
一种表面耐腐蚀钝化阀门及其加工工艺.pdf

是你****盟主

1/9
2/9
3/9
4/9
5/9
6/9
7/9
8/9
9/9
在线预览结束,喜欢就下载吧,查找使用更方便
相关资料
一种表面耐腐蚀钝化阀门及其加工工艺.pdf
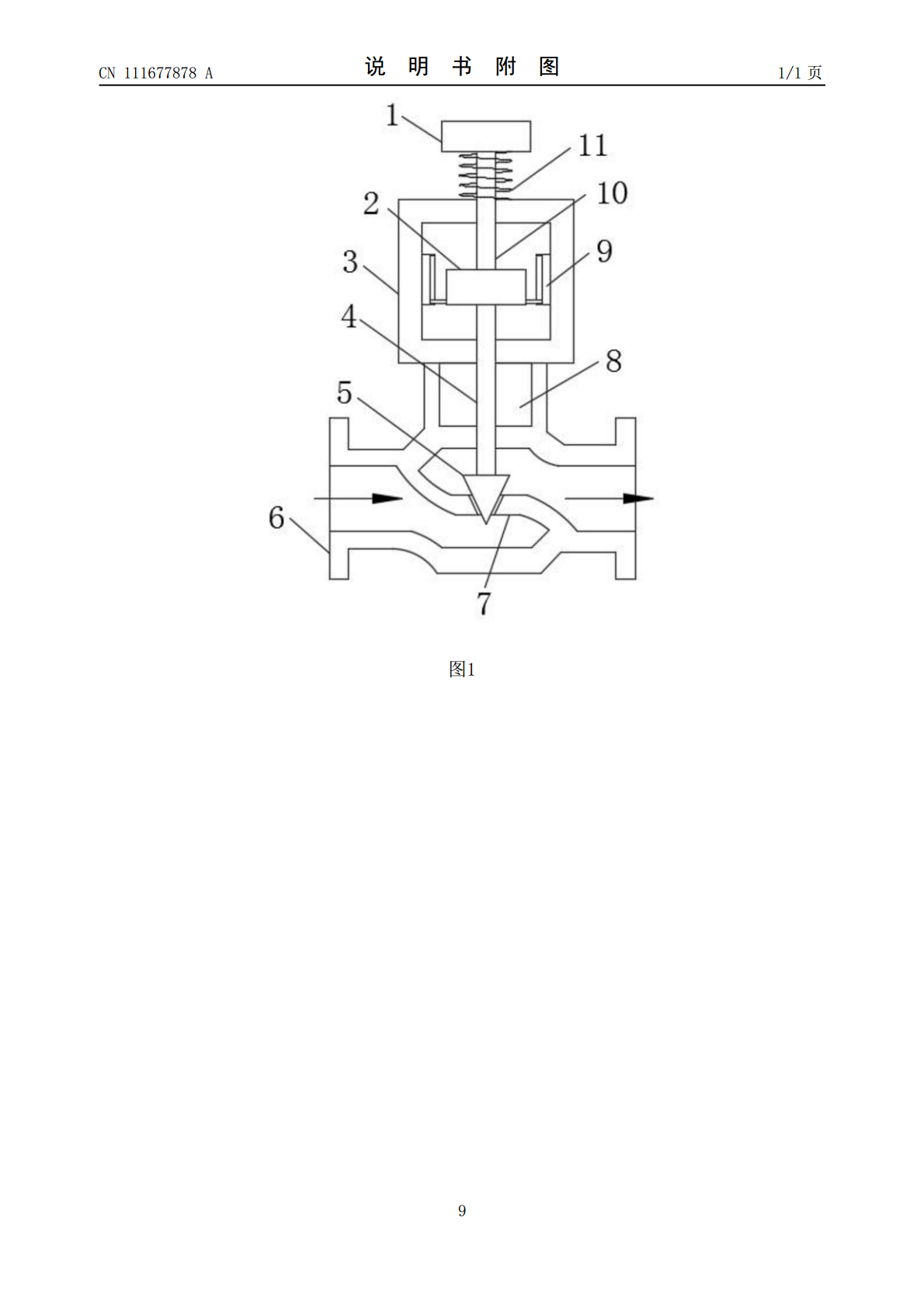
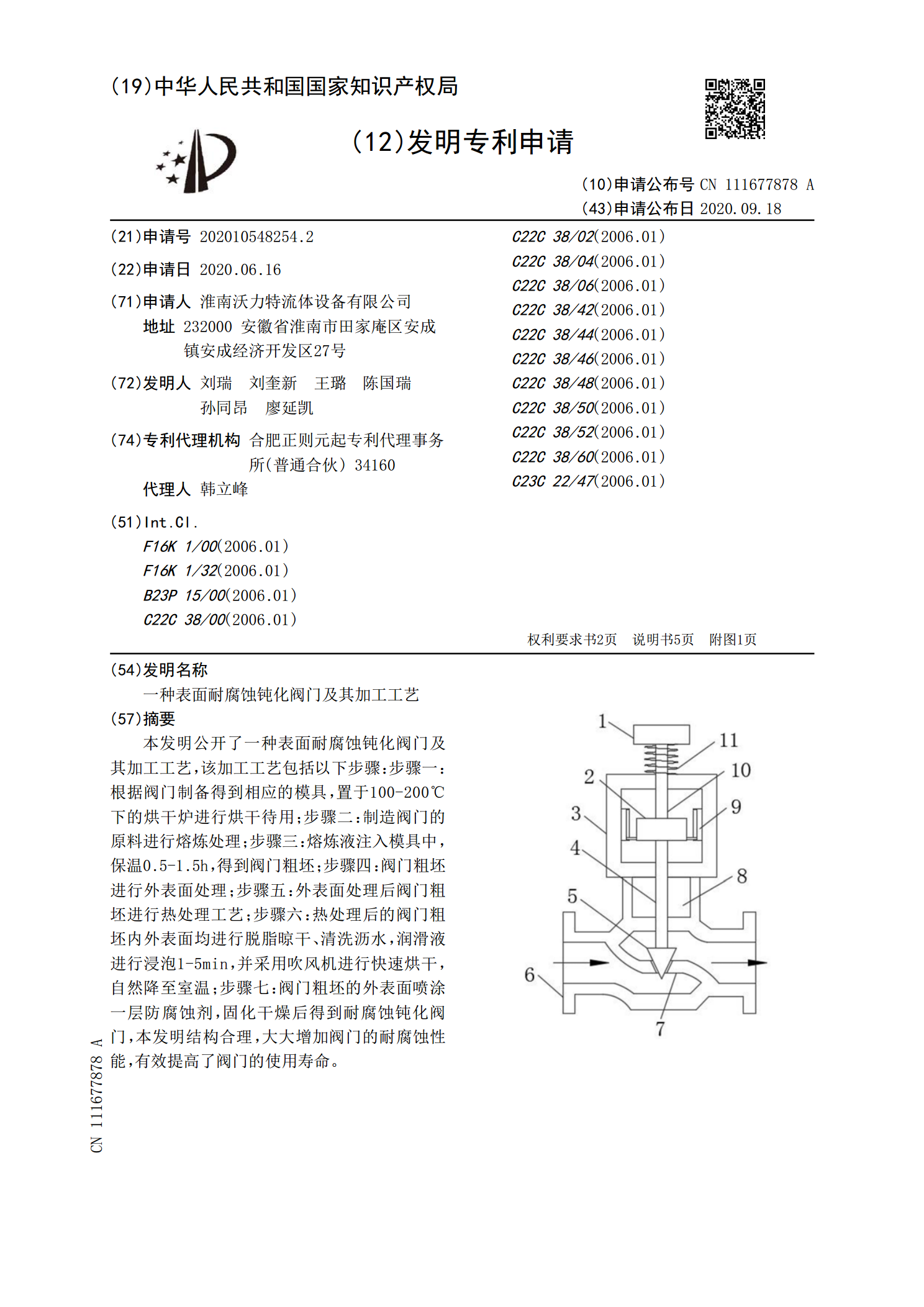
本发明公开了一种表面耐腐蚀钝化阀门及其加工工艺,该加工工艺包括以下步骤:步骤一:根据阀门制备得到相应的模具,置于100‑200℃下的烘干炉进行烘干待用