
用于真空保温杯连续抽真空的真空室及连续抽真空工艺.pdf

一条****涛k


1/9

2/9

3/9
4/9
5/9

6/9

7/9

8/9
9/9
在线预览结束,喜欢就下载吧,查找使用更方便
相关资料

用于真空保温杯连续抽真空的真空室及连续抽真空工艺.pdf
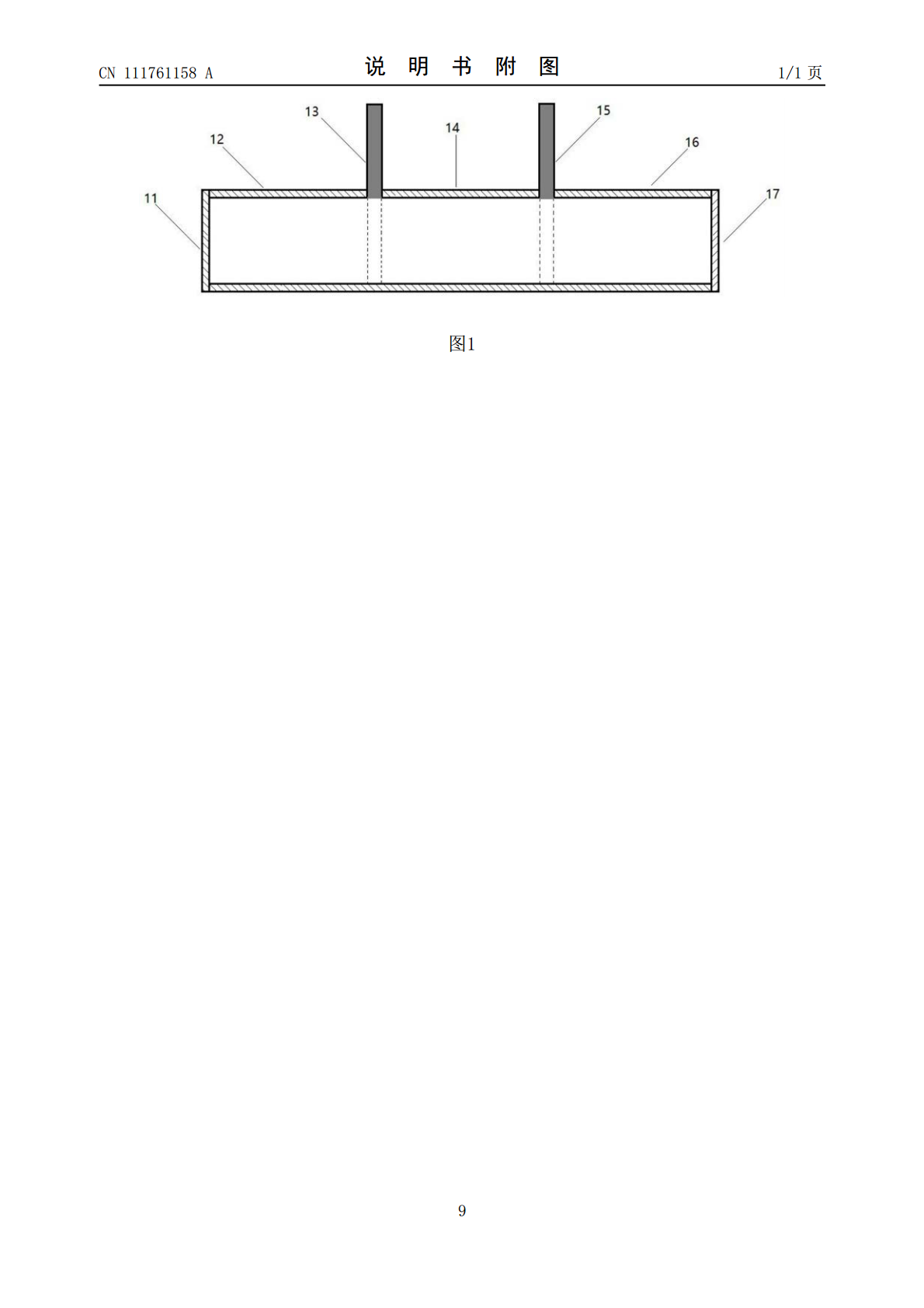
本发明公开了一种用于真空保温杯连续抽真空的真空室及连续抽真空工艺,该连续真空室由预热室、钎焊室和冷却室三室组成。抽真空过程中,保温杯先装入预热室加热至300~320℃,再抽真空;当预热室和钎焊室压力、温度达到平