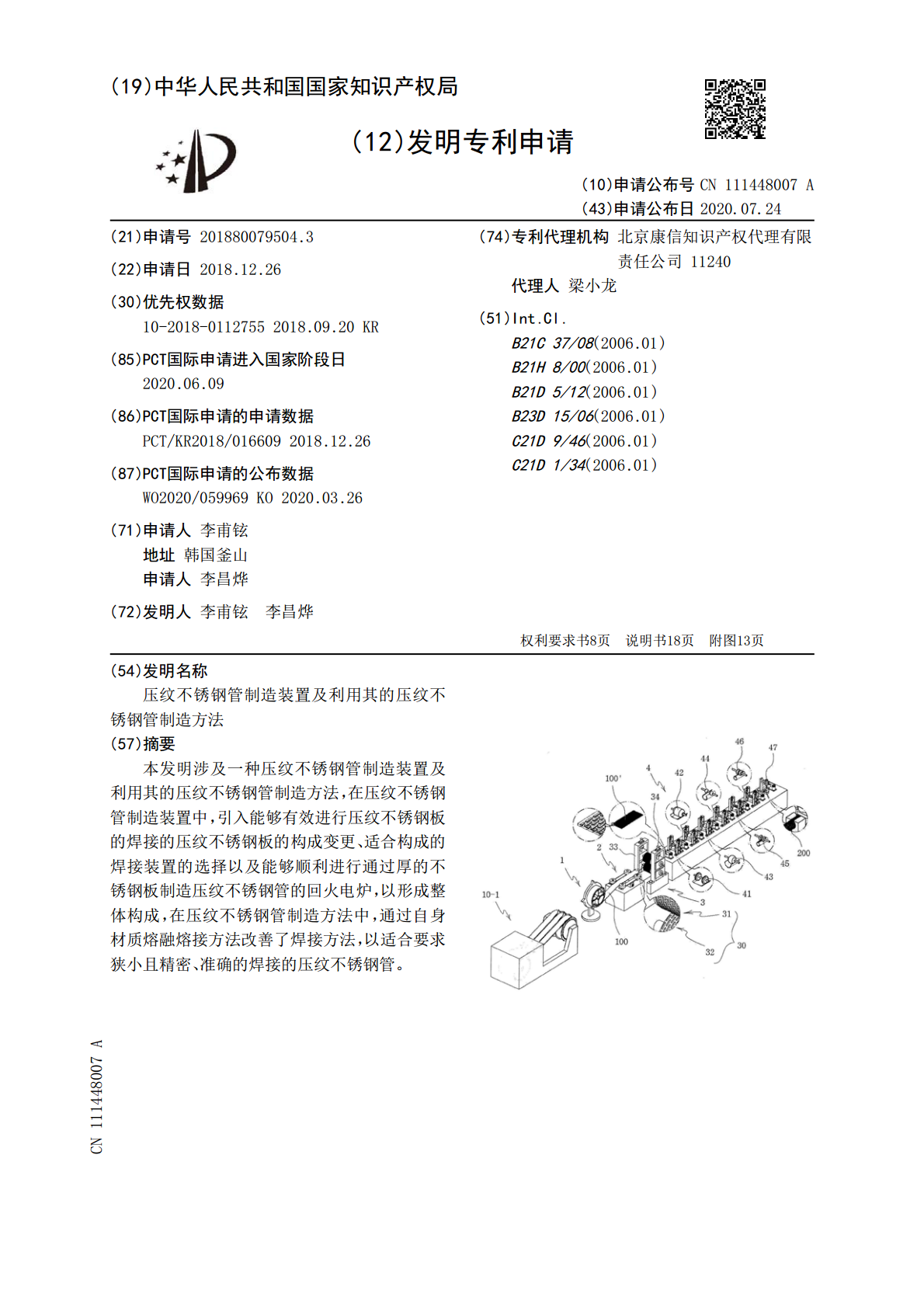
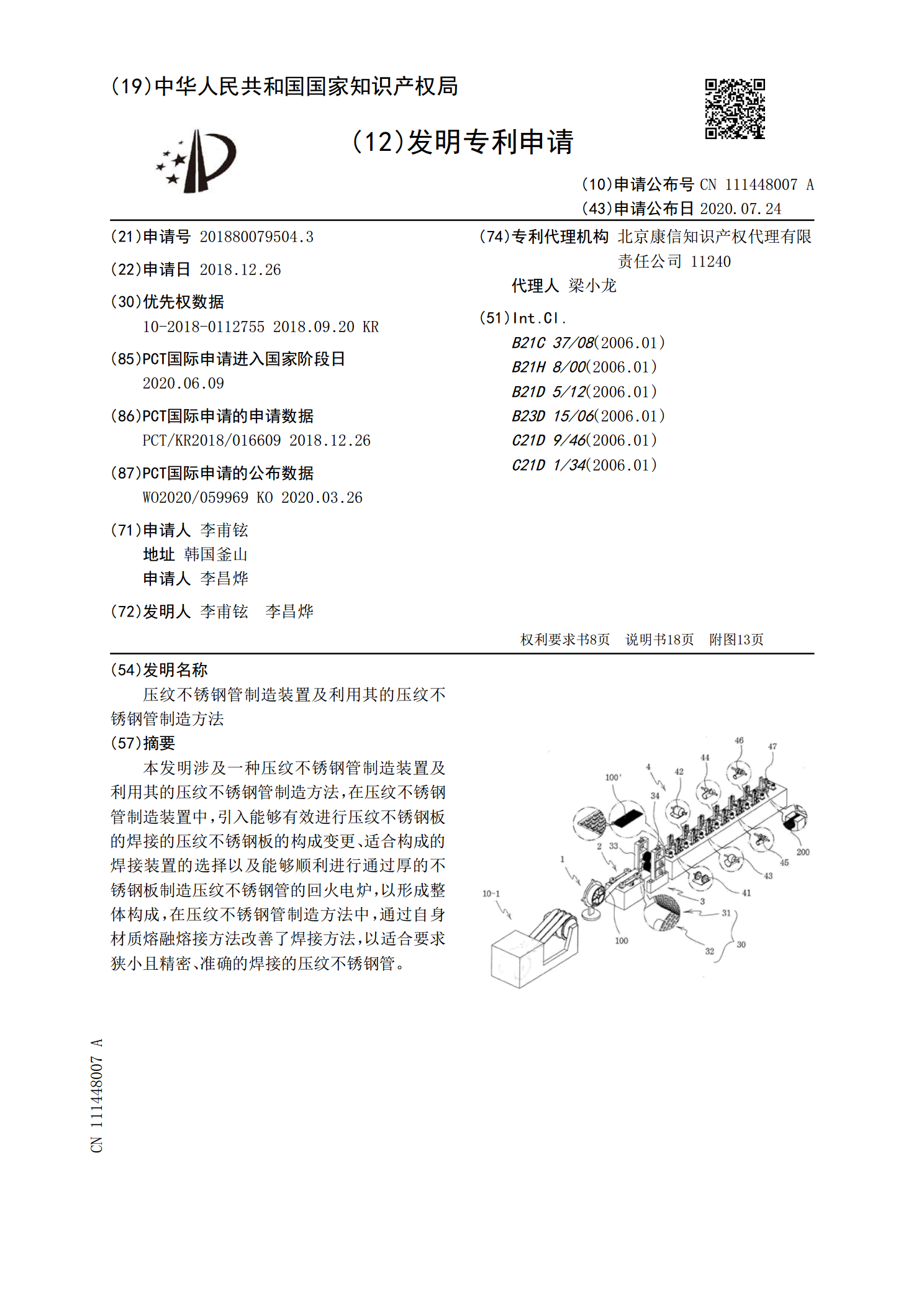
本发明涉及一种压纹不锈钢管制造装置及利用其的压纹不锈钢管制造方法,在压纹不锈钢管制造装置中,引入能够有效进行压纹不锈钢板的焊接的压纹不锈钢板的构成变更、适合构成的焊接装置的选择以及能够顺利进行通过厚的不锈钢板制造压纹不锈钢管的回火电炉,以形成整体构成,在压纹不锈钢管制造方法中,通过自身材质熔融熔接方法改善了焊接方法,以适合要求狭小且精密、准确的焊接的压纹不锈钢管。
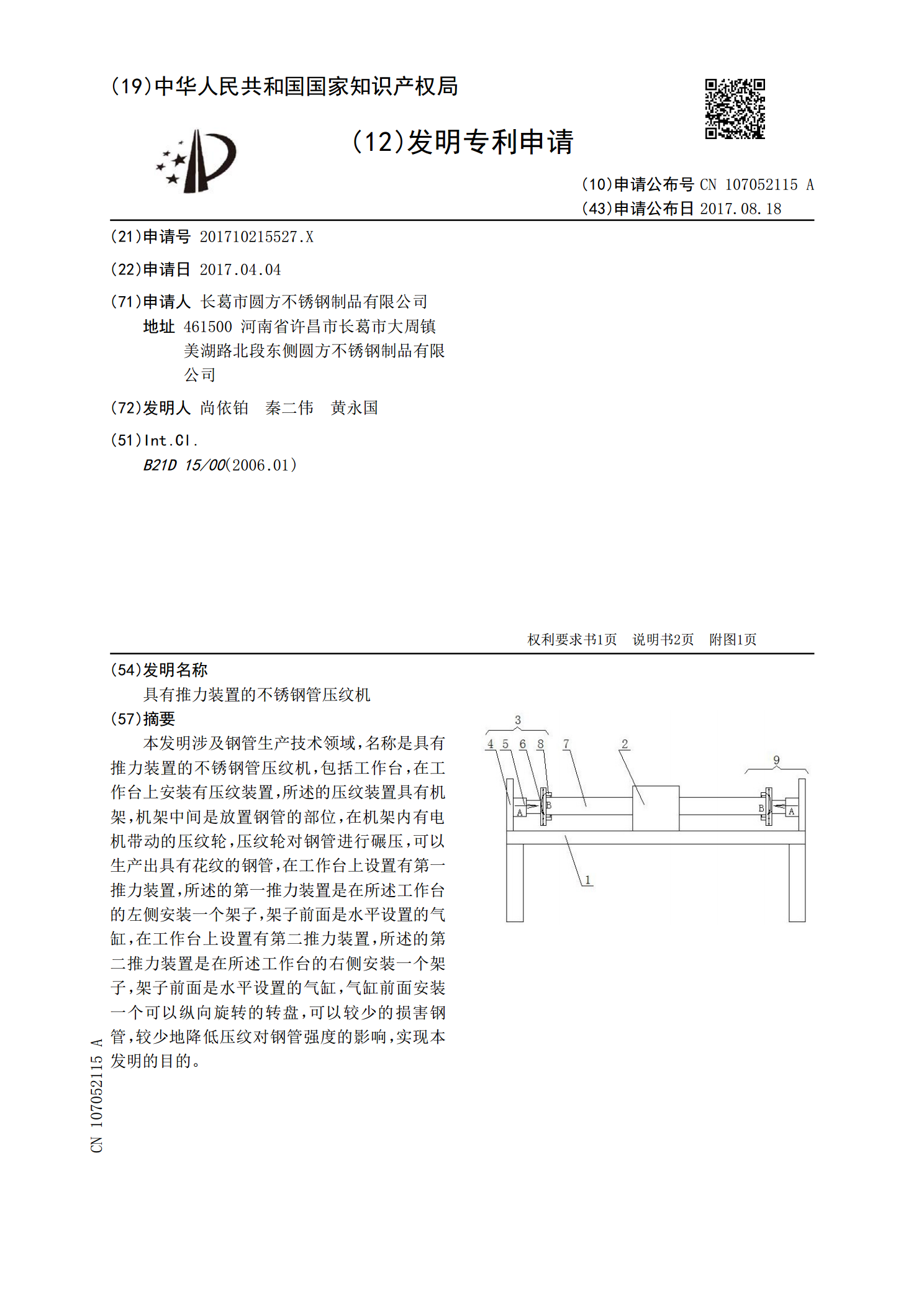
