
一种涂覆铝硅合金镀层的热冲压构件的制备方法及其产品.pdf

绮兰****文章

1/10

2/10
3/10
4/10

5/10
6/10
7/10

8/10

9/10
10/10
亲,该文档总共20页,到这已经超出免费预览范围,如果喜欢就直接下载吧~
相关资料
一种涂覆铝硅合金镀层的热冲压构件的制备方法及其产品.pdf
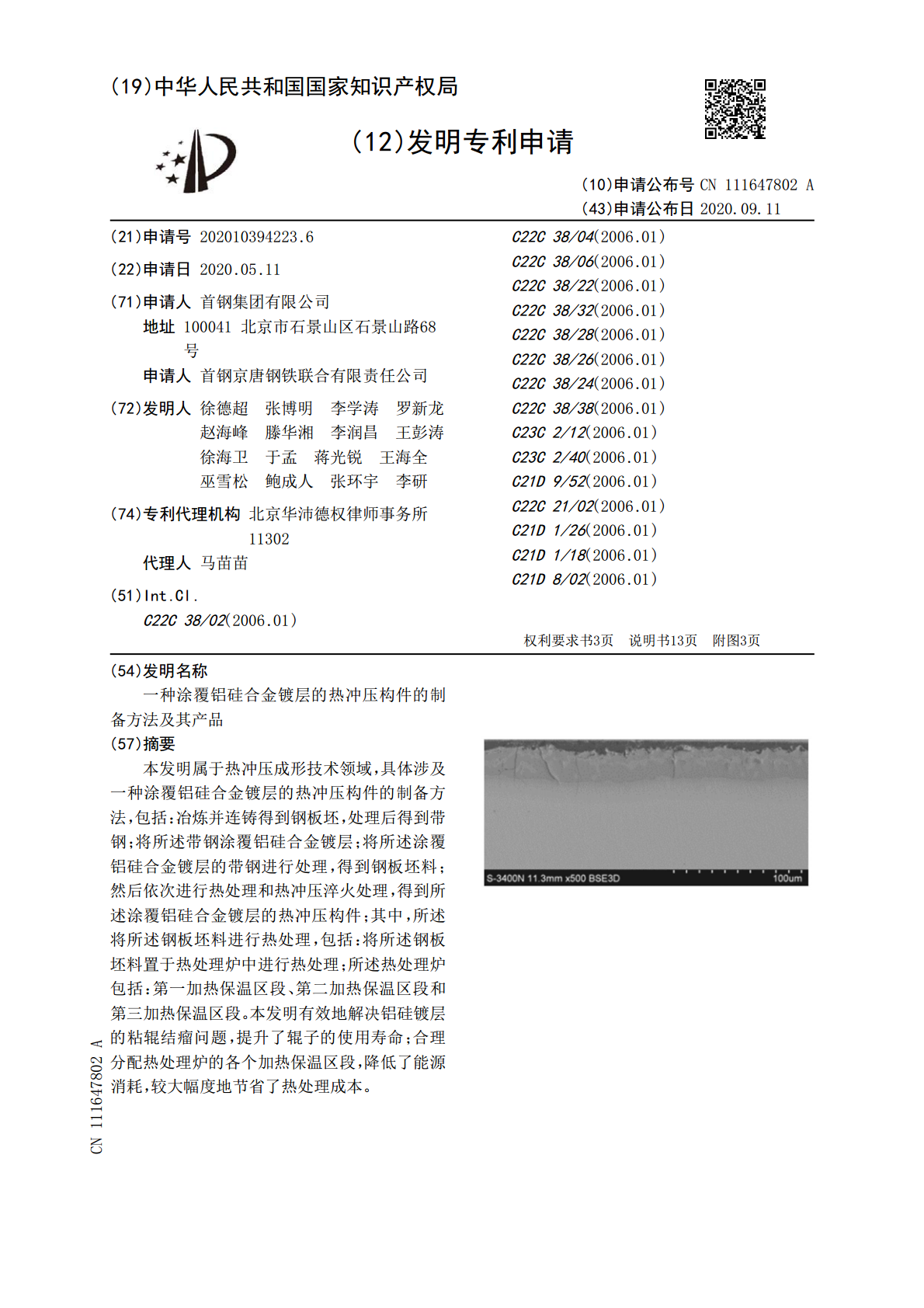
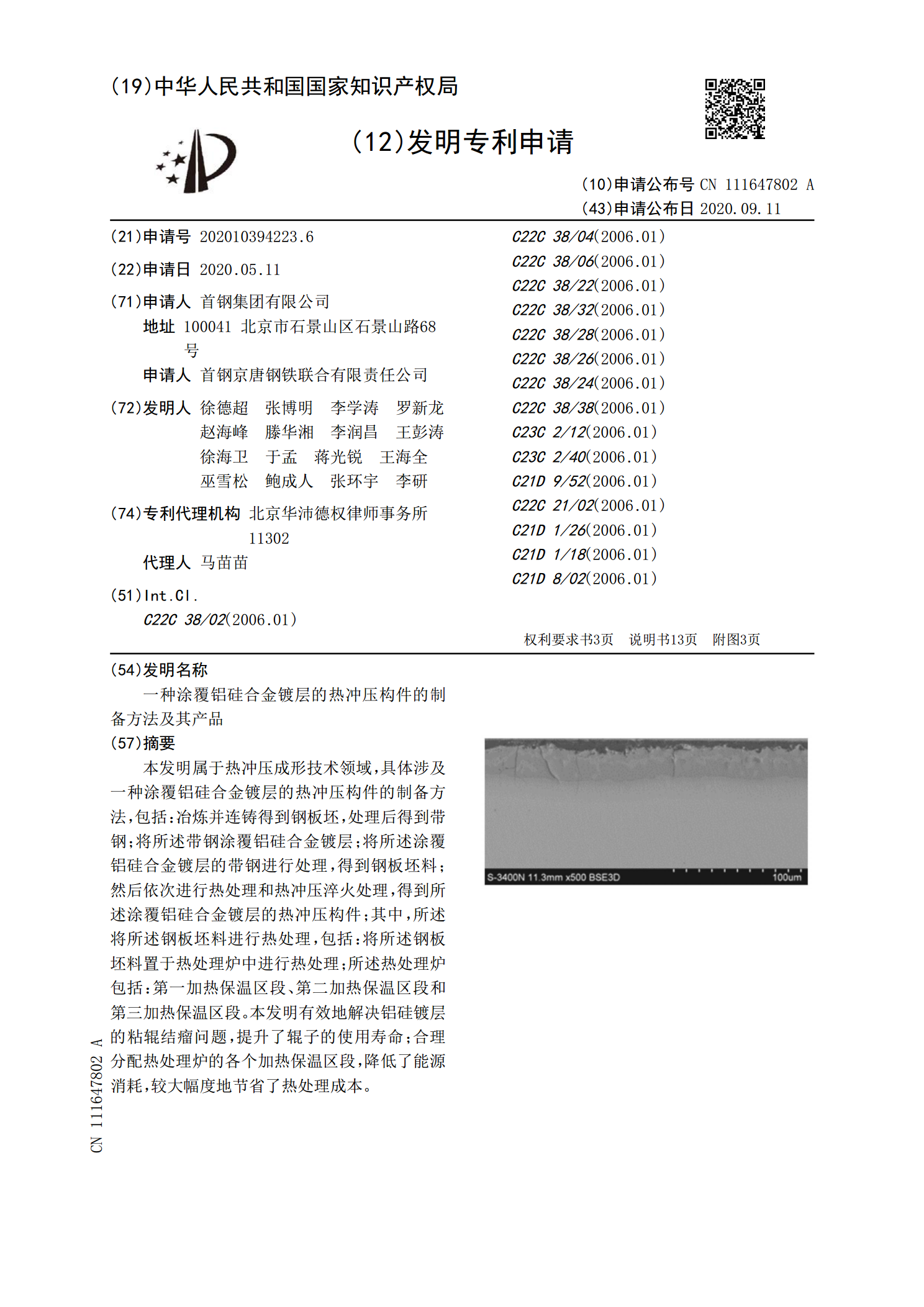
本发明属于热冲压成形技术领域,具体涉及一种涂覆铝硅合金镀层的热冲压构件的制备方法,包括:冶炼并连铸得到钢板坯,处理后得到带钢;将所述带钢涂覆铝硅合金镀层;将所述涂覆铝硅合金镀层