
高速真空钎焊炉.pdf

Jo****34

1/10
2/10
3/10
4/10
5/10
6/10

7/10

8/10
9/10
10/10
亲,该文档总共15页,到这已经超出免费预览范围,如果喜欢就直接下载吧~
相关资料
高速真空钎焊炉.pdf
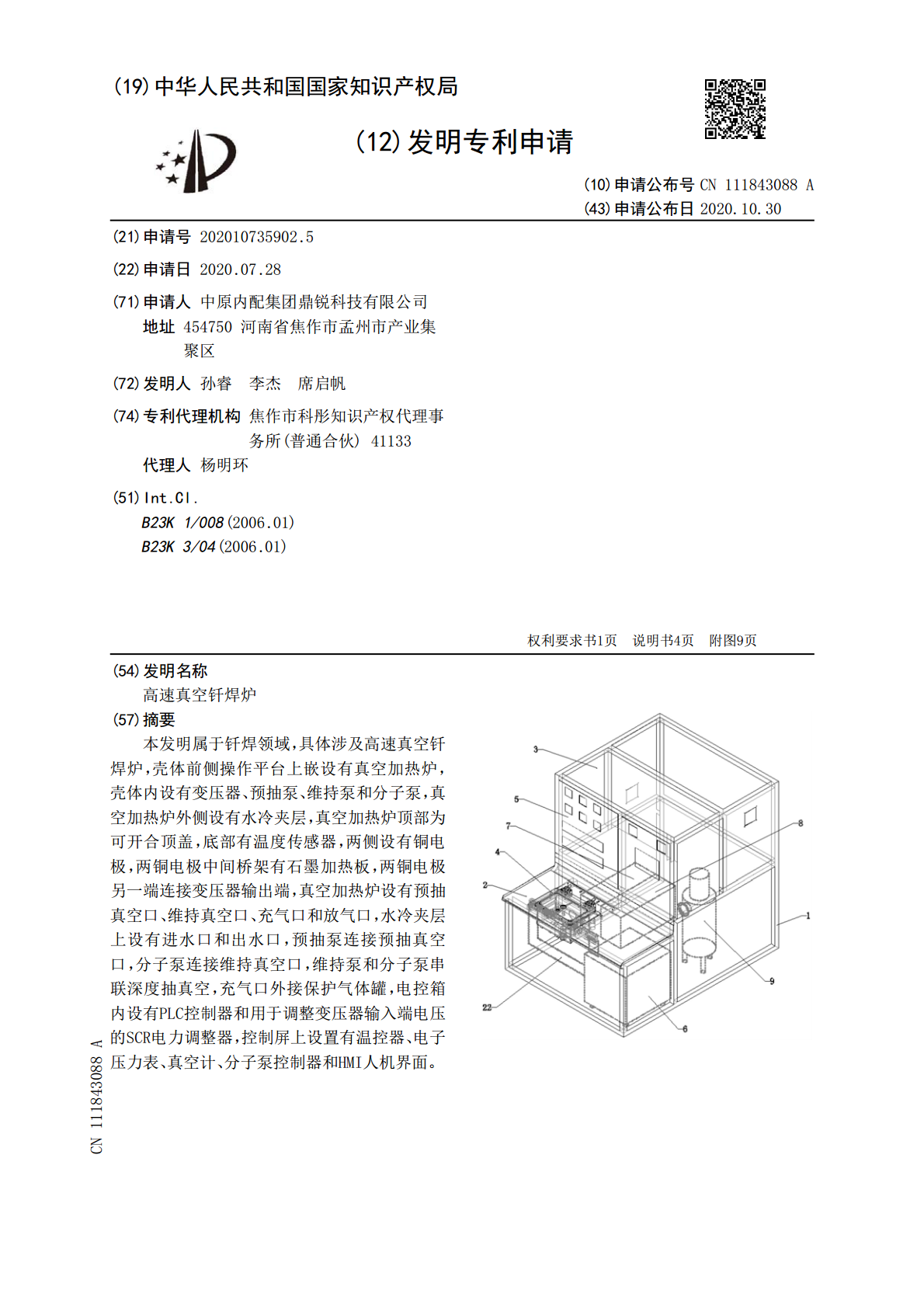
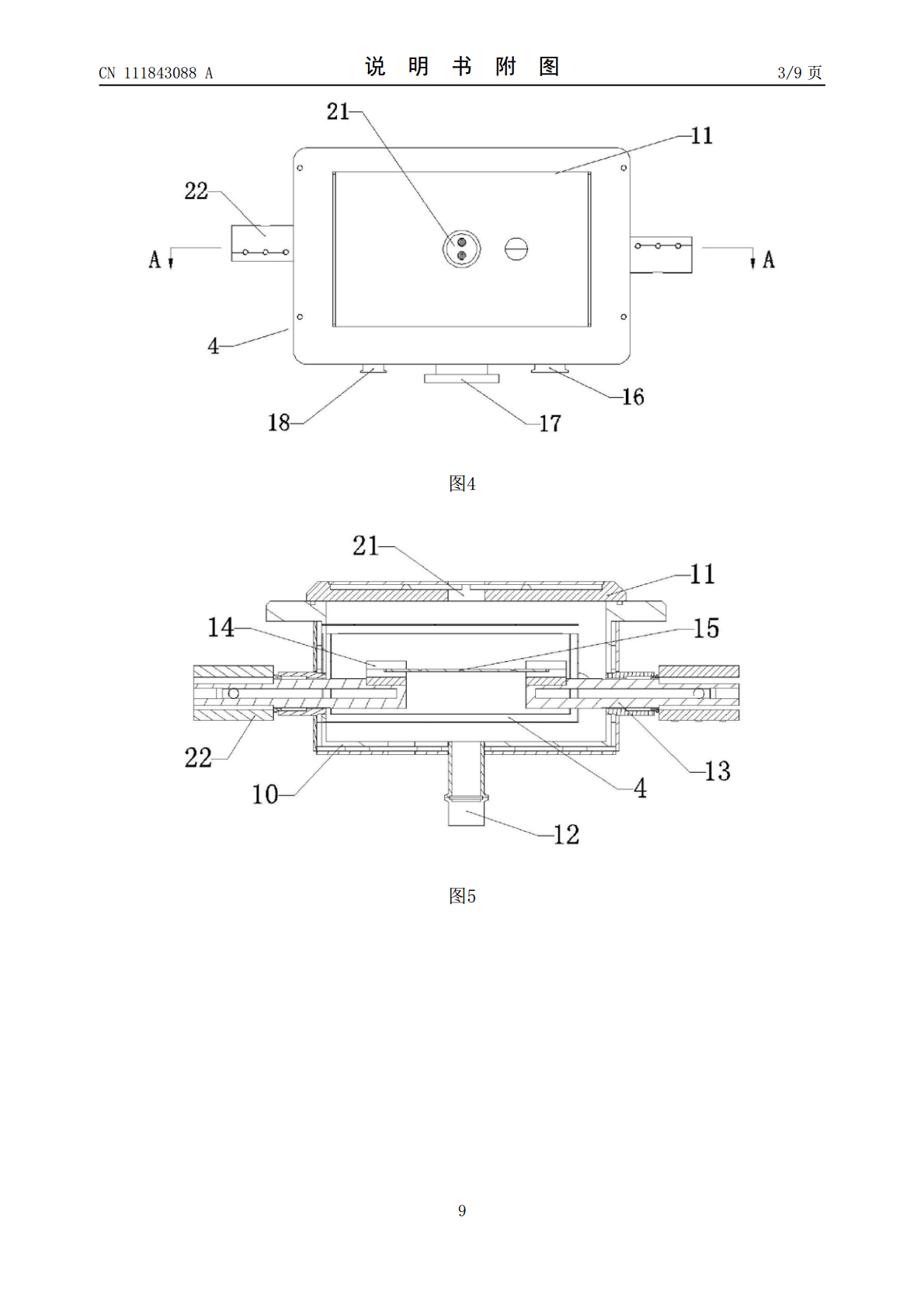
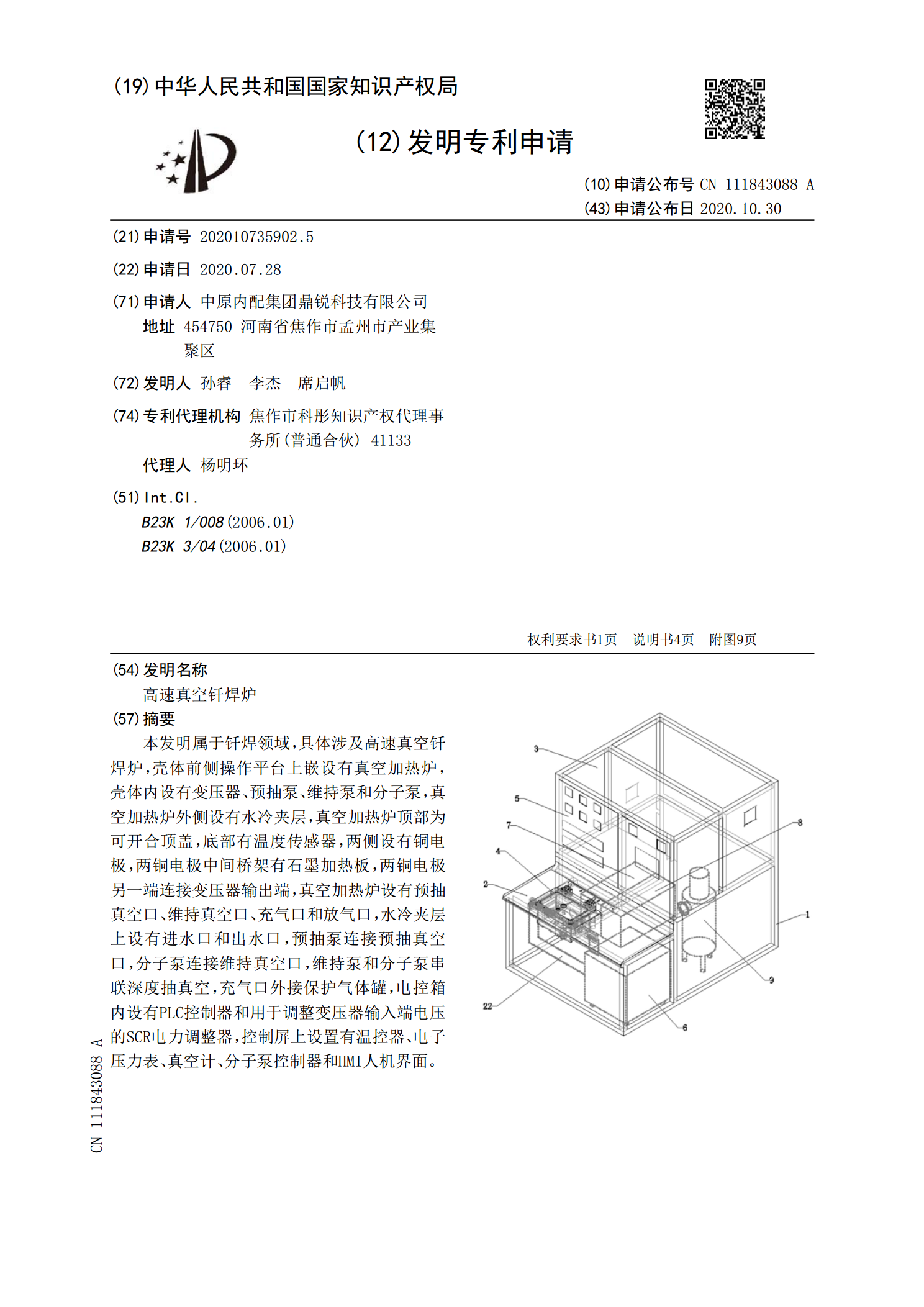
