
一种辊底式热处理炉炉辊的安装调试方法.pdf

猫巷****觅蓉


1/10
2/10
3/10
4/10

5/10
6/10
7/10
8/10
9/10
10/10
亲,该文档总共11页,到这已经超出免费预览范围,如果喜欢就直接下载吧~
相关资料
一种辊底式热处理炉炉辊的安装调试方法.pdf
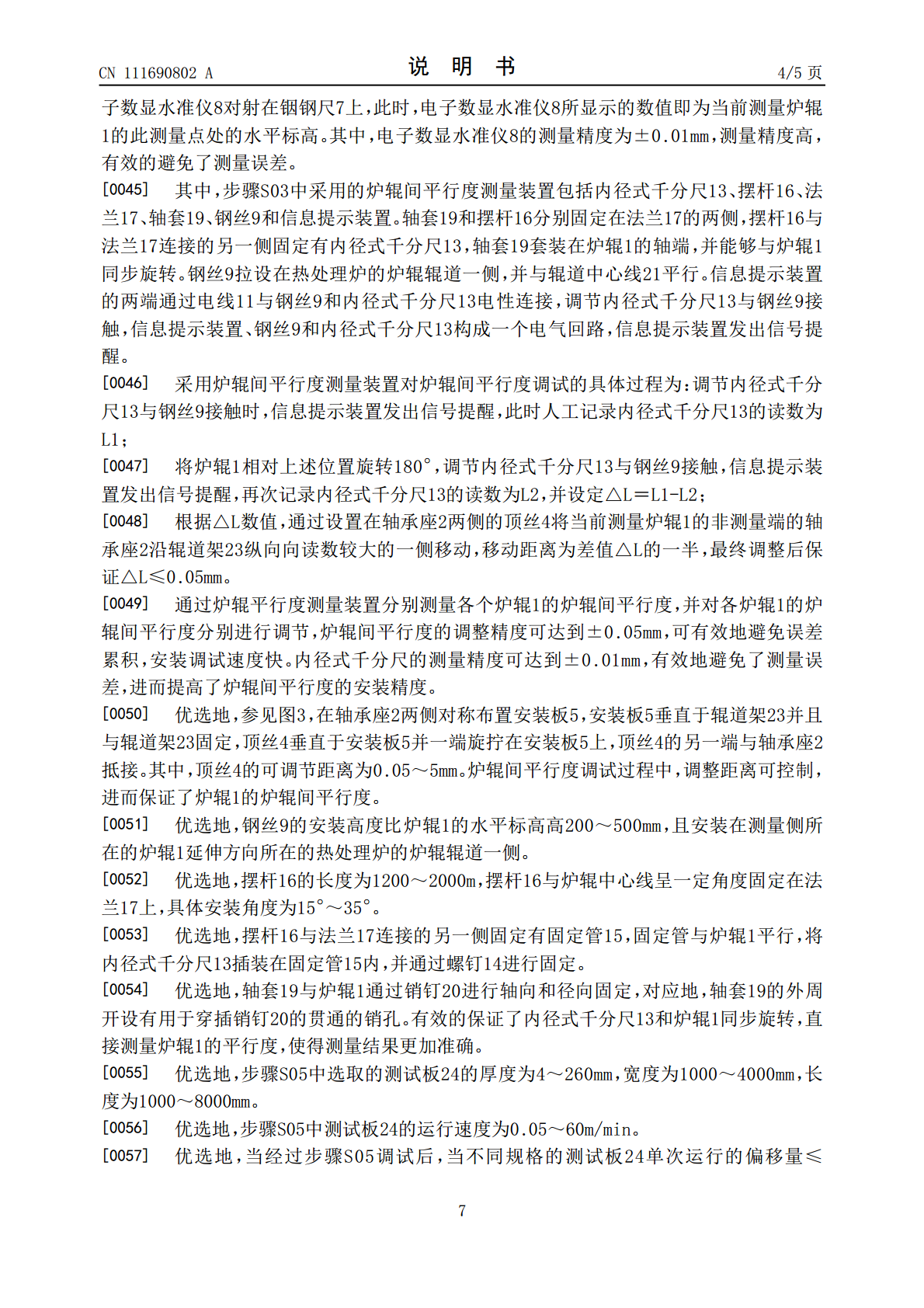
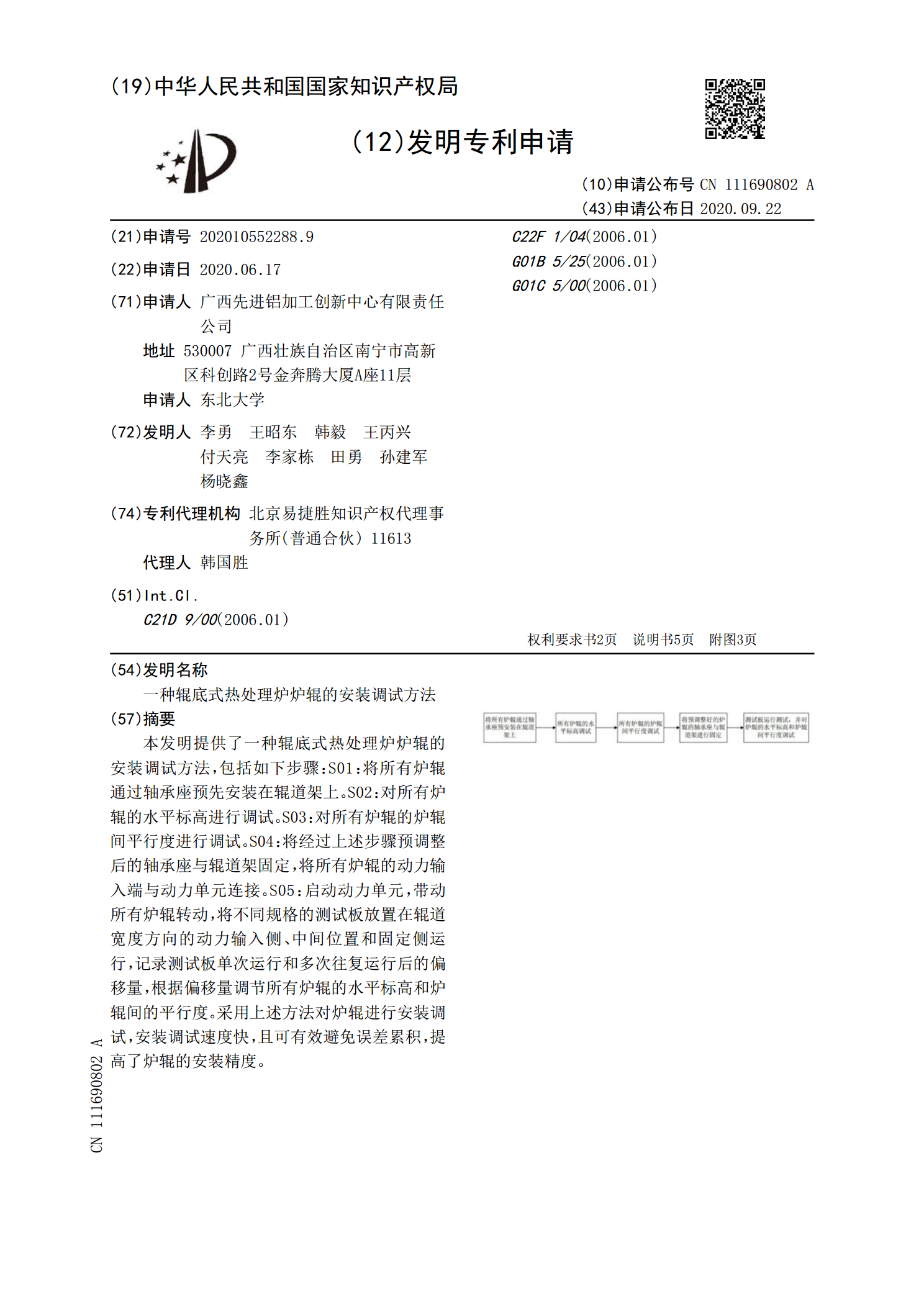
本发明提供了一种辊底式热处理炉炉辊的安装调试方法,包括如下步骤:S01:将所有炉辊通过轴承座预先安装在辊道架上。