
一种减少镁稀土合金铸件焊接裂纹的补焊方法.pdf

大渊****公主

1/10
2/10

3/10
4/10
5/10
6/10
7/10
8/10
9/10
10/10
在线预览结束,喜欢就下载吧,查找使用更方便
相关资料
一种减少镁稀土合金铸件焊接裂纹的补焊方法.pdf
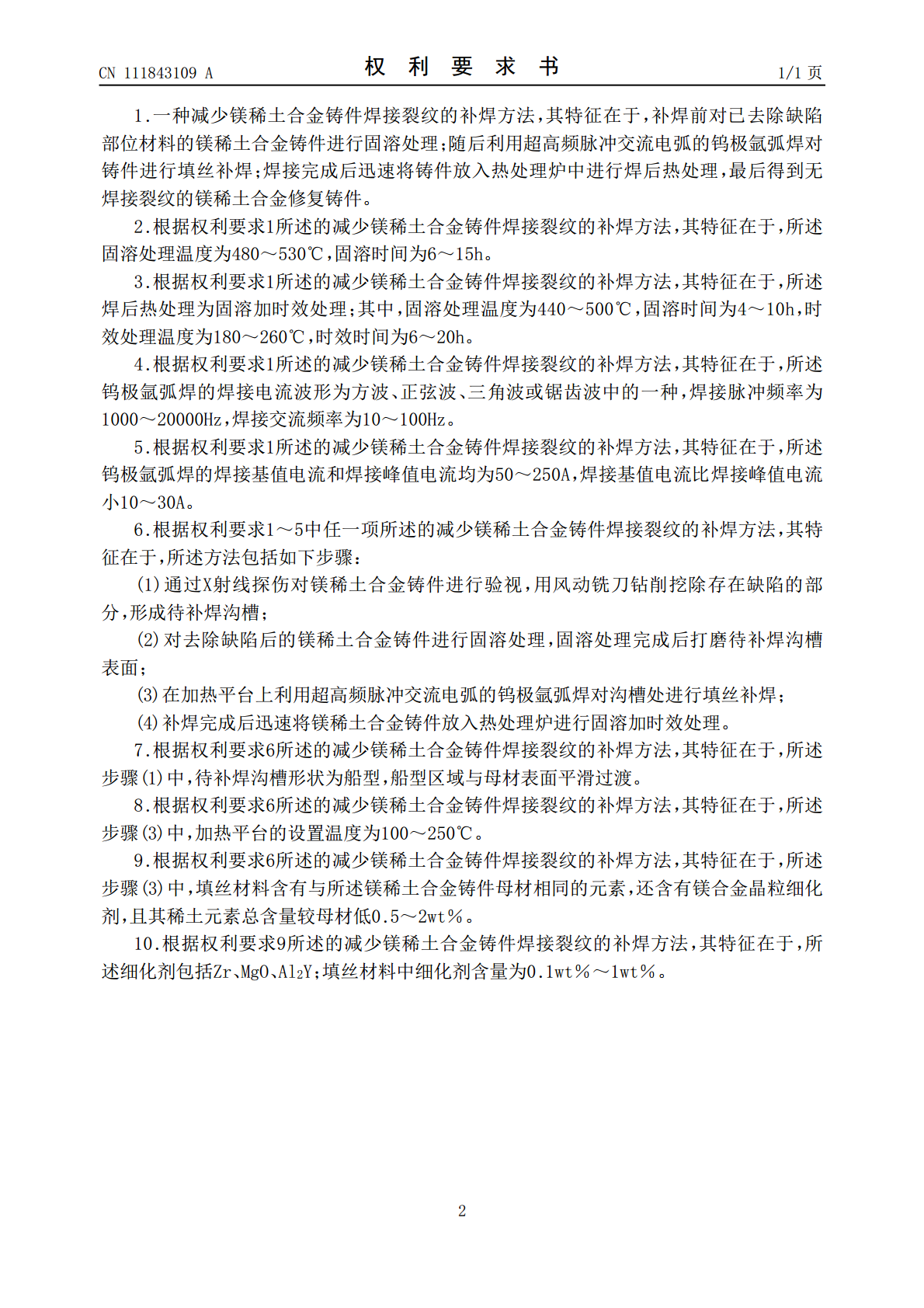
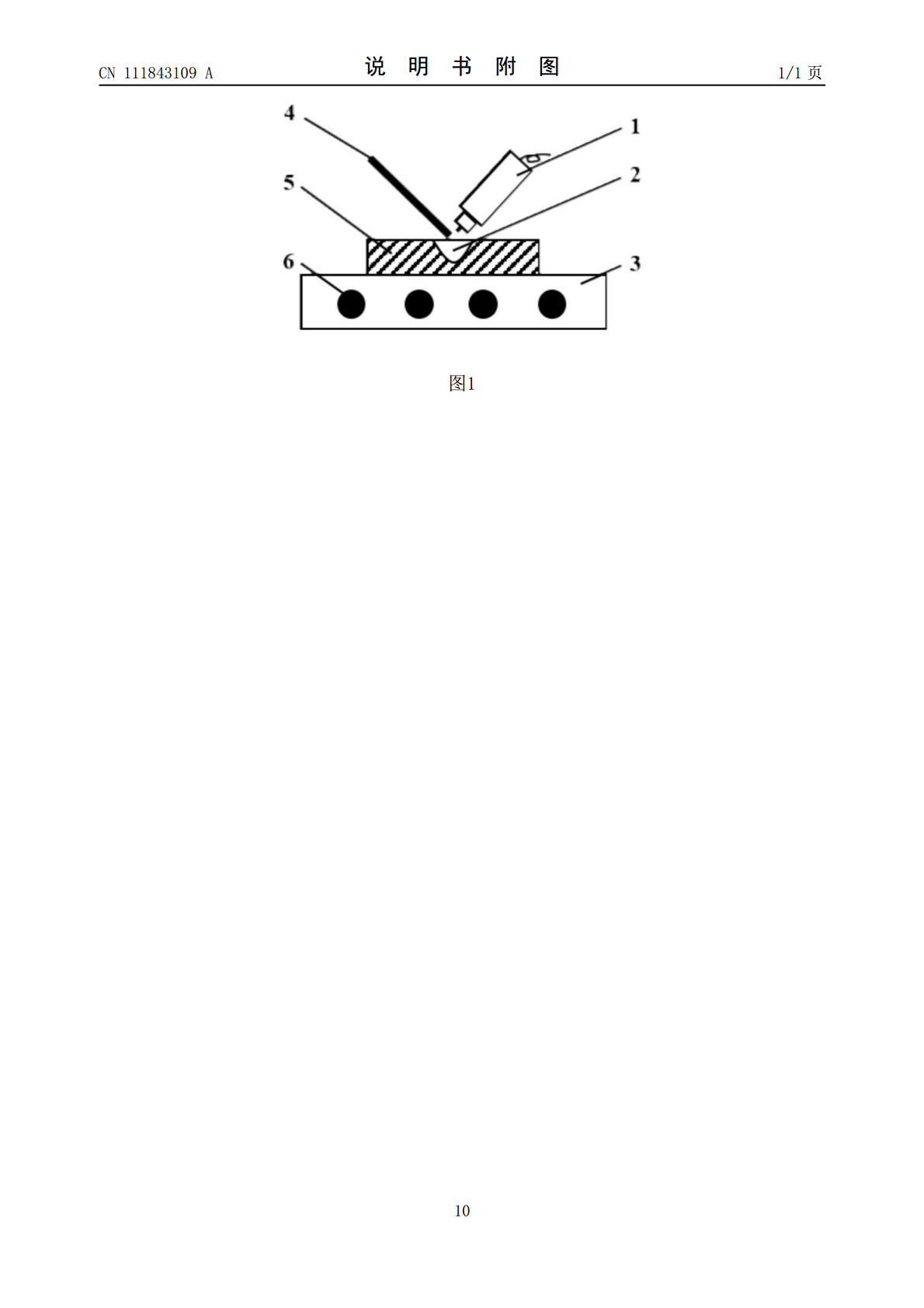
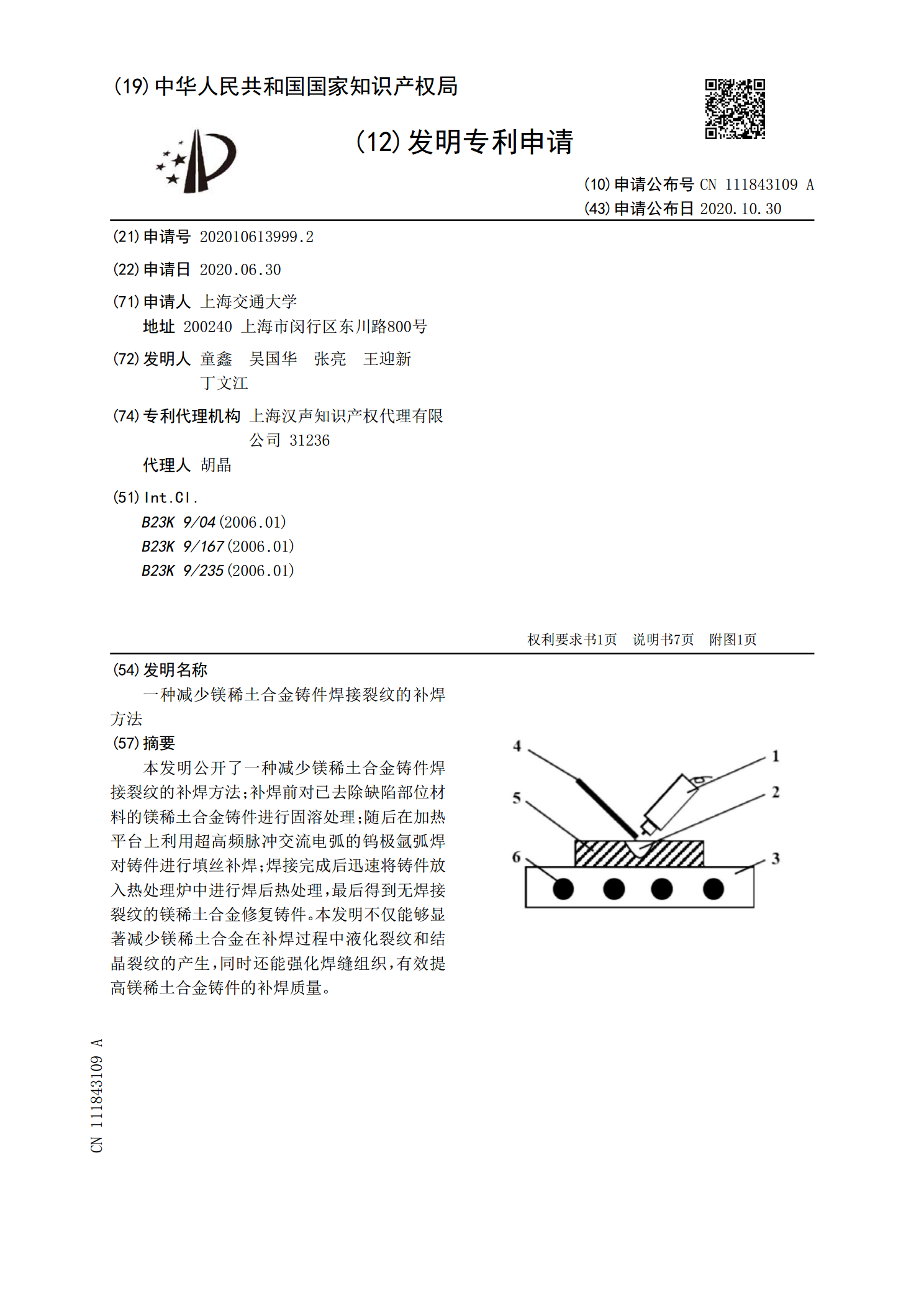
本发明公开了一种减少镁稀土合金铸件焊接裂纹的补焊方法;补焊前对已去除缺陷部位材料的镁稀土合金铸件进行固溶处理;随后在加热平台上利用超高频脉冲交流电弧的钨极氩弧焊对铸件进行填丝补焊;焊接完成后迅速将铸件放入热处理炉中进行焊后热处理,最后得到无焊接裂纹的镁稀土合金修复铸件。