具有推力装置的不锈钢管压纹机.pdf
本发明涉及钢管生产技术领域,名称是具有推力装置的不锈钢管压纹机,包括工作台,在工作台上安装有压纹装置,所述的压纹装置具有机架,机架中间是放置钢管的部位,在机架内有电机带动的压纹轮,压纹轮对钢管进行碾压,可以生产出具有花纹的钢管,在工作台上设置有第一推力装置,所述的第一推力装置是在所述工作台的左侧安装一个架子,架子前面是水平设置的气缸,在工作台上设置有第二推力装置,所述的第二推力装置是在所述工作台的右侧安装一个架子,架子前面是水平设置的气缸,气缸前面安装一个可以纵向旋转的转盘,可以较少的损害钢管,较少地降低
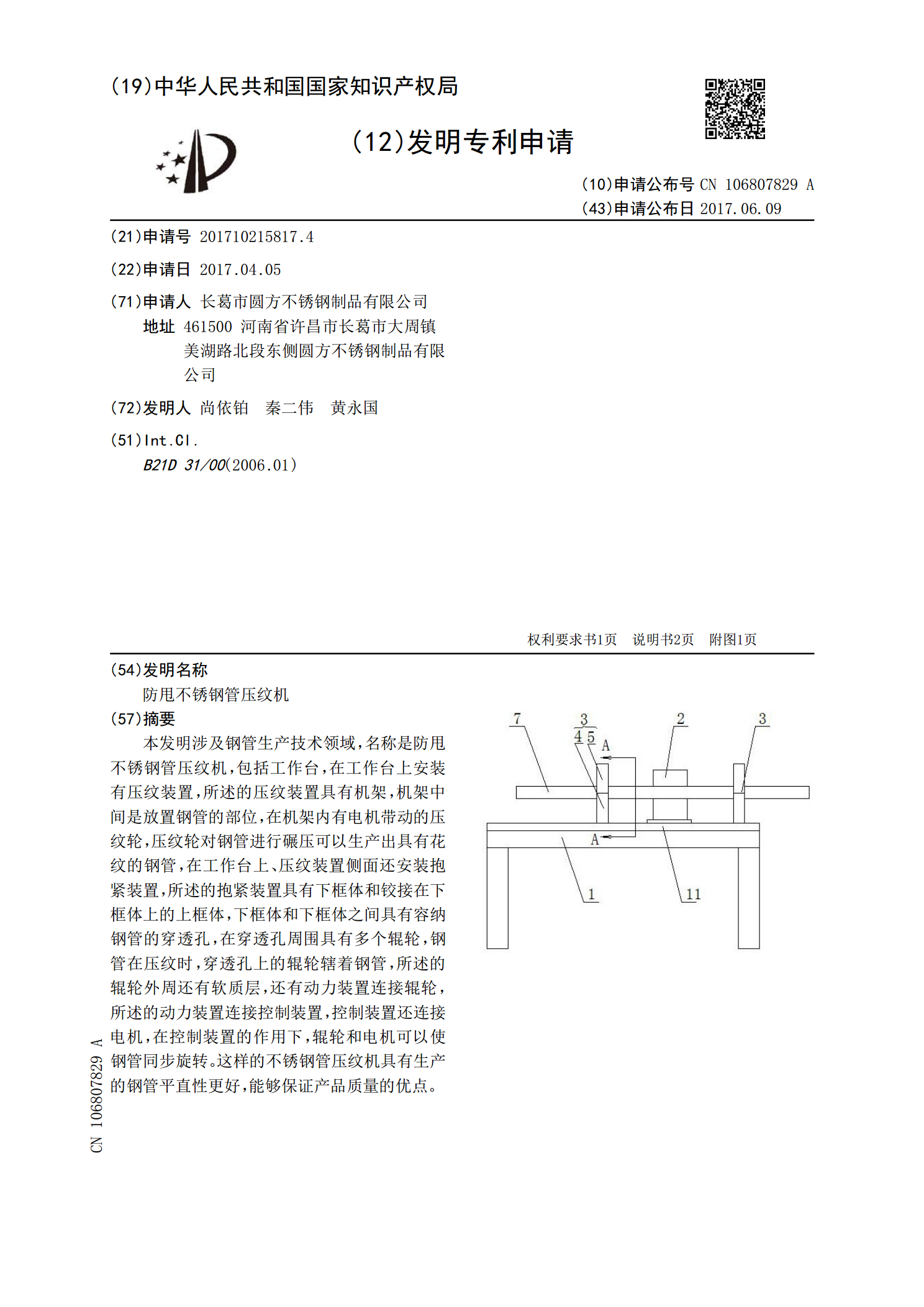
防甩不锈钢管压纹机.pdf
本发明涉及钢管生产技术领域,名称是防甩不锈钢管压纹机,包括工作台,在工作台上安装有压纹装置,所述的压纹装置具有机架,机架中间是放置钢管的部位,在机架内有电机带动的压纹轮,压纹轮对钢管进行碾压可以生产出具有花纹的钢管,在工作台上、压纹装置侧面还安装抱紧装置,所述的抱紧装置具有下框体和铰接在下框体上的上框体,下框体和下框体之间具有容纳钢管的穿透孔,在穿透孔周围具有多个辊轮,钢管在压纹时,穿透孔上的辊轮辖着钢管,所述的辊轮外周还有软质层,还有动力装置连接辊轮,所述的动力装置连接控制装置,控制装置还连接电机,在控