衡时,将保温杯移入钎焊室;抽高真空,并加热进行钎焊;启动冷却室真空系统,抽至15Pa以下;将完成钎焊工序的保温杯移入冷却室,按工艺要求自然冷却一定时间后,冲入气体、启动风机;达到出炉条件时,再次冲入气体,当冷却室和外部压力平衡时,打开炉门,关闭风机。本发明提供的连续抽真空工艺,在室温至300℃采用传
一种真空玻璃立式连续抽真空设备.pdf
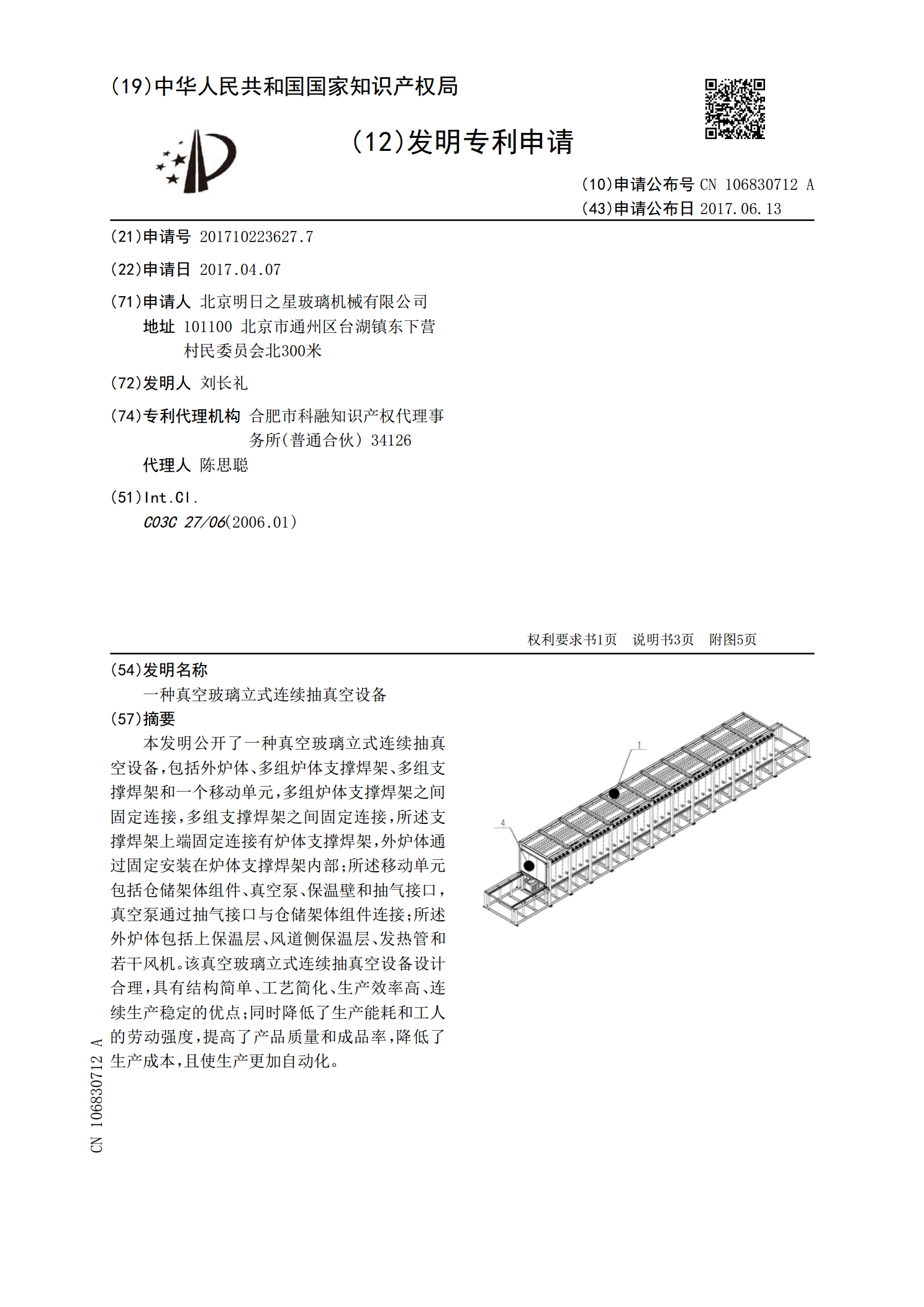
本发明公开了一种真空玻璃立式连续抽真空设备,包括外炉体、多组炉体支撑焊架、多组支撑焊架和一个移动单元,多组炉体支撑焊架之间固定连接,多组支撑焊架之间