
一种不锈钢高温无氧真空焊接及光亮热处理工艺.pdf

篷璐****爱吗


1/10

2/10

3/10

4/10

5/10

6/10
7/10
8/10

9/10

10/10
亲,该文档总共20页,到这已经超出免费预览范围,如果喜欢就直接下载吧~
相关资料

一种不锈钢高温无氧真空焊接及光亮热处理工艺.pdf
本发明公开了一种不锈钢高温无氧真空焊接及光亮热处理工艺,包括如下步骤:a、组装焊接工作台;b、将焊接工作台安装在焊件推送装置上;c、在焊接工作台上嵌入第一焊件、第二焊件和焊料;d、将焊接工作台推送到真空高压气淬炉中;e、通过焊料将第一焊件和第二焊件结合;f、取出不锈钢器具。本发明根据操作对第一焊件和第二焊件采用不同方式限位,提高第一焊件、第二焊件和焊料的嵌入速度,增加第一焊件和第二焊件的稳定性。同时能将焊件和焊料稳定地输送至真空高压气淬炉中,放置位置准确,能保证焊接工作台处于托架的相同位置处,保证淬火热处
采用真空光亮热处理炉的不锈钢热处理工艺.pdf
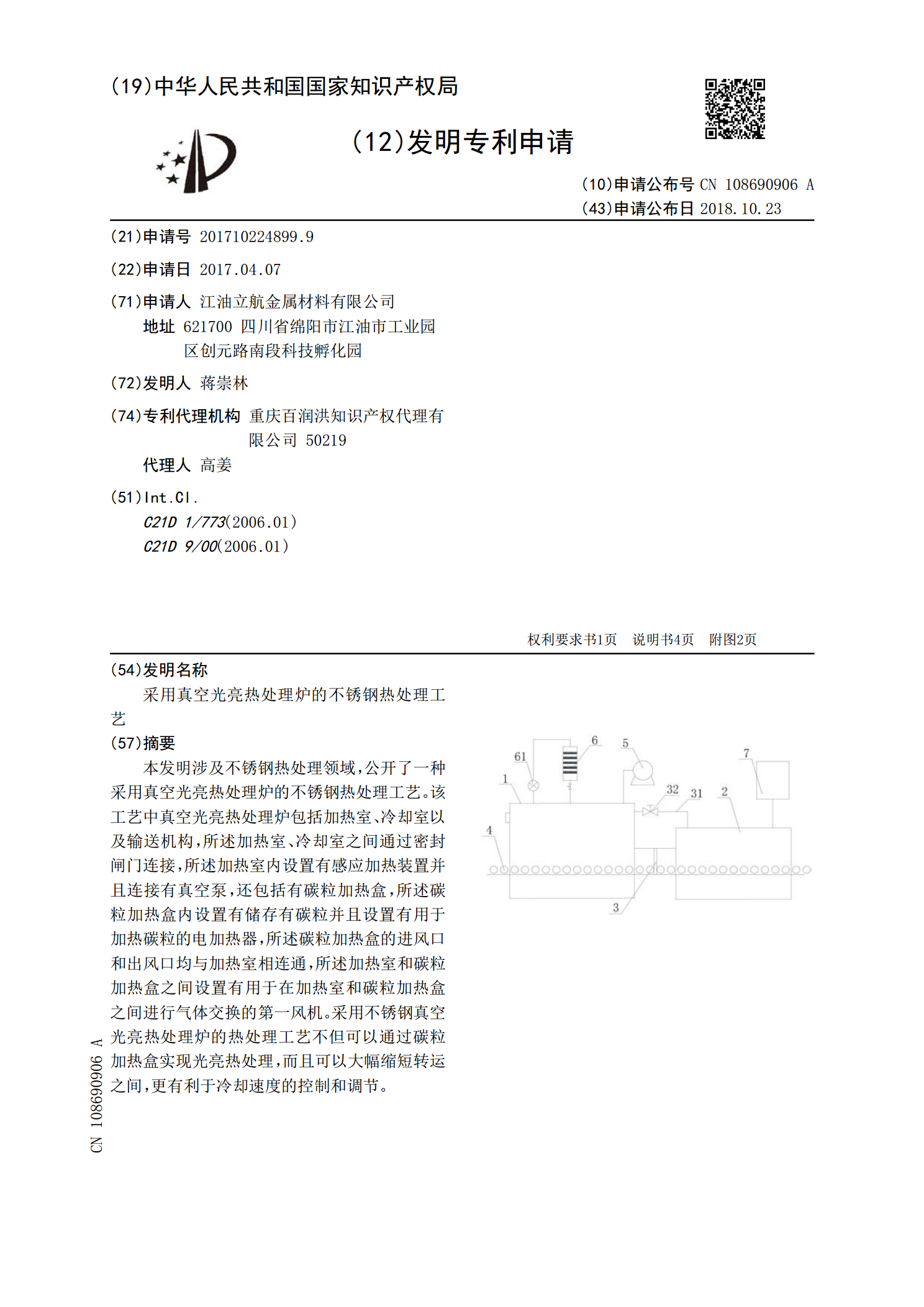
本发明涉及不锈钢热处理领域,公开了一种采用真空光亮热处理炉的不锈钢热处理工艺。该工艺中真空光亮热处理炉包括加热室、冷却室以及输送机构,所述加热室、冷却室之间通过密封闸门连接,所述加热室内设置有感应加热装置并且连接有真空泵,还包括有碳粒加热盒,所述碳粒加热盒内设置有储存有碳粒并且设置有用于加热碳粒的电加热器,所述碳粒加热盒的进风口和出风口均与加热室相连通,所述加热室和碳粒加热盒之间设置有用于在加热室和碳粒加热盒之间进行气体交换的第一风机。采用不锈钢真空光亮热处理炉的热处理工艺不但可以通过碳粒加热盒实现光亮热