本发明属于钎焊领域,具体涉及高速真空钎焊炉,壳体前侧操作平台上嵌设有真空加热炉,壳体内设有变压器、预抽泵、维持泵和分子泵,真空加热炉外侧设有水冷夹层,真空加热炉顶部为可开合顶盖,底部有温度传感器,两侧设有铜电极,两铜电极中间桥架有石墨加热板,两铜电极另一端连接变压器输出端,真空加热炉设有预抽真空口、维持真空口、充气口和放气口,水冷夹层上设有进水口和出水口,预抽泵连接预抽真空口,分子泵连接维持真空口,维持泵和分子泵串联深度抽真空,充气口外接保护气体罐,电控箱内设有PLC控制器和用于调整变压器输入端电压的SC
真空钎焊炉.pdf
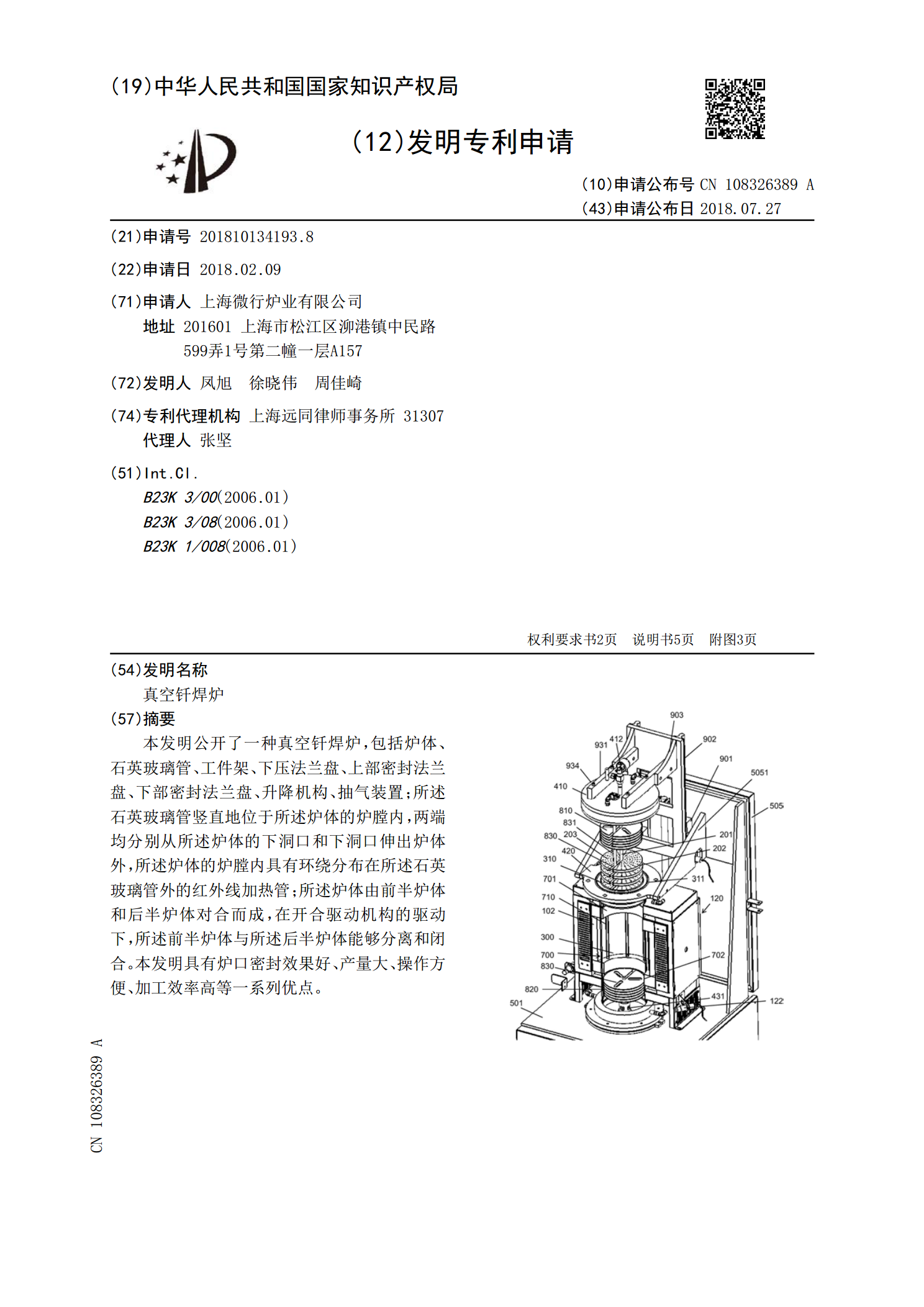
本发明公开了一种真空钎焊炉,包括炉体、石英玻璃管、工件架、下压法兰盘、上部密封法兰盘、下部密封法兰盘、升降机构、抽气装置;所述石英玻璃管竖直地位于所述炉体的炉膛内,两端均分别从所述炉体的下洞口和下洞口伸出炉体外,所述炉体的炉膛内具有环绕分布在所述石英玻璃管外的红外线加热管;所述炉体由前半炉体和后半炉体对合而成,在开合驱动机构的驱动下,所述前半炉体与所述后半炉体能够分离和闭合。