本发明不仅能够显著减少镁稀土合金在补焊过程中液化裂纹和结晶裂纹的产生,同时还能强化焊缝组织,有效提高镁稀土合金铸件的补焊质量。

一种减少镁锂合金工件内部缺陷的补焊方法.pdf
本发明公开了一种减少镁锂合金工件内部缺陷的补焊方法,其TIG补焊步骤的工艺参数需满足:焊丝直径1~4mm,焊接电流40~160A,氩气保护气的流量5~15L/min。镁锂合金工件补焊过程中的热影响区可分为固溶区和时效区,本发明对补焊后的镁锂合金工件进行固溶热处理,有利于减少焊接过程中存在的焊接热应力,同时使时效区的第二相固溶于基体中,使焊件整体得到了固溶强化,从而避免焊接过程中造成的时效软化。采用该焊接工艺所得到的焊缝力学性能优异,尤其是,焊缝的强度高;由该焊接工艺所得到的焊缝的成形性好,外观整齐,不发生
铝硅镁材质铝合金裂纹焊接方法.pdf
本发明涉及一种铝硅镁材质铝合金裂纹焊接方法,解决了传统氩弧焊焊接过程中会发生裂纹现象的问题。冷裂纹采用直径2.6‑4mm的等材匹配的焊丝,焊丝要求消氢,焊前清洗坡口保持金属光泽,焊丝和母材加热120℃‑150℃,采用99.99%高纯氩气保护,控制枪位填充焊丝,焊接工艺参数为:焊接电压为10‑13V,焊接电流根据工件大小控制为160‑260A,焊接速度为16‑22mm/min,氩气流量为10‑15L/min,压低钨极,焊丝与铸件保持60°‑70°倾斜角度,焊丝送填位置保持在氩气保护区,所述钨极是指镧‑钨、铈
一种避免镍基合金弯管出现补焊裂纹的焊接工艺方法.pdf
本发明公开了一种避免镍基合金弯管出现补焊裂纹的焊接工艺方法,其特征在于,包括以下步骤:1)利用碳弧气清除铸件的缺陷,并用砂轮打磨、清理表面;2)对清理后的表面进行PT检查,确认检查达到要求;3)先在缺陷部位的坡口面进行堆焊过渡层;4)对堆焊面进行检查,堆焊层厚度为3—4mm;5)堆焊层检验合格后,将产品整体放入加热炉内加热,加热到温度为180—220℃,保温2—3小时;6)进行填充焊接;7)填充焊接后打磨焊缝并检查产品焊接表面达到要求,完成了镍基合金弯管缺陷的补焊。本发明可以避免镍基合金弯管缺陷在补焊过程

镁稀土合金的焊接性研究.docx
镁稀土合金的焊接性研究随着现代工业的发展,高性能合金材料的需求与日俱增,镁稀土合金作为一种轻质、高强度、高刚性、高热稳定性的新型合金材料,拥有广阔的应用前景。然而,由于其特殊的化学成分和组织结构,使得其焊接性能成为该材料工程应用中的重要研究方向。本文将就镁稀土合金的焊接性能进行深入研究。一、镁稀土合金的特殊性能分析1.化学成分分析镁稀土合金是指以镁为基础,添加镧、铈、钕、铕、钐、铽、氧化铈等稀土元素的合金。镁稀土合金具有良好的高温力学性能和防腐蚀性能,耐热性能一般都在250~350℃之间,也可达到400℃