的带钢进行处理,得到钢板坯料;然后依次进行热处理和热冲压淬火处理,得到所述涂覆铝硅合金镀层的热冲压构件;其中,所述将所述钢板坯料进行热处理,包括:将所述钢板坯料置于热处理炉中进行热处理;所述热处理炉包括:第一加热保温区段、第二加热保温区段和第三加热保温区段。本发明有效地解决铝硅镀层的粘辊结瘤问题,提升了辊子的使用寿命;合理分配热处理
带铝硅合金镀层的热冲压部件的制造方法及热冲压部件.pdf
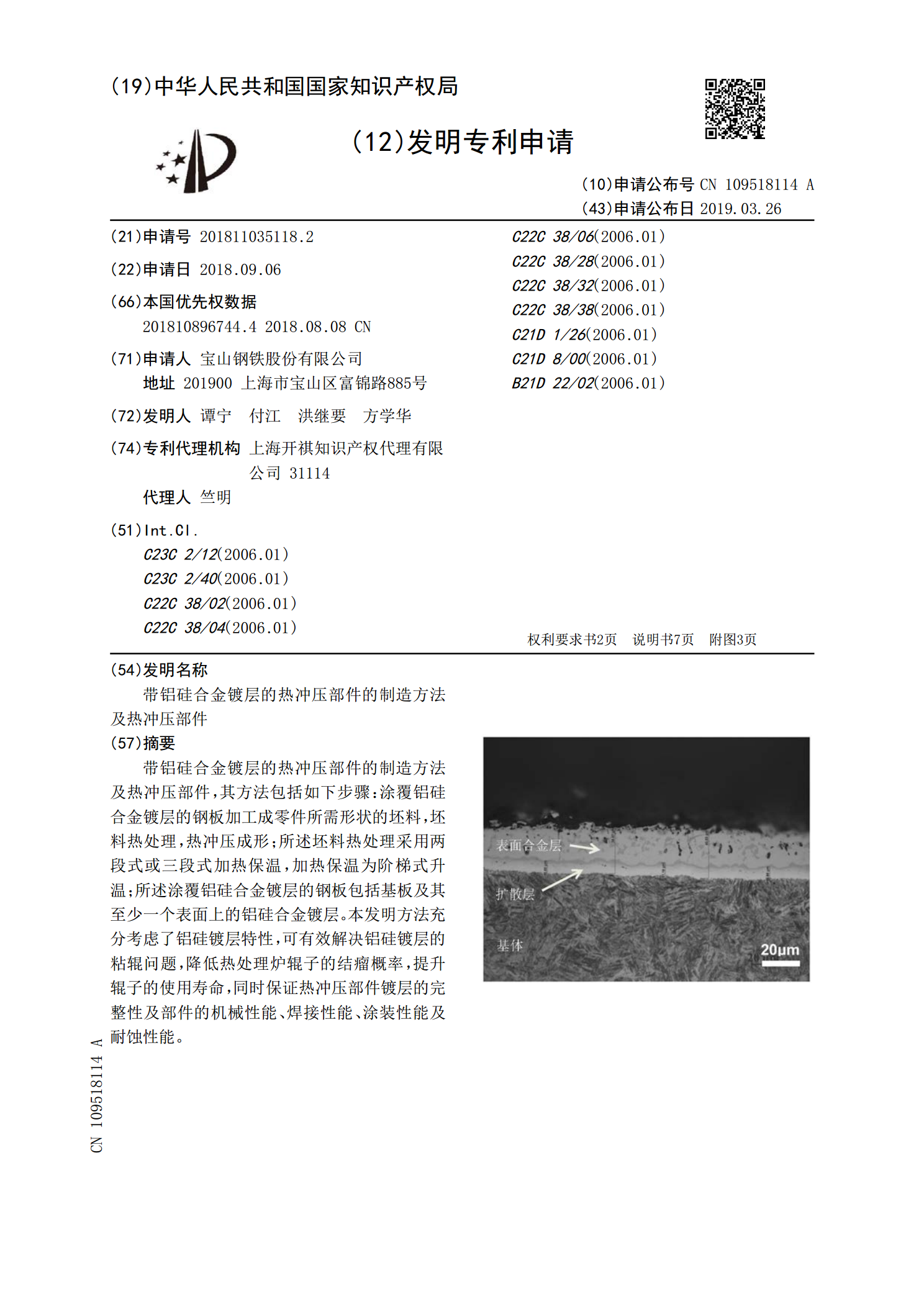
带铝硅合金镀层的热冲压部件的制造方法及热冲压部件,其方法包括如下步骤:涂覆铝硅合金镀层的钢板加工成零件所需形状的坯料,坯料热处理,热冲压成形;所述坯料热处理采用两段式或三段式加热保温,加热保温为阶梯式升温;所述涂覆铝硅合金镀层的钢板包括基板及其至少一个表面上的铝硅合金镀层。