;步骤二:制造阀门的原料进行熔炼处理;步骤三:熔炼液注入模具中,保温0.5‑1.5h,得到阀门粗坯;步骤四:阀门粗坯进行外表面处理;步骤五:外表面处理后阀门粗坯进行热处理工艺;步骤六:热处理后的阀门粗坯内外表面均进行脱脂晾干、清洗沥水,润滑液进行浸泡1‑5min,并采用吹风机进行快速烘干,自然降至室温;步骤七:阀门粗坯的外表面喷涂一层防腐蚀剂,固化干燥后得到
一种耐腐蚀防火电缆及其加工工艺.pdf
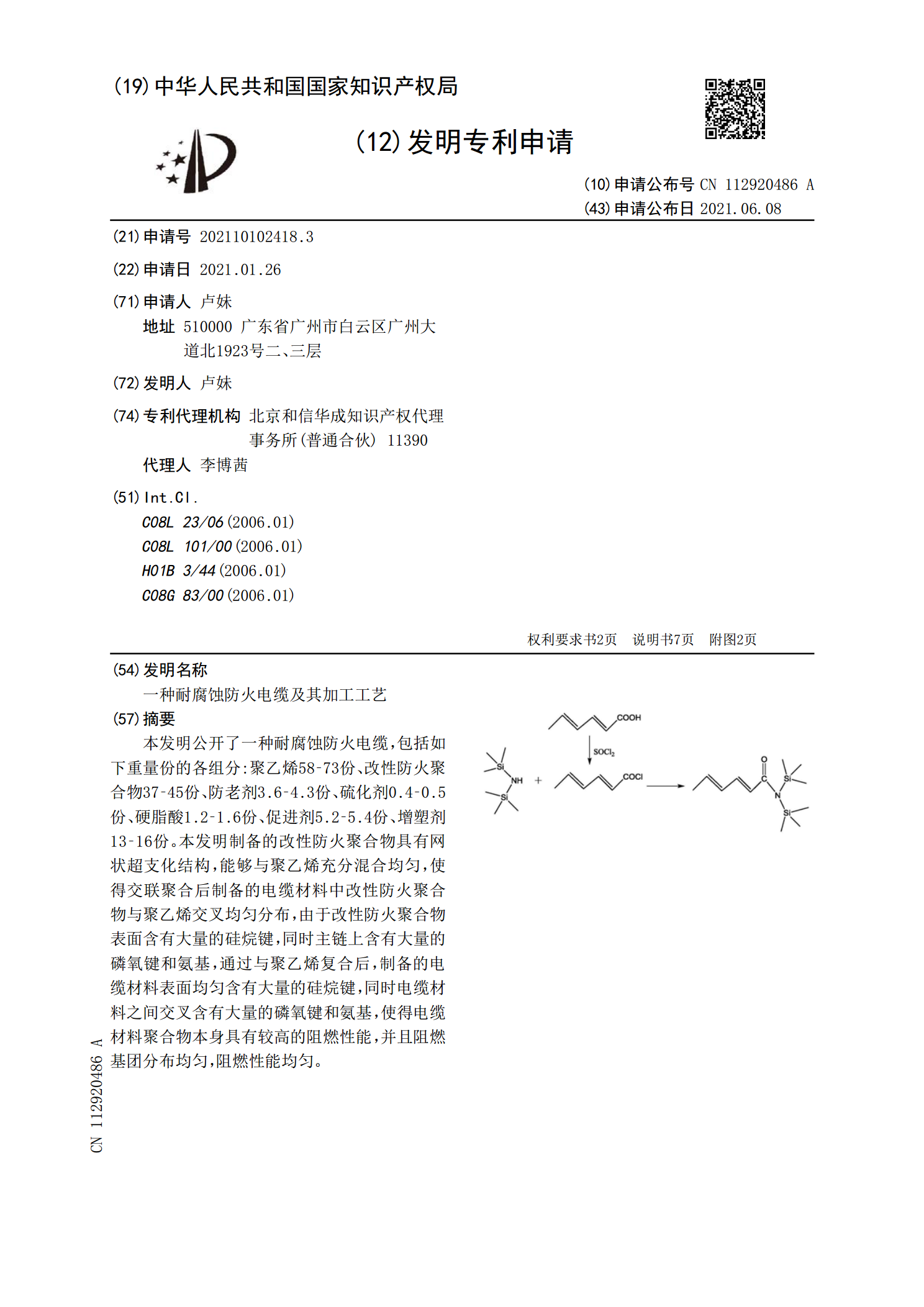
