
电站除氧器滑动支座底板腰形孔制造方法.pdf

是翠****ng

1/10

2/10
3/10

4/10
5/10
6/10
7/10
8/10
9/10

10/10
在线预览结束,喜欢就下载吧,查找使用更方便
相关资料
电站除氧器滑动支座底板腰形孔制造方法.pdf