一种高精度无氧光亮铜排的制备工艺.pdf
本申请涉及铜排制备的技术领域,具体公开了一种高精度无氧光亮铜排的制备工艺。所述工艺包括以下步骤:S1、将铜、铬和镍球磨后过300目筛网,得金属粉后,置于双氧水中浸泡并烘干,与碳粉混合得混合粉;将混合粉高温熔化得到混合熔液;S2、从混合熔液底部通入氮气,结束后,将混合熔液转移至保温炉内,保温得到合金坯料后,置于铸型中挤压冷却至定型,得到合金粗坯;S3、将合金粗坯置于牵引拉铸机中,牵引出铜杆;将铜杆转移至铜排模型中挤压铜杆,取出得铜排粗坯,将铜排粗坯置于铜排冲模处,喷洒冲模油并进行冲模,得到铜排。本申请的工艺

马氏体时效不锈钢丝的光亮热处理工艺.pdf
本发明公开了一种马氏体时效不锈钢丝的光亮热处理工艺。它的步骤如下:1)选择马氏体时效不锈钢丝作为热处理材料;2)将钢丝用清洗液进行清洗及干燥处理;3)将钢丝装入一个密闭试管中并用还原性粉填充;4)将装有钢丝的试管放在真空退火炉进行抽真空;5)进行光亮热处理。本发明提供的马氏体时效不锈钢丝的光亮热处理工艺简单易行,具备真空热处理与保护热处理的各项优点,还原性粉末在防止不锈钢表面氧化起到了非常重要的作用,并且可以多次重复利用,大大降低了企业的生产成本,此方法适用于医用缝合针、弓丝、鱼钩、弹簧等金属件的处理。

不锈钢管焊接工艺及热处理.doc
不锈钢管焊接工艺及热处理[我的钢铁]2009-02-0315:10:20不锈钢管热处理不锈钢管热处理国外普遍采用带保护气体的无氧化连续热处理炉进行生产过程中的中间热处理和最终的成品热处理由于可以获得无氧化的光亮表面从而取消了传统的酸洗工序。这一热处理工艺的采用既改善了钢管的质量又克服了酸洗对环境的污染。根据目前世界发展的趋势光亮连续炉基本分为三种类型:(1)辊底式光亮热处理炉。这种炉型适用于大规格、大批量钢管热处理小时产量为1.0吨以上。可使用的保护气体为高纯度氢气、分解氨及其它保护气体。可以配备有对