
钼基高温合金的TLP焊接方法.pdf

书生****aa

1/6

2/6
3/6
4/6
5/6
6/6
在线预览结束,喜欢就下载吧,查找使用更方便
相关资料
钼基高温合金的TLP焊接方法.pdf
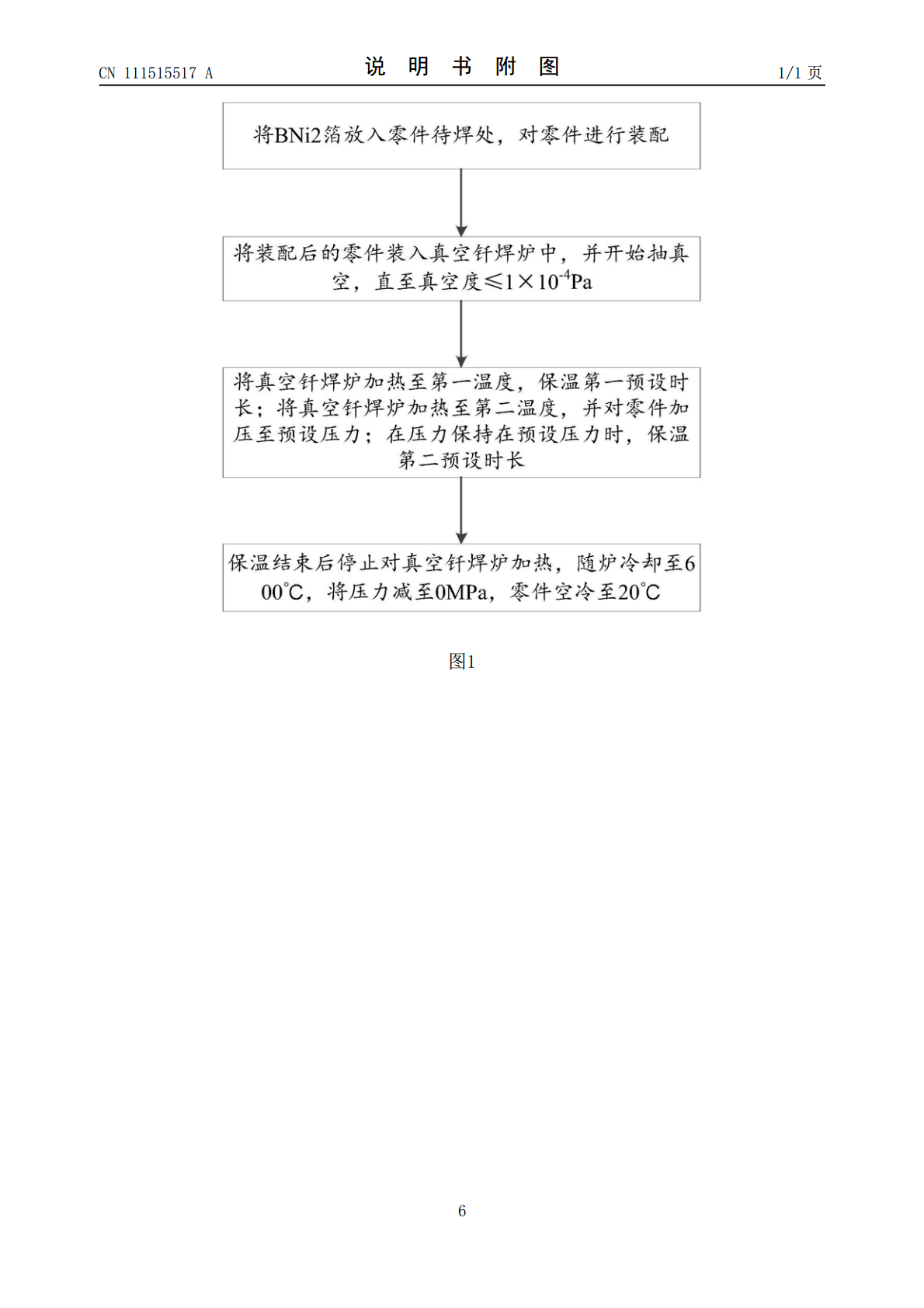
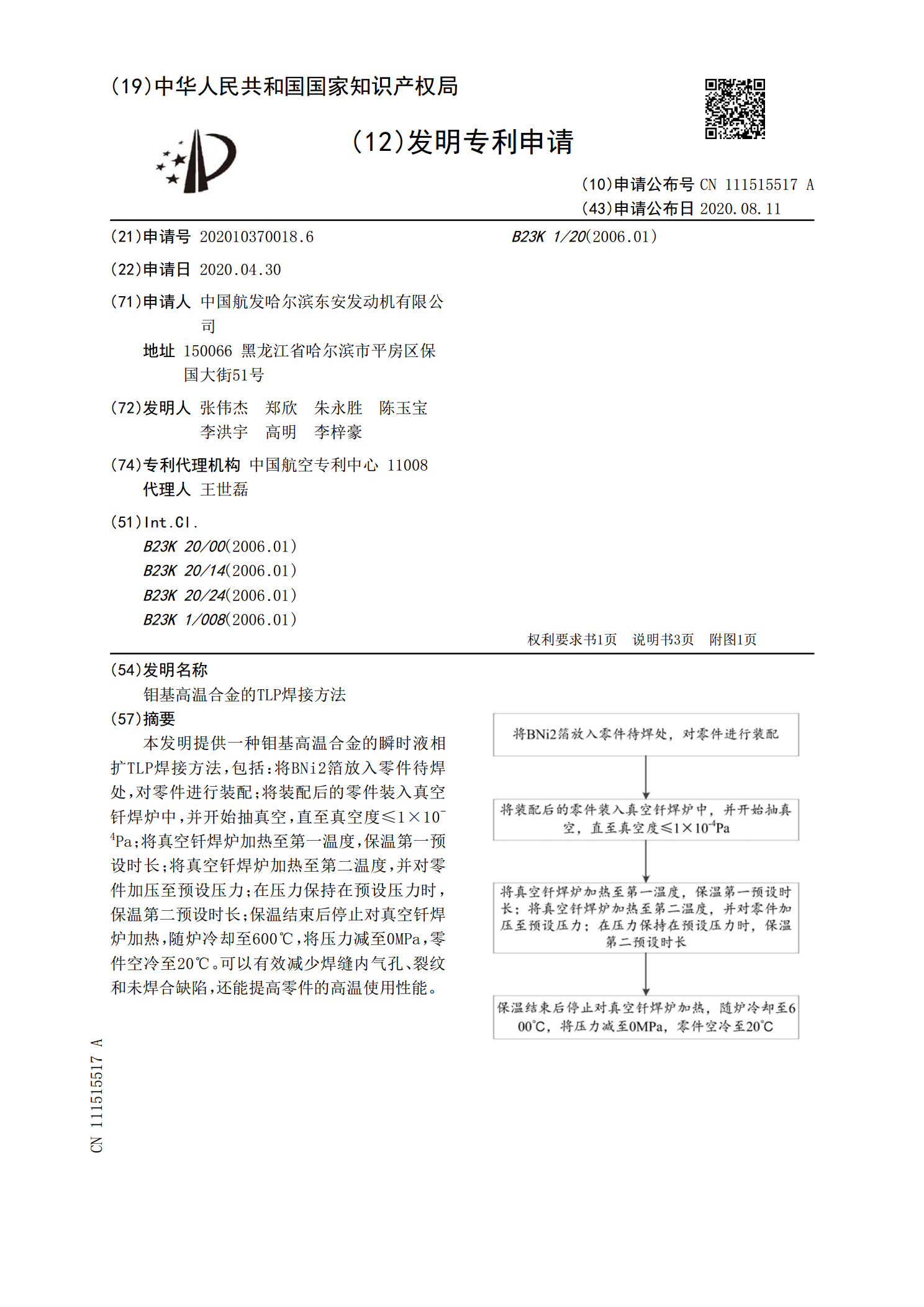
本发明提供一种钼基高温合金的瞬时液相扩TLP焊接方法,包括:将BNi2箔放入零件待焊处,对零件进行装配;将装配后的零件装入真空钎焊炉中,并开始抽真空,直至真空度≤1×10
钼基高温合金的真空扩散焊连接方法.pdf