本发明具有炉口密封效果好、产量大、操作方便、加工效率高等一系列优点。
真空钎焊炉.pdf
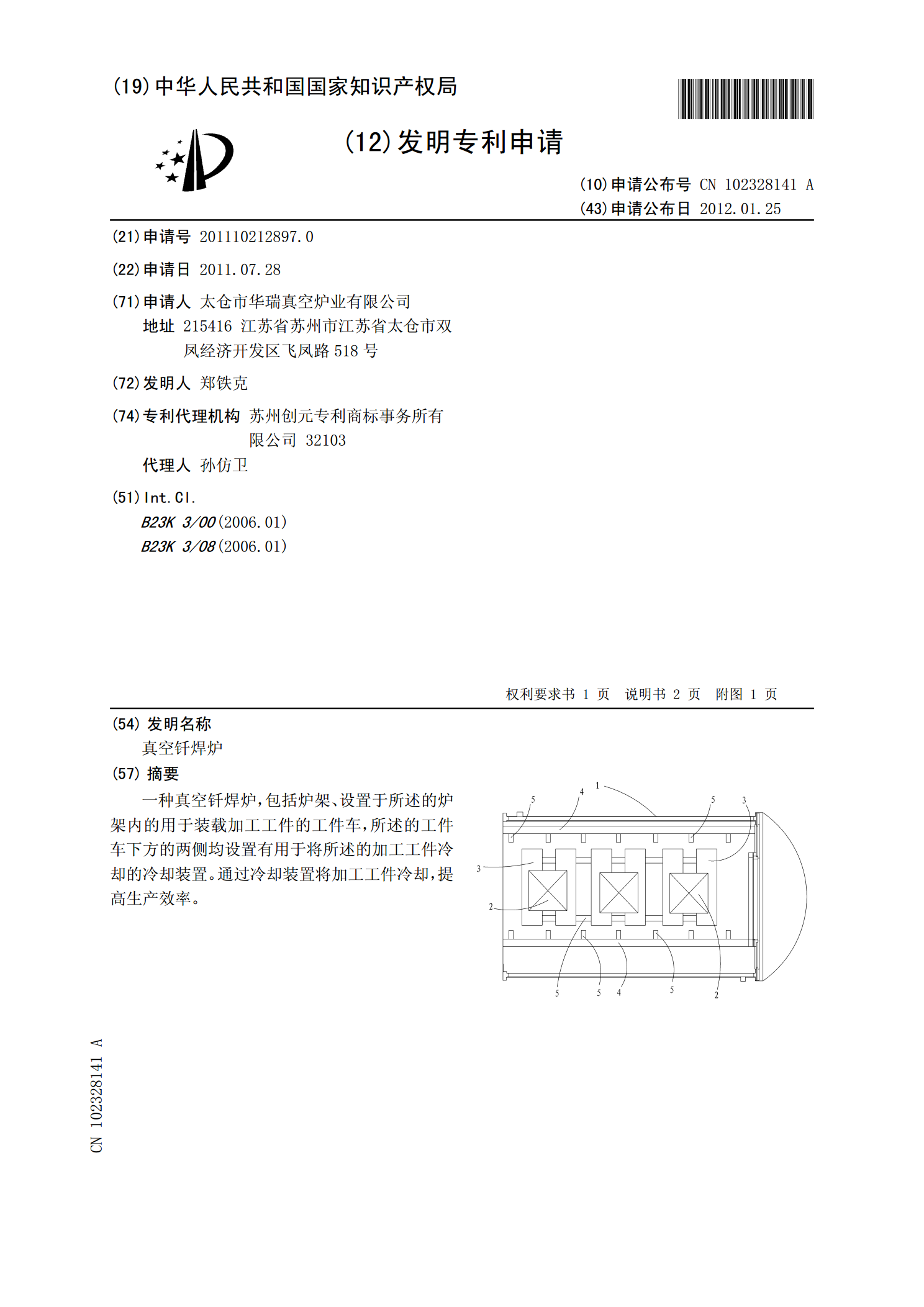
一种真空钎焊炉,包括炉架、设置于所述的炉架内的用于装载加工工件的工件车,所述的工件车下方的两侧均设置有用于将所述的加工工件冷却的冷却装置。通过冷却装置将加工工件冷却,提高生产效率。
真空钎焊炉的加热系统.pdf