固定连接,所述支撑焊架上端固定连接有炉体支撑焊架,外炉体通过固定安装在炉体支撑焊架内部;所述移动单元包括仓储架体组件、真空泵、保温壁和抽气接口,真空泵通过抽气接口与仓储架体组件连接;所述外炉体包括上保温层、风道侧保温层、发热管和若干风机。该真空玻璃立式连续抽真空设备设计合理,具有结构简单、工艺简化、生产效率高、连续生产稳定的优点;同时降低了生产能耗和工人的劳动
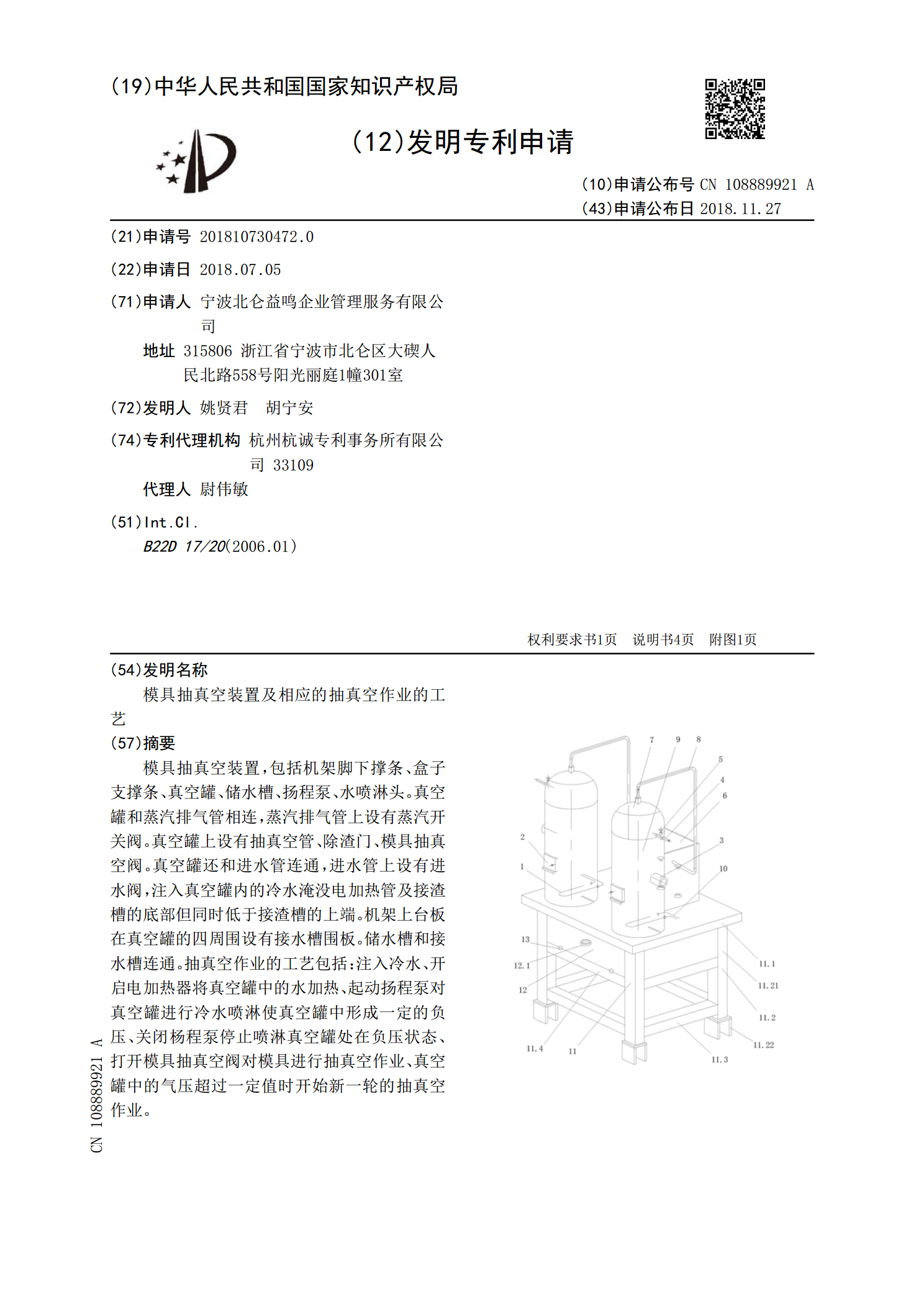
模具抽真空装置及相应的抽真空作业的工艺.pdf