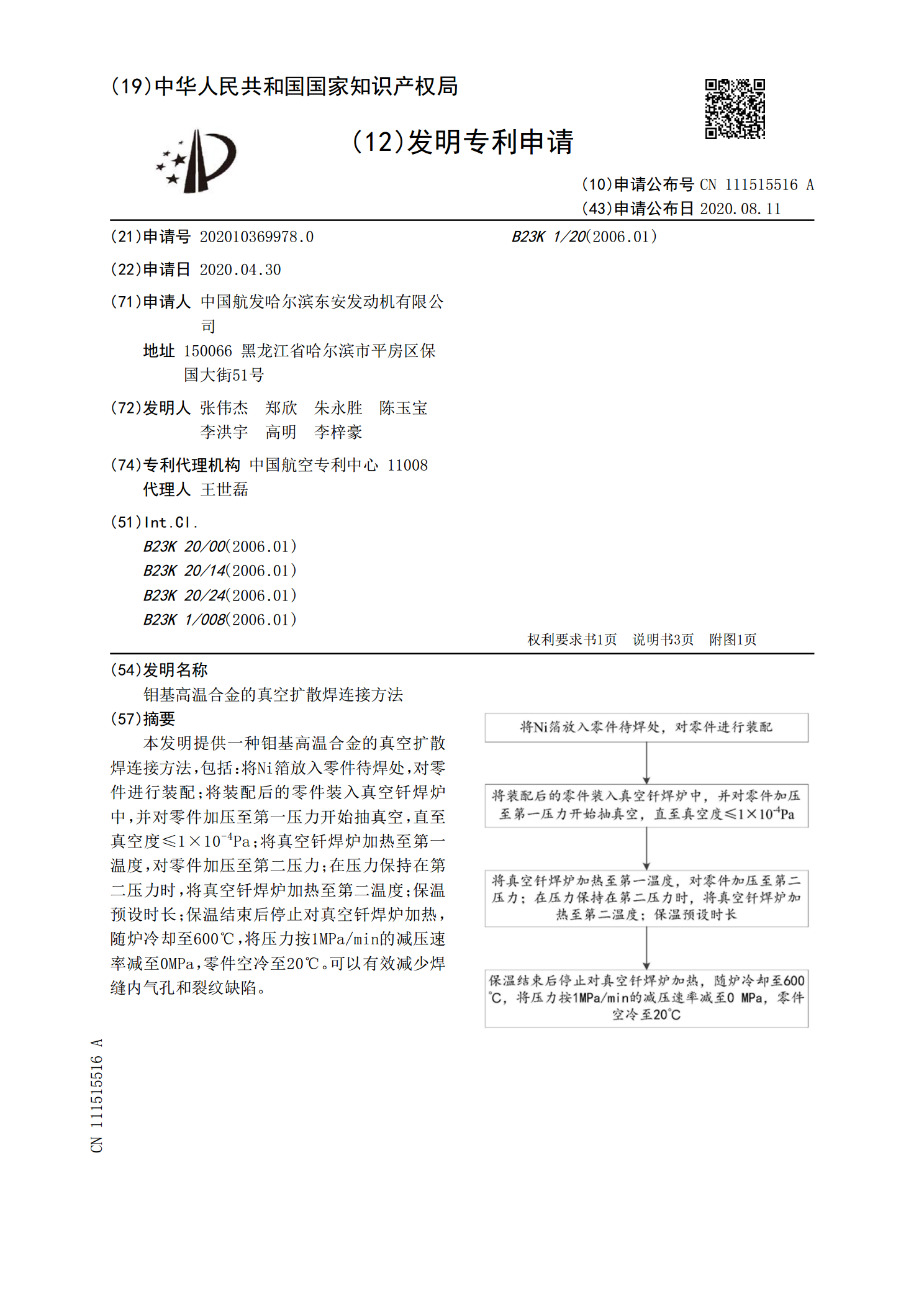
本发明提供一种钼基高温合金的真空扩散焊连接方法,包括:将Ni箔放入零件待焊处,对零件进行装配;将装配后的零件装入真空钎焊炉中,并对零件加压至第一压力开始抽真空,直至真空度≤1×10
耐热高温镍基合金焊丝及焊接方法.pdf
本发明涉及焊接材料和工艺技术领域。一种耐热高温镍基合金焊丝,其化学成分质量百分比为:C0.005-0.05%,Mn0.05-0.8%,Si0.05-0.5%,Cr23-24%,Al0.2-0.4%,Ti0.1-0.2%,且Al/Ti=2,Ni60-64%,S0.001-0.005%,P0.001-0.01%,余者为Fe,以及其他不可避免的杂质元素。