压纹离型纸制造方法及其结构.pdf
本发明涉及一种压纹离型纸制造方法及其结构,由卷出机将整卷片状基材卷出至沾胶轮,配合压轮将片状基材表面均匀沾涂离型剂,再由线棒将多余离型剂刮除,将涂布完离型剂的片状基材送入干燥装置内进行胶体干燥,之后把片状基材送入压纹装置内部进行纹路热压印来形成压纹离型纸,最后由冷却轮将压纹离型纸冷却并送入卷取机来收卷成捆。而压纹离型纸具有一片状基材,并于片状基材表面设置一第一离型剂层,此第一离型剂层具有一压纹纹路。本发明由单次的多重加工让离型纸产生压印花纹,改善传统需要将离型纸于涂上离型剂收卷成捆后还需要额外二次加工来压

纸制品用压纹装置及其制造工艺.pdf
本发明涉及纸制品用压纹装置及其制造工艺,包括工作台、支撑腿、主动辊和压纹辊,所述支撑腿设于工作台的底部四角,所述工作台的上方设有活塞座,所述活塞座上表面设有两个气缸,所述活塞座两端设有固定耳,本发明通过设置可通过液压伸缩杆进行分离的上侧板和下侧板,当需要对压纹辊进行更换时,可通过控制液压伸缩杆下降,实现上侧板和下侧板的分离,从而完成对压纹辊的更换,极大的节省了人力,本发明通过将压纹辊设置为中空圆柱形结构,并在其内部两端设置可与内杆螺纹连接的内螺纹,当需要对压纹辊进行更换时,可将原有的压纹辊与支杆脱离,并将