S02:对所有炉辊的水平标高进行调试。S03:对所有炉辊的炉辊间平行度进行调试。S04:将经过上述步骤预调整后的轴承座与辊道架固定,将所有炉辊的动力输入端与动力单元连接。S05:启动动力单元,带动所有炉辊转动,将不同规格的测试板放置在辊道宽度方向的动力输入侧、中间位置和固定侧运行,记录测试板单次运行和多次往复运行后的偏移量,根据偏移量调节所有炉辊的水平标高和炉辊间的平行度。采用上述方法对炉辊进行
辊底式热处理炉的炉辊.pdf
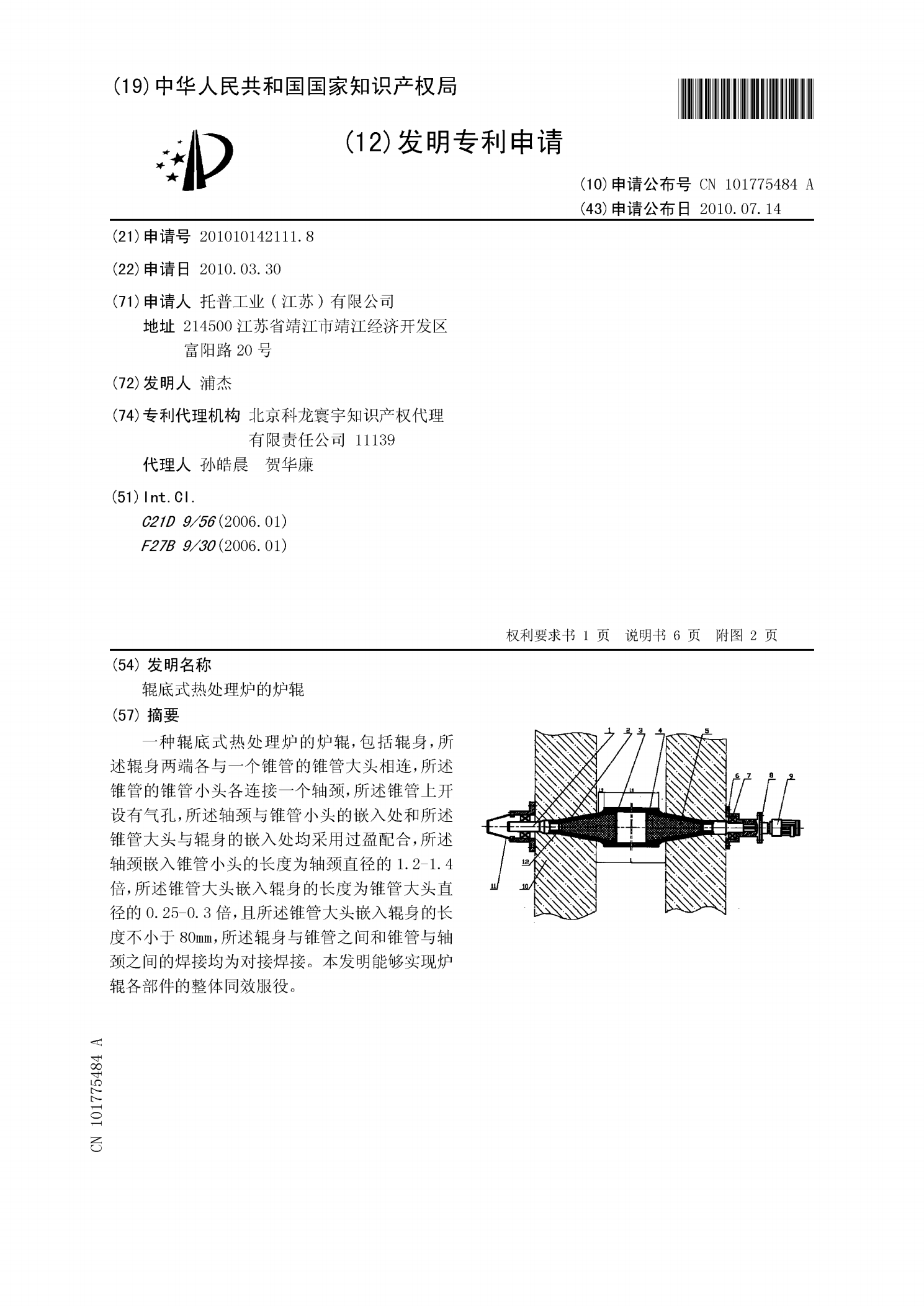
