
一种锅炉水冷壁涂层制备双热源协同重熔方法.pdf

一吃****海逸

1/6

2/6
3/6
4/6
5/6

6/6
在线预览结束,喜欢就下载吧,查找使用更方便
相关资料
一种锅炉水冷壁涂层制备双热源协同重熔方法.pdf
本发明涉及管排重熔技术领域,且公开了一种锅炉水冷壁涂层制备双热源协同重熔方法,包括以下步骤:第一步:预整理,对场地进行清理和打扫,使得周围场地整洁,无异物。第二步:管排受热面喷砂处理,采用压缩空气为动力,以形成高速喷射束将喷料(铜矿砂、石英砂、金刚砂、铁砂、海砂)高速喷射到管排工件表面,磨料对管排工件表面产生冲击和切削作用,使管排工件的表面获得一定的粗糙度,增加管排和涂层之间的附着力,延长涂层的耐久性。第三步:检测材料设备,对管排进行表面检测,对多工位激光器或小型电弧或火焰喷枪进行预点火并检查,以检测其性

一种锅炉水冷壁节能改性涂层及其制备方法.pdf
本发明涉及一种锅炉水冷壁节能改性涂层及其制备方法,包括以下步骤:1)将纤维素放入去离子水中进行水解,然后依次加入分散剂、膨润土、硅溶胶、苯丙乳液,然后再加入AMP-95,调整PH值,并进行第一次搅拌至均匀,得到混合物A;2)向步骤1)中得到的混合物A中加入XZ-T002高温粘结剂、粘土、氮化硼、氧化铬、氧化铜、碳化硅、棕刚玉、三氧化二铝、氧化锆及堇青石,进行分散,然后再加入Texanol酯醇,进行第二次搅拌至均匀,即得所述锅炉水冷壁节能改性涂层。
一种锅炉水冷壁管防护用复合涂层及其制备方法.pdf