模具抽真空装置,包括机架脚下撑条、盒子支撑条、真空罐、储水槽、扬程泵、水喷淋头。真空罐和蒸汽排气管相连,蒸汽排气管上设有蒸汽开关阀。真空罐上设有抽真空管、除渣门、模具抽真空阀。真空罐还和进水管连通,进水管上设有进水阀,注入真空罐内的冷水淹没电加热管及接渣槽的底部但同时低于接渣槽的上端。机架上台板在真空罐的四周围设有接水槽围板。储水槽和接水槽连通。抽真空作业的工艺包括:注入冷水、开启电加热器将真空罐中的水加热、起动扬程泵对真空罐进行冷水喷淋使真空罐中形成一定的负压、关闭杨程泵停止喷淋真空罐处在负压状态、打开
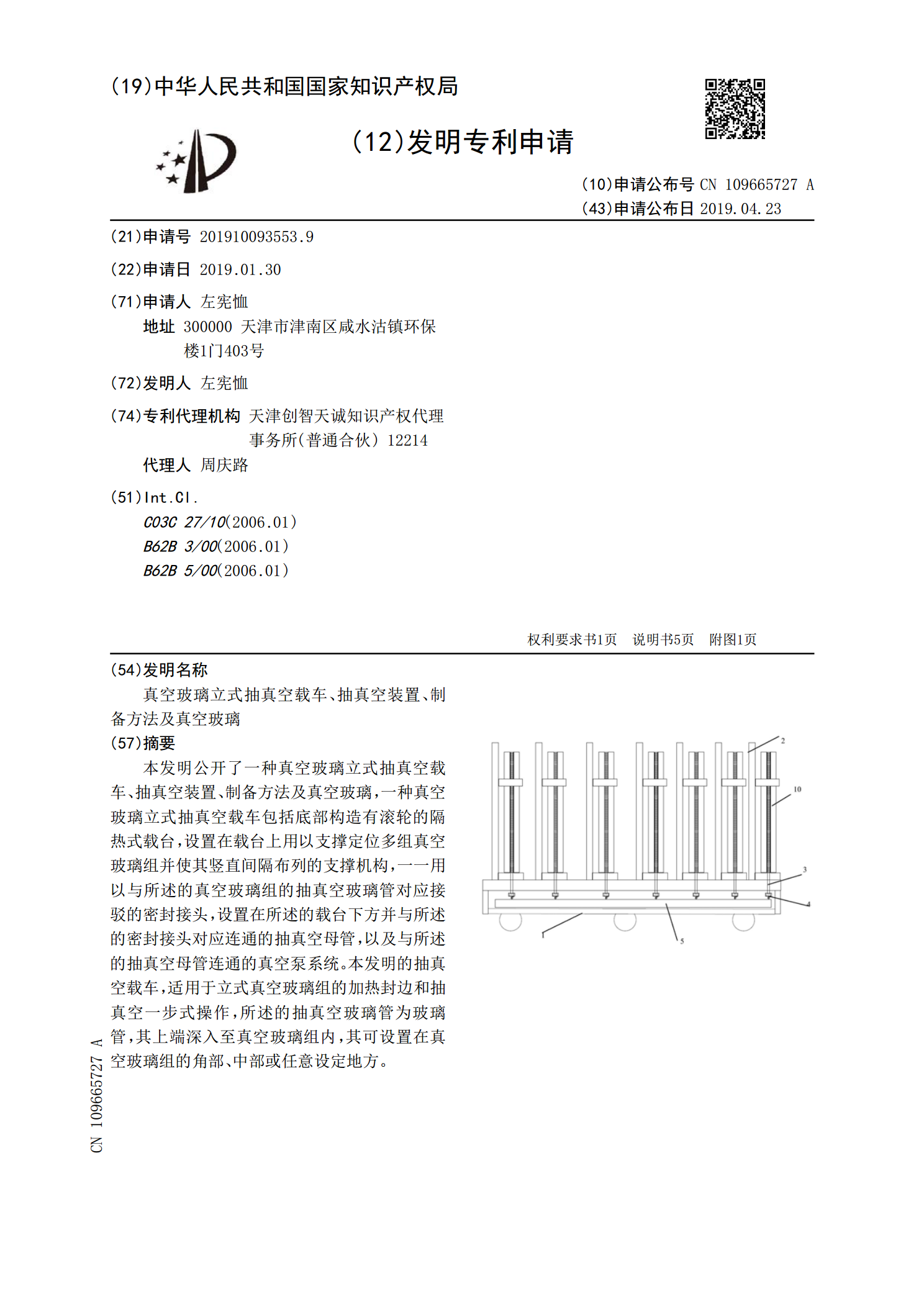
真空玻璃立式抽真空载车、抽真空装置、制备方法及真空玻璃.pdf