本发明方法充分考虑了铝硅镀层特性,可有效解决铝硅镀层的粘辊问题,降低热处理炉辊子的结瘤概率,提升辊子的使用寿命,同时保证热冲压部件镀层的完整性及部件的机械性能、焊接性能、涂装性能及耐蚀性能。
一种带铝或者铝合金镀层的钢制热冲压产品及其制造方法.pdf
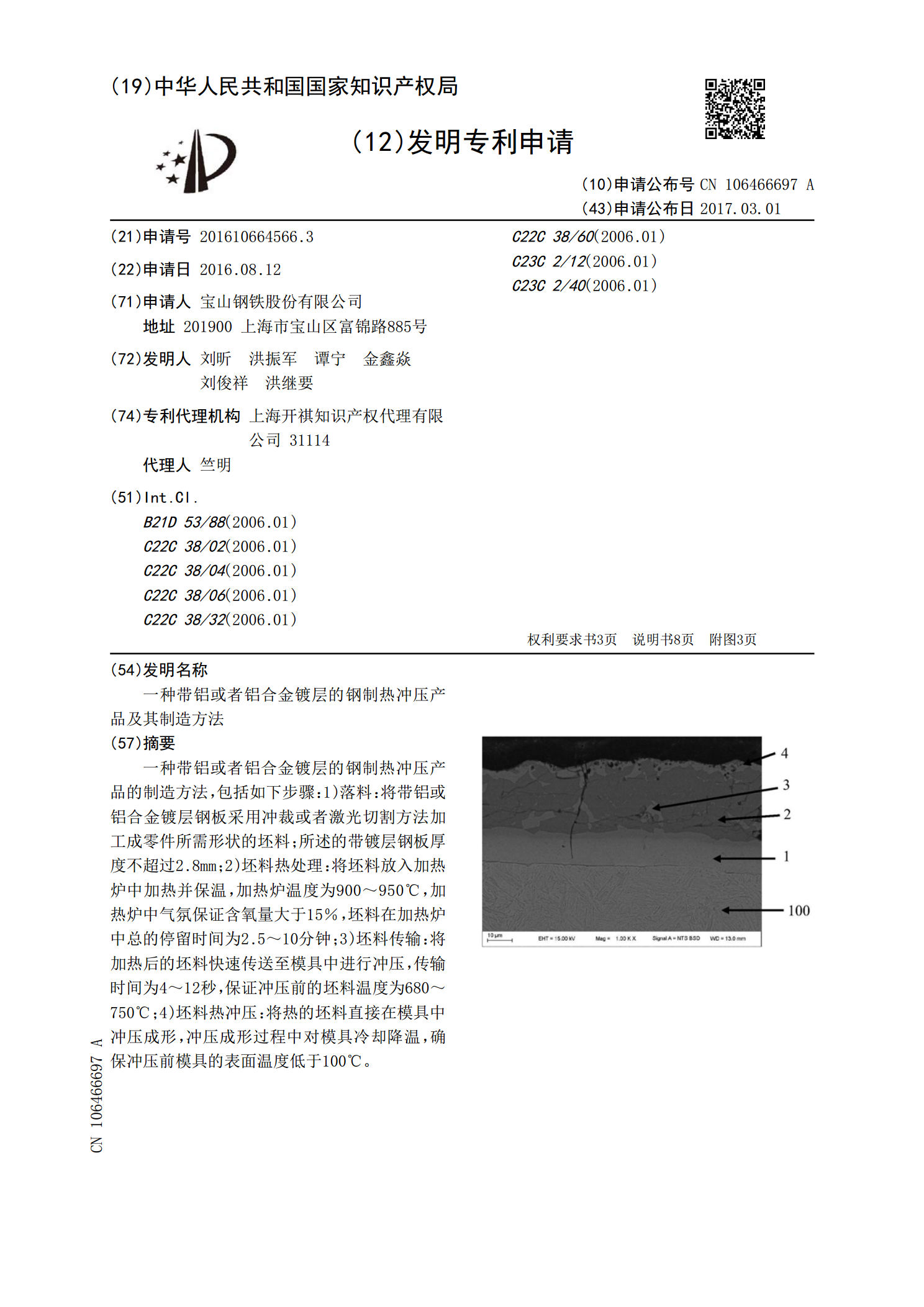
一种带铝或者铝合金镀层的钢制热冲压产品的制造方法,包括如下步骤:1)落料:将带铝或铝合金镀层钢板采用冲裁或者激光切割方法加工成零件所需形状的坯料;所述的带镀层钢板厚度不超过2.8mm;2)坯料热处理:将坯料放入加热炉中加热并保温,加热炉温度为900~950℃,加热炉中气