一种耐热高温镍基合金焊丝的焊接方法,是基于上述焊丝成分,以气体保护焊为主的弧焊,焊接电流70-150A,电弧电压为10-18V,焊接速度为150-220mm/m

FGH97高温合金TLP焊接接头组织分析.docx
FGH97高温合金TLP焊接接头组织分析论文题目:FGH97高温合金TLP焊接接头组织分析摘要:高温合金TLP焊接技术被广泛应用于航空航天及工业领域。本文利用FGH97高温合金TLP焊接接头为研究对象,对其焊接过程及组织进行分析。结果表明,焊接过程中的温度控制及保护措施对于保障接头组织的稳定性至关重要。此外,焊接接头组织存在着均匀化、粗化等变化,对于材料力学性能的影响需要进一步研究。综上所述,本文的研究结果为高温合金TLP焊接工艺的优化提供了参考。关键词:FGH97高温合金,TLP焊接,组织变化,力学性能
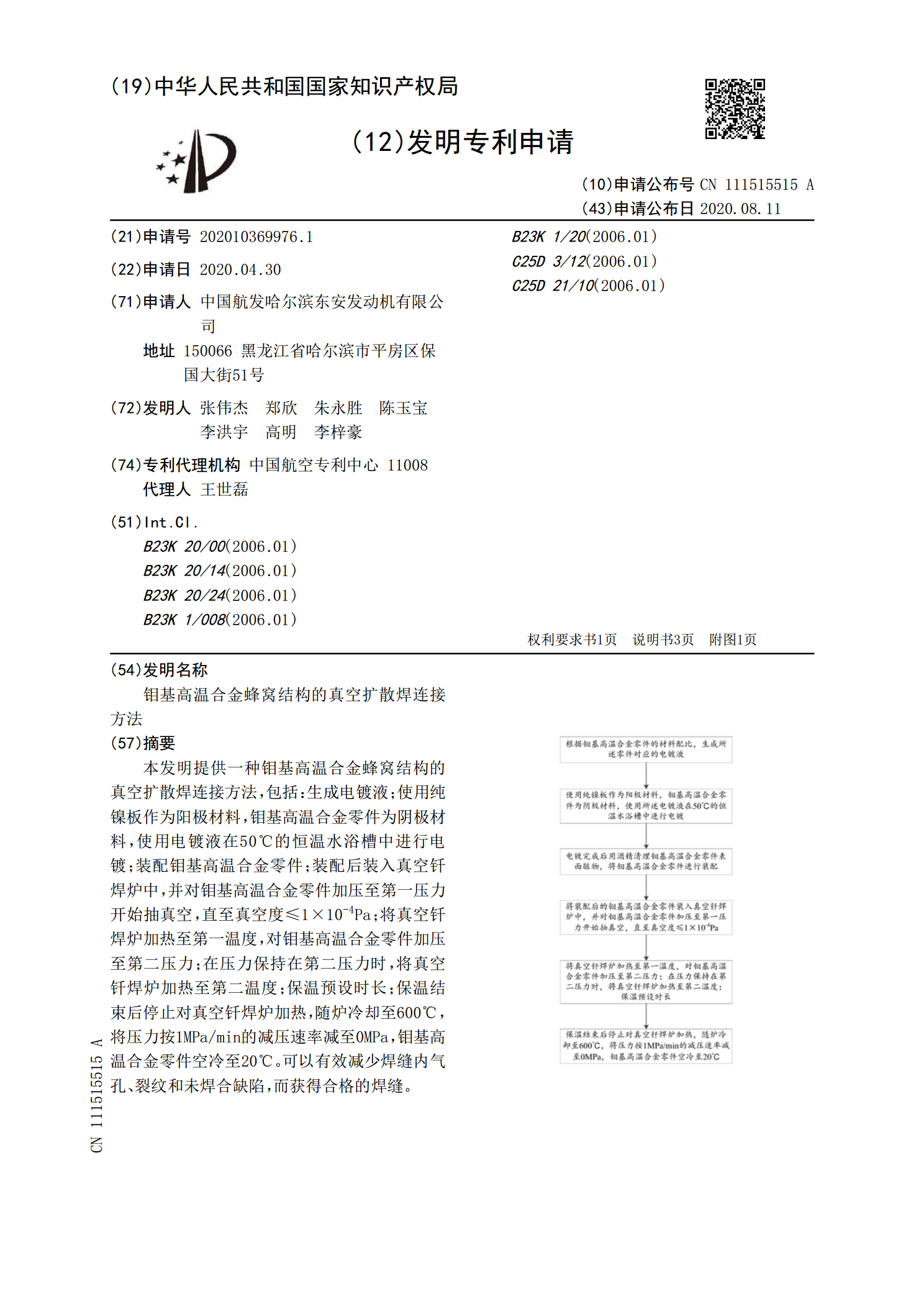
钼基高温合金蜂窝结构的真空扩散焊连接方法.pdf
本发明提供一种钼基高温合金蜂窝结构的真空扩散焊连接方法,包括:生成电镀液;使用纯镍板作为阳极材料,钼基高温合金零件为阴极材料,使用电镀液在50℃的恒温水浴槽中进行电镀;装配钼基高温合金零件;装配后装入真空钎焊炉中,并对钼基高温合金零件加压至第一压力开始抽真空,直至真空度≤1×10