本发明公开了一种真空玻璃立式抽真空载车、抽真空装置、制备方法及真空玻璃,一种真空玻璃立式抽真空载车包括底部构造有滚轮的隔热式载台,设置在载台上用以支撑定位多组真空玻璃组并使其竖直间隔布列的支撑机构,一一用以与所述的真空玻璃组的抽真空玻璃管对应接驳的密封接头,设置在所述的载台下方并与所述的密封接头对应连通的抽真空母管,以及与所述的抽真空母管连通的真空泵系统。本发明的抽真空载车,适用于立式真空玻璃组的加热封边和抽真空一步式操作,所述的抽真空玻璃管为玻璃管,其上端深入至真空玻璃组内,其可设置在真空玻璃组的角部、
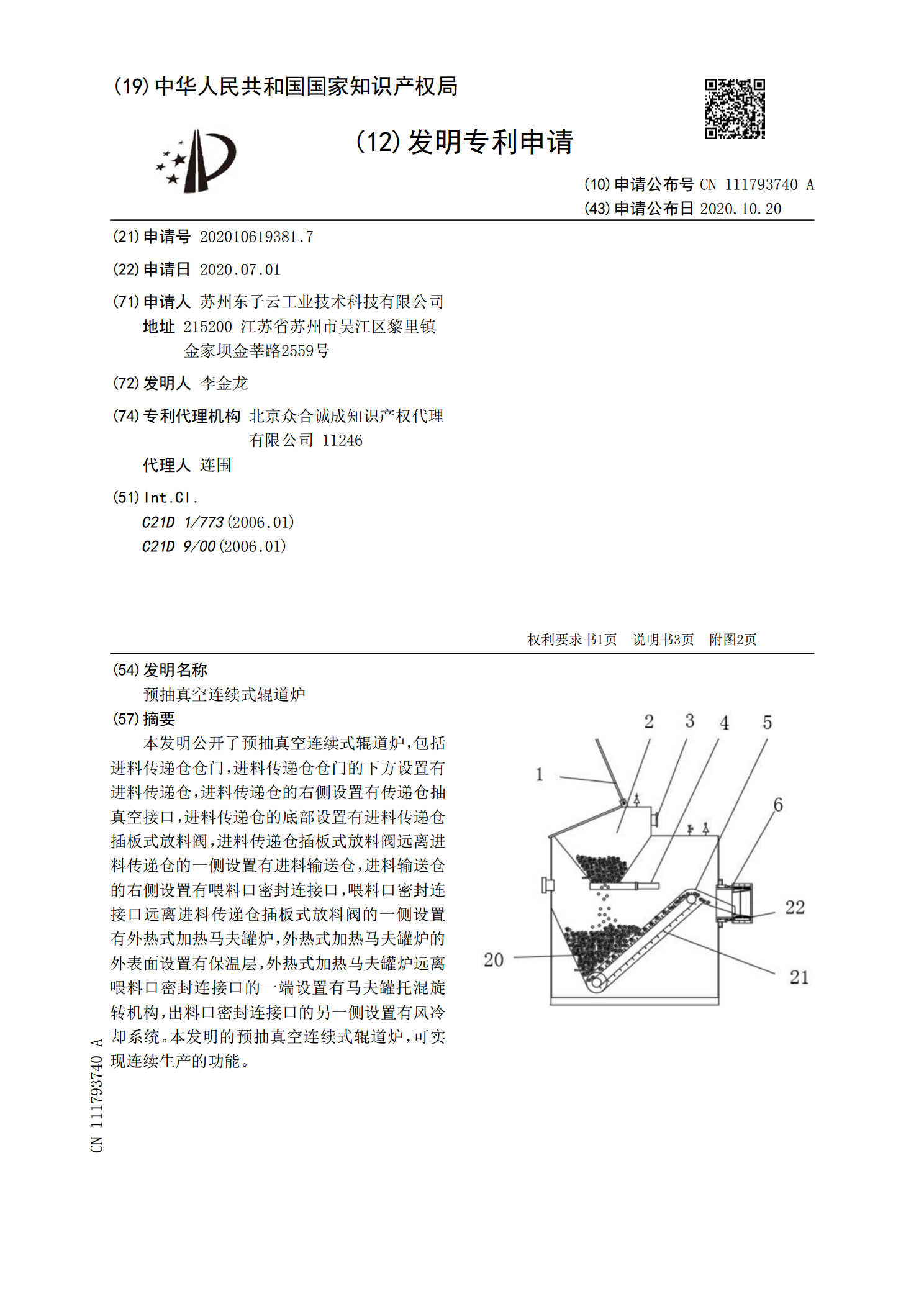
预抽真空连续式辊道炉.pdf
本发明公开了预抽真空连续式辊道炉,包括进料传递仓仓门,进料传递仓仓门的下方设置有进料传递仓,进料传递仓的右侧设置有传递仓抽真空接口,进料传递仓的底部设置有进料传递仓插板式放料阀,进料传递仓插板式放料阀远离进料传递仓的一侧设置有进料输送仓,进料输送仓的右侧设置有喂料口密封连接口,喂料口密封连接口远离进料传递仓插板式放料阀的一侧设置有外热式加热马夫罐炉,外热式加热马夫罐炉的外表面设置有保温层,外热式加热马夫罐炉远离喂料口密封连接口的一端设置有马夫罐托混旋转机构,出料口密封连接口的另一侧设置有风冷却系统。本发明