一种辊底式热处理炉的炉辊,包括辊身,所述辊身两端各与一个锥管的锥管大头相连,所述锥管的锥管小头各连接一个轴颈,所述锥管上开设有气孔,所述轴颈与锥管小头的嵌入处和所述锥管大头与辊身的嵌入处均采用过盈配合,所述轴颈嵌入锥管小头的长度为轴颈直径的1.2-1.4倍,所述锥管大头嵌入辊身的长度为锥管大头直径的0.25-0.3倍,且所述锥管大头嵌入辊身的长度不小于80mm,所述辊身与锥管之间和锥管与轴颈之间的焊接均为对接焊接。本发明能够实现炉辊各部件的整体同效服役。
辊底式热处理炉无结瘤炉辊.pdf
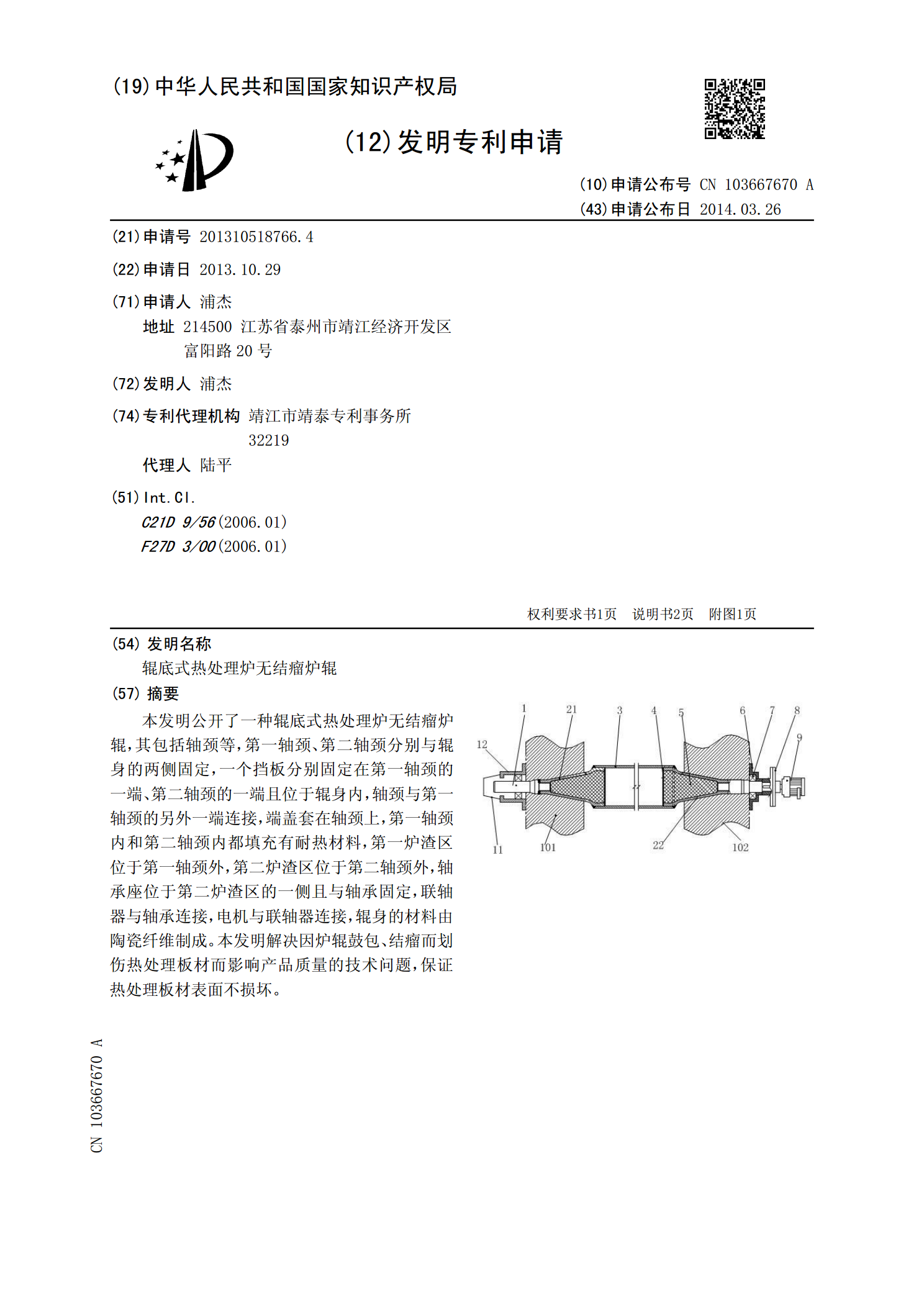