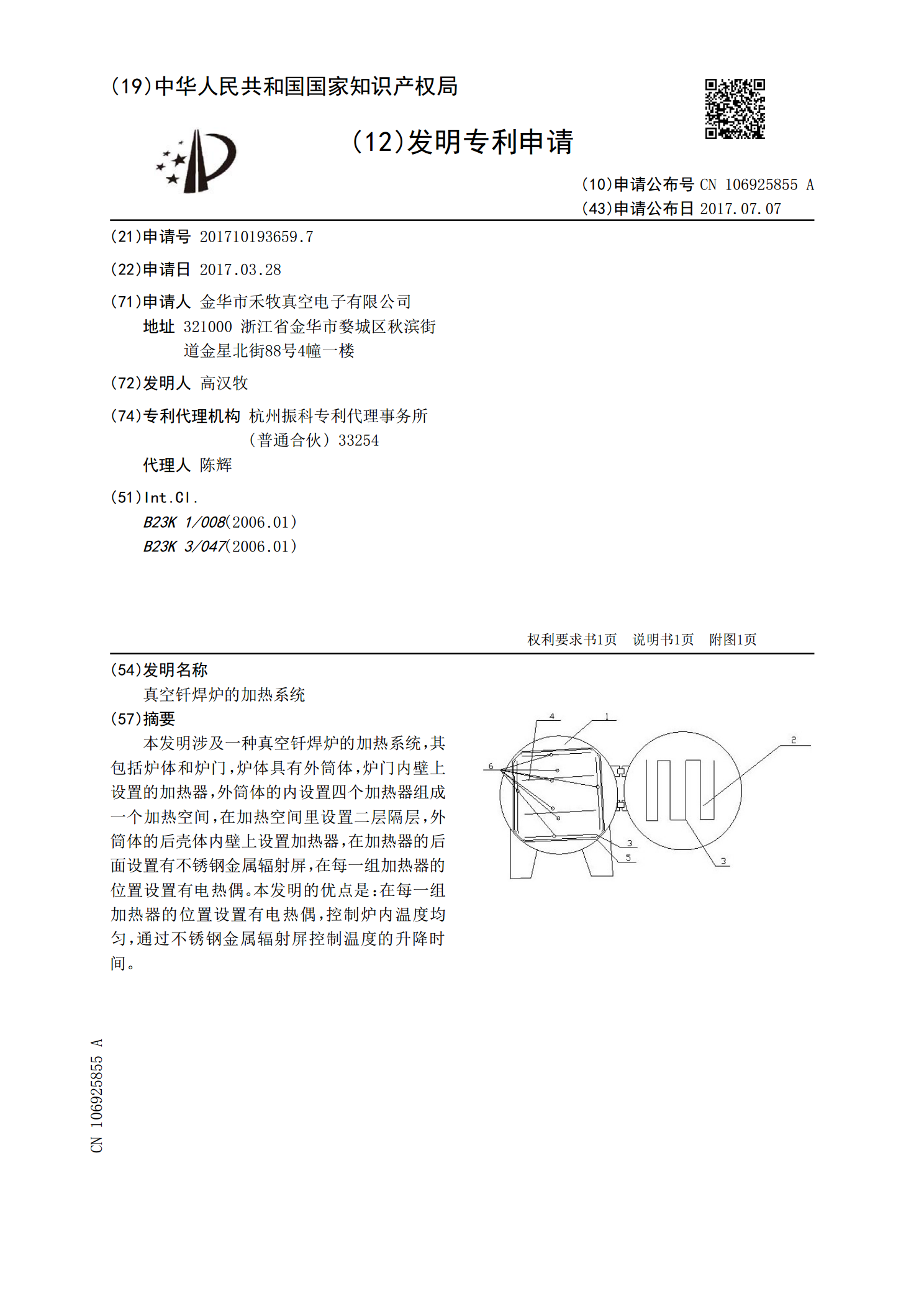
本发明涉及一种真空钎焊炉的加热系统,其包括炉体和炉门,炉体具有外筒体,炉门内壁上设置的加热器,外筒体的内设置四个加热器组成一个加热空间,在加热空间里设置二层隔层,外筒体的后壳体内壁上设置加热器,在加热器的后面设置有不锈钢金属辐射屏,在每一组加热器的位置设置有电热偶。本发明的优点是:在每一组加热器的位置设置有电热偶,控制炉内温度均匀,通过不锈钢金属辐射屏控制温度的升降时间。

无尾真空钎焊炉.pdf
本发明涉及生产不锈钢真空保温杯设备,特别涉及一种用于生产不锈钢真空保温杯的无尾真空钎焊炉。本发明解决了传统工艺要采用铜管,并要进行焊管、封管等工艺,工艺复杂,效率低,成本高的问题。本发明无尾真空钎焊炉,其特征在于:包括两个带炉门的真空钎焊炉炉体,在两炉体之间设置有通过真空管道与炉体内腔连通的真空抽气系统,真空抽气系统上方连接有真空检测系统,每个炉体内部各设置有一温控加热系统,外部连接有一循环水冷系统,所述的真空抽气系统、真空检测系统、加热系统与循环水冷系统均由控制操作系统控制工作。本发明不用铜管,省掉了传