本发明公开了一种耐腐蚀防火电缆,包括如下重量份的各组分:聚乙烯58‑73份、改性防火聚合物37‑45份、防老剂3.6‑4.3份、硫化剂0.4‑0.5份、硬脂酸1.2‑1.6份、促进剂5.2‑5.4份、增塑剂13‑16份。本发明制备的改性防火聚合物具有网状超支化结构,能够与聚乙烯充分混合均匀,使得交联聚合后制备的电缆材料中改性防火聚合物与聚乙烯交叉均匀分布,由于改性防火聚合物表面含有大量的硅烷键,同时主链上含有大量的磷氧键和氨基,通过与聚乙烯复合后,制备的电缆材料表面均匀含有大量的硅烷键,同时电缆材料之间交
一种耐腐蚀防火电缆及其加工工艺.pdf
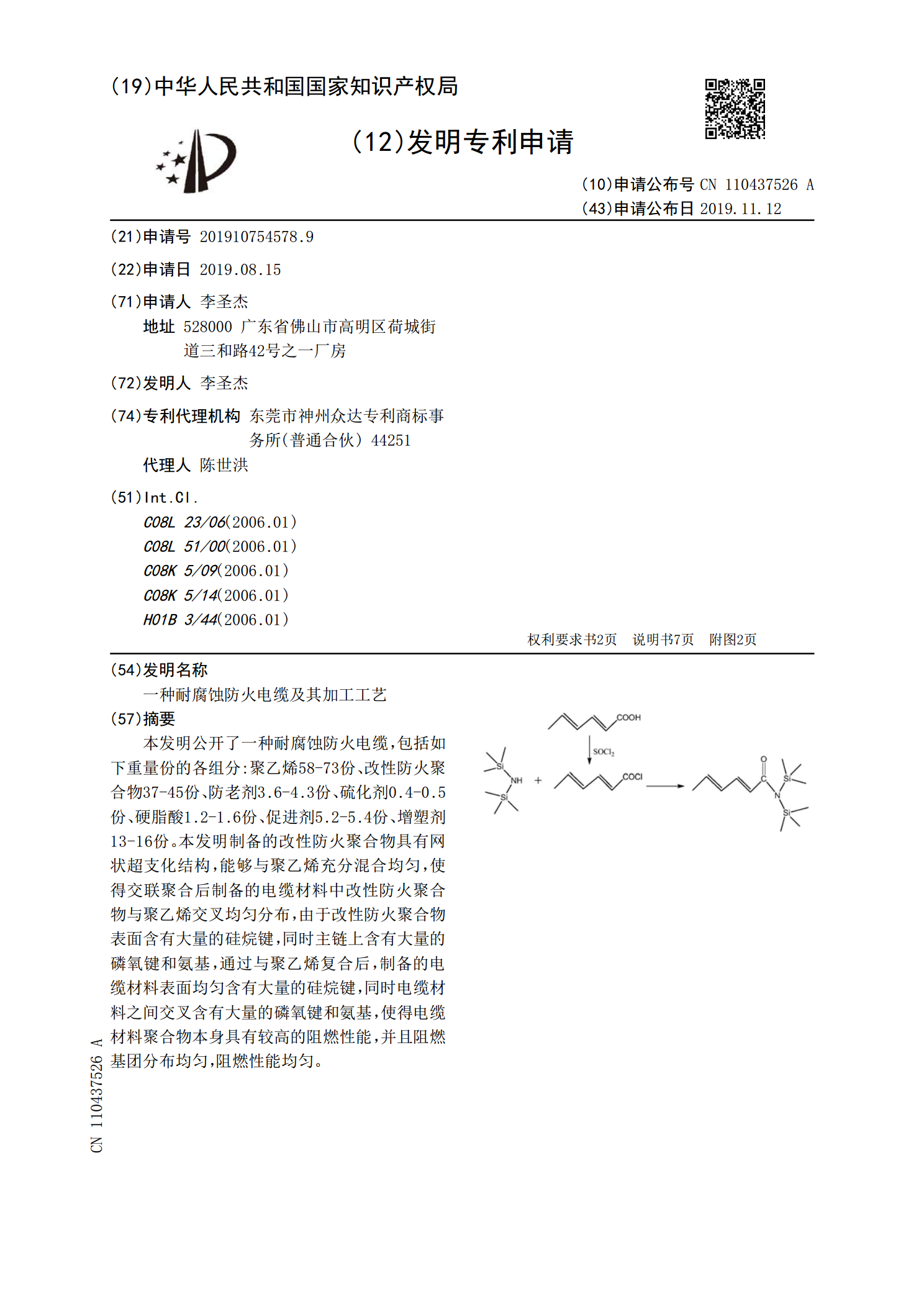