本发明公开了一种辊底式热处理炉无结瘤炉辊,其包括轴颈等,第一轴颈、第二轴颈分别与辊身的两侧固定,一个挡板分别固定在第一轴颈的一端、第二轴颈的一端且位于辊身内,轴颈与第一轴颈的另外一端连接,端盖套在轴颈上,第一轴颈内和第二轴颈内都填充有耐热材料,第一炉渣区位于第一轴颈外,第二炉渣区位于第二轴颈外,轴承座位于第二炉渣区的一侧且与轴承固定,联轴器与轴承连接,电机与联轴器连接,辊身的材料由陶瓷纤维制成。本发明解决因炉辊鼓包、结瘤而划伤热处理板材而影响产品质量的技术问题,保证热处理板材表面不损坏。
辊底式热处理炉输送辊安装精度控制方法.pdf
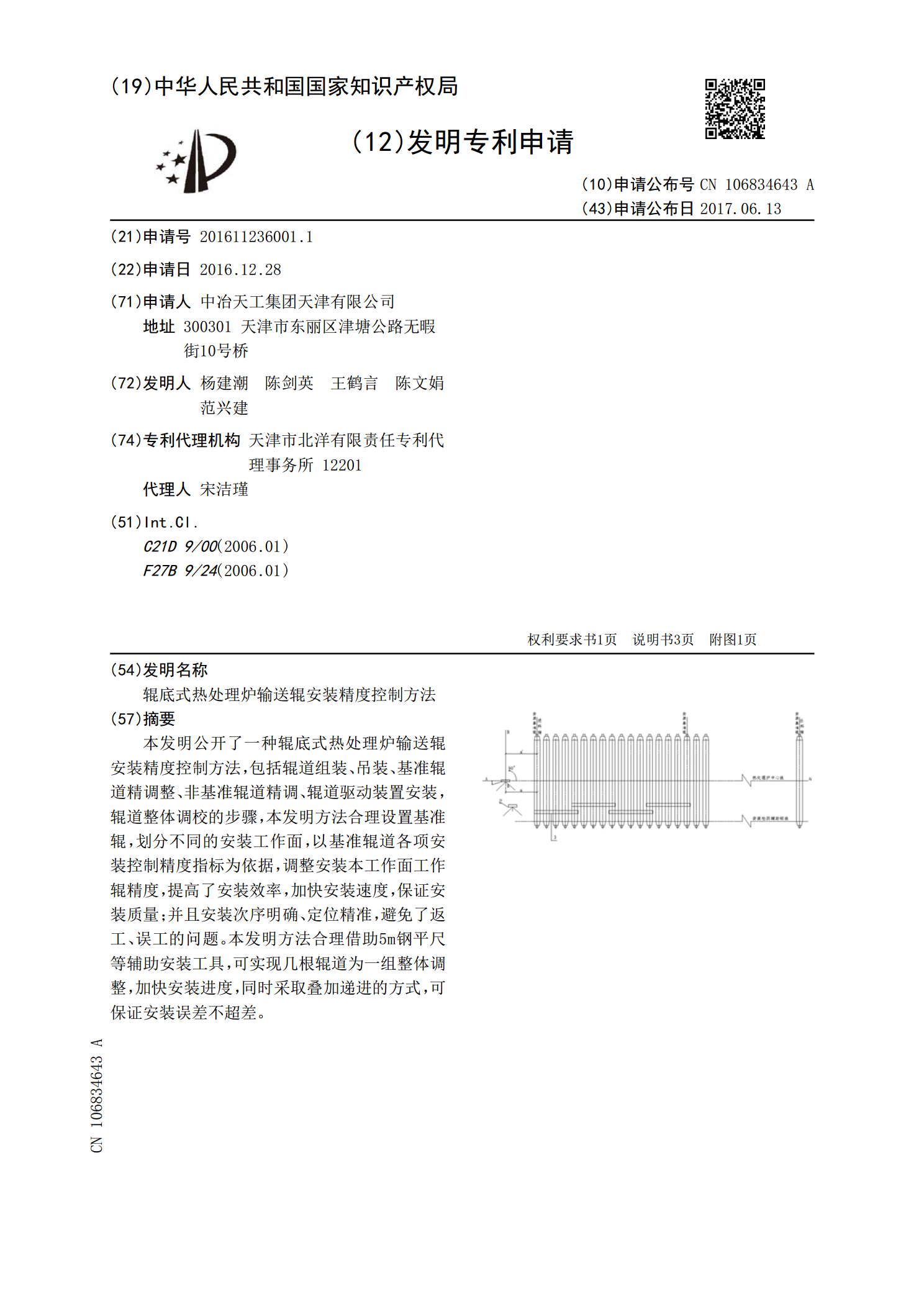
本发明公开了一种辊底式热处理炉输送辊安装精度控制方法,包括辊道组装、吊装、基准辊道精调整、非基准辊道精调、辊道驱动装置安装,辊道整体调校的步骤,本发明方法合理设置基准辊,划分不同的安装工作面,以基准辊道各项安装控制精度指标为依据,调整安装本工作面工作辊精度,提高了安装效率,加快安装速度,保证安装质量;并且安装次序明确、定位精准,避免了返工、误工的问题。本发明方法合理借助5m钢平尺等辅助安装工具,可实现几根辊道为一组整体调整,加快安装进度,同时采取叠加递进的方式,可保证安装误差不超差。

辊底式热处理炉炉底辊在线更换检修的探索.docx
辊底式热处理炉炉底辊在线更换检修的探索随着工业自动化、智能化的不断发展,热处理行业对于热处理设备的质量和效率也提出了越来越高的要求。辊底式热处理炉作为一种现代化的热处理设备,由于具备热效率高、温度控制精度高等优点,受到了广泛的应用。然而,由于长时间,高温和高负荷的工作环境,辊底式热处理炉炉底辊的磨损和损坏是常见的问题。为了确保热处理设备的正常运行,在线更换检修炉底辊的研究和探索势在必行。一、炉底辊的运行原理辊底式热处理炉的炉底主要由几组辊底辊组成,辊底辊由支承轴承、轴承座、辊身、卡板等部分组成。当工件在炉