氛保证含氧量大于15%,坯料在加热炉中总的停留时间为2.5~10分钟;3)坯料传输:将加热后的坯料快速传送至模具中进行冲压,传输时间为4~12秒,保证冲压前的坯料温度为680~750℃;4)坯料热冲压:将热的坯料直接在模具中冲压成形,冲压成
一种铝硅合金焊丝及其制备方法.pdf
本发明公开了一种铝硅合金焊丝及其制备方法。按重量百分比计,该焊丝的组成为:硅4.5~6.0,钛0.05~0.20,铍0.0001~0.0003,锶0.01~0.06,铝余量。其制备方法为:铝以纯金属加入,其它元素以铝基中间合金加入;将铝锭及AeSi30加入燃气反射炉中,熔化后加打渣剂搅拌、去渣,然后加入AlTi10和AlSr10,35~35分钟后,在氩气保护状态下加精炼剂进行精炼,精炼后水平连铸成铝合金盘条;铝合金盘条经多次拉拔,加工成不同规格的连续盘状焊丝。与现有技术相比,本发明制备方法简单,操作易控,

一种热浸镀锌铝钙合金镀层及其热浸镀方法.pdf
本发明属于金属防腐领域,具体涉及一种热浸镀锌铝钙合金镀层及其热浸镀方法。所述锌铝钙合金镀层含有以下质量百分数的成分:铝12%‑15%,钙1.0‑1.3%,余量为锌和不可避免的杂质。热浸镀方法为将称量好的锌、锌‑铝中间合金加入熔炼炉中,升温至505‑510℃,等完成熔化后加入铝‑钙中间合金,升温至615‑620℃,等完全熔化后降低温度至热浸镀温度510℃‑520℃。本发明加入的钙分别于Zn和Al结合,析出细小的Al‑Ca或Zn‑Ca第二相颗粒,合金凝固时,以这些细小的颗粒为结晶晶核,使合金的晶粒细化,提高耐