本发明公开了一种耐腐蚀防火电缆,包括如下重量份的各组分:聚乙烯58‑73份、改性防火聚合物37‑45份、防老剂3.6‑4.3份、硫化剂0.4‑0.5份、硬脂酸1.2‑1.6份、促进剂5.2‑5.4份、增塑剂13‑16份。本发明制备的改性防火聚合物具有网状超支化结构,能够与聚乙烯充分混合均匀,使得交联聚合后制备的电缆材料中改性防火聚合物与聚乙烯交叉均匀分布,由于改性防火聚合物表面含有大量的硅烷键,同时主链上含有大量的磷氧键和氨基,通过与聚乙烯复合后,制备的电缆材料表面均匀含有大量的硅烷键,同时电缆材料之间交
一种高耐腐蚀性的阀门阀杆螺母的加工工艺.pdf
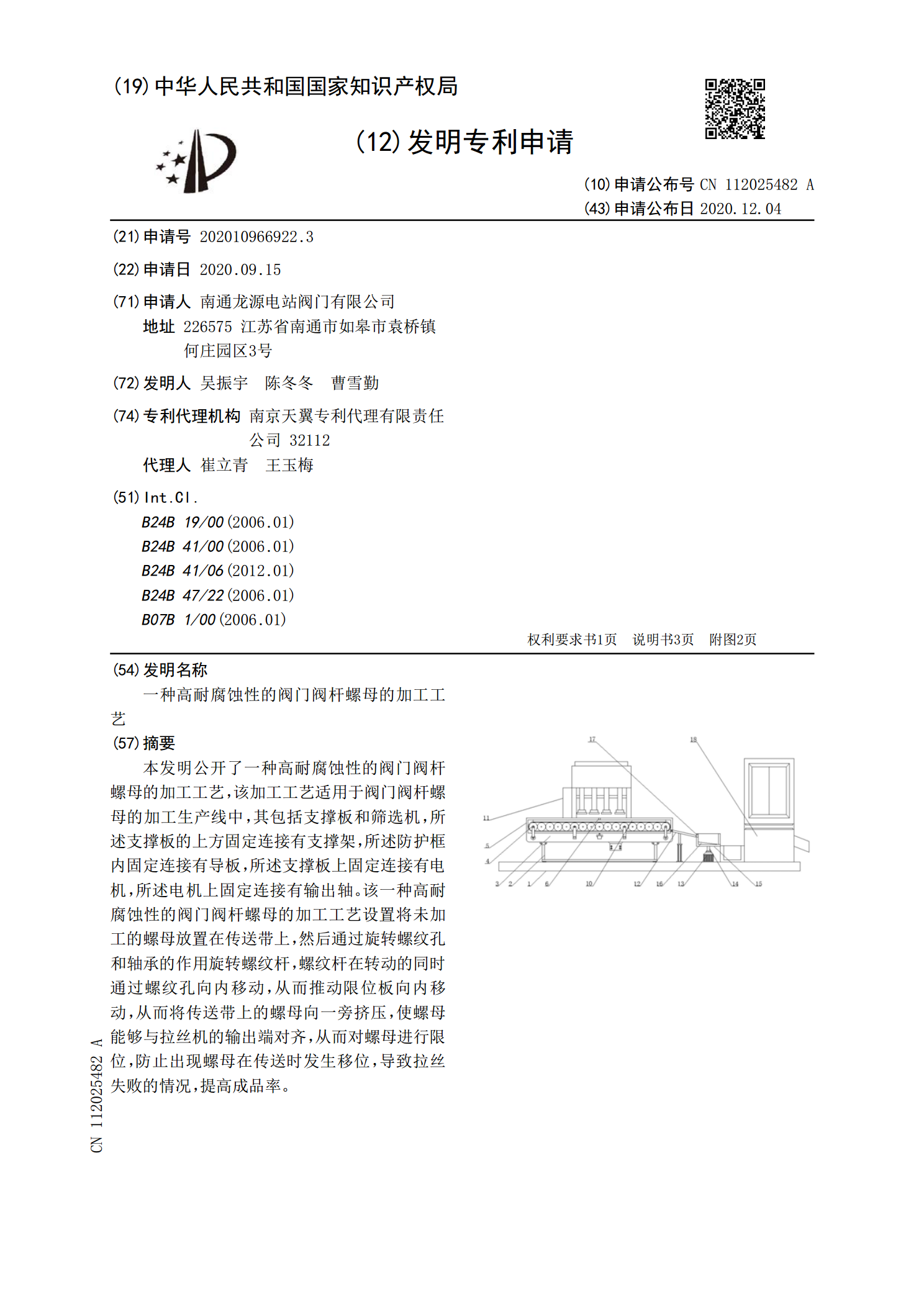
本发明公开了一种高耐腐蚀性的阀门阀杆螺母的加工工艺,该加工工艺适用于阀门阀杆螺母的加工生产线中,其包括支撑板和筛选机,所述支撑板的上方固定连接有支撑架,所述防护框内固定连接有导板,所述支撑板上固定连接有电机,所述电机上固定连接有输出轴。该一种高耐腐蚀性的阀门阀杆螺母的加工工艺设置将未加工的螺母放置在传送带上,然后通过旋转螺纹孔和轴承的作用旋转螺纹杆,螺纹杆在转动的同时通过螺纹孔向内移动,从而推动限位板向内移动,从而将传送带上的螺母向一旁挤压,使螺母能够与拉丝机的输出端对齐,从而对螺母进行限位,防止出现螺母

一种阀门加工工艺.pdf
本发明公开了一种阀门加工工艺,包括:a、从外采购阀体铸件和锻件,对购置的组件进行检测,通过检测的铸件在进入车间加工前再进行补焊;b、将购置得到的阀杆棒进行调质处理,合格后进行车削加工、钻铣加工和去毛刺加工;c、将购置的手轮放入到手轮加工装置上,在手轮表面涂上油漆,将涂好油漆的手轮放在一处以便组装使用;d、对购置的密封件和紧固件检测,合格后将密封件和紧固件放入库中备用;e、将各部分零件组装在一起,形成阀门产品;f、对组装后的阀门进行检测,将合格后的阀门打包出厂。