本发明公开了一种锅炉水冷壁管防护用复合涂层及其制备方法,涉及表面防护技术领域,包括铁基非晶合金涂层和纳米陶瓷涂层,其制备方法为采用现有粉芯丝轧制技术轧制铁基非晶粉芯丝,在其内部填充铁基非晶粉芯后作为母材,对壁管表面经过喷砂除锈后露出的新鲜金属基材表面进行超音速电弧喷涂,形成热喷涂铁基非晶涂层表面;再以含有SiO
锅炉水冷壁管排高效低稀释率涂层的制备方法.pdf
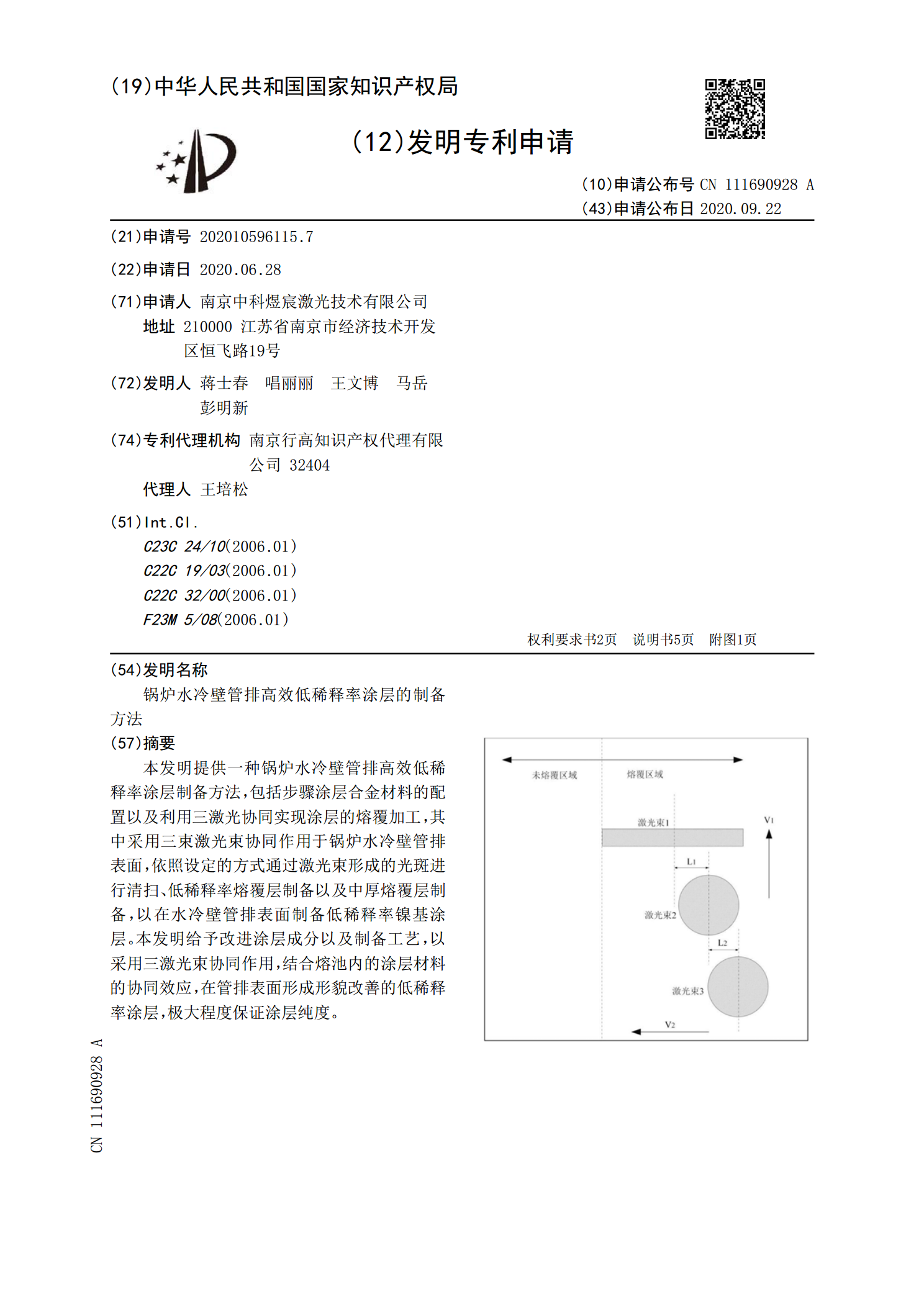
本发明提供一种锅炉水冷壁管排高效低稀释率涂层制备方法,包括步骤涂层合金材料的配置以及利用三激光协同实现涂层的熔覆加工,其中采用三束激光束协同作用于锅炉水冷壁管排表面,依照设定的方式通过激光束形成的光斑进行清扫、低稀释率熔覆层制备以及中厚熔覆层制备,以在水冷壁管排表面制备低稀释率镍基涂层。本发明给予改进涂层成分以及制备工艺,以采用三激光束协同作用,结合熔池内的涂层材料的协同效应,在管排表面形成形貌改善的低稀释率涂层,极大程度保证涂层纯度。

一种锅炉膜式水冷壁受热面防腐涂层气氛炉内重熔方法.pdf
本发明属于膜式水冷壁涂层重熔技术领域,公开了一种锅炉膜式水冷壁受热面防腐涂层气氛炉内重熔方法,利用自动喷砂机对管排表面进行喷砂粗化处理,采用火焰喷涂镍基自熔合金粉末制备涂层;针对涂层材料和厚度制定重熔制度,设计加热、保温、冷却曲线;用高温合金钢做成带滚轮的排架车,将管排逐片用桁吊吊放在排架车上,最后将排架车沿轨道推入炉内,关好炉门;启动气氛炉,通惰性保护气并加热;控制重熔温度;管排重熔完成后,将排架车拉出炉子;测试管排表面涂层的重熔效果。本发明炉内温度均匀且精确可调,完全消除了高频感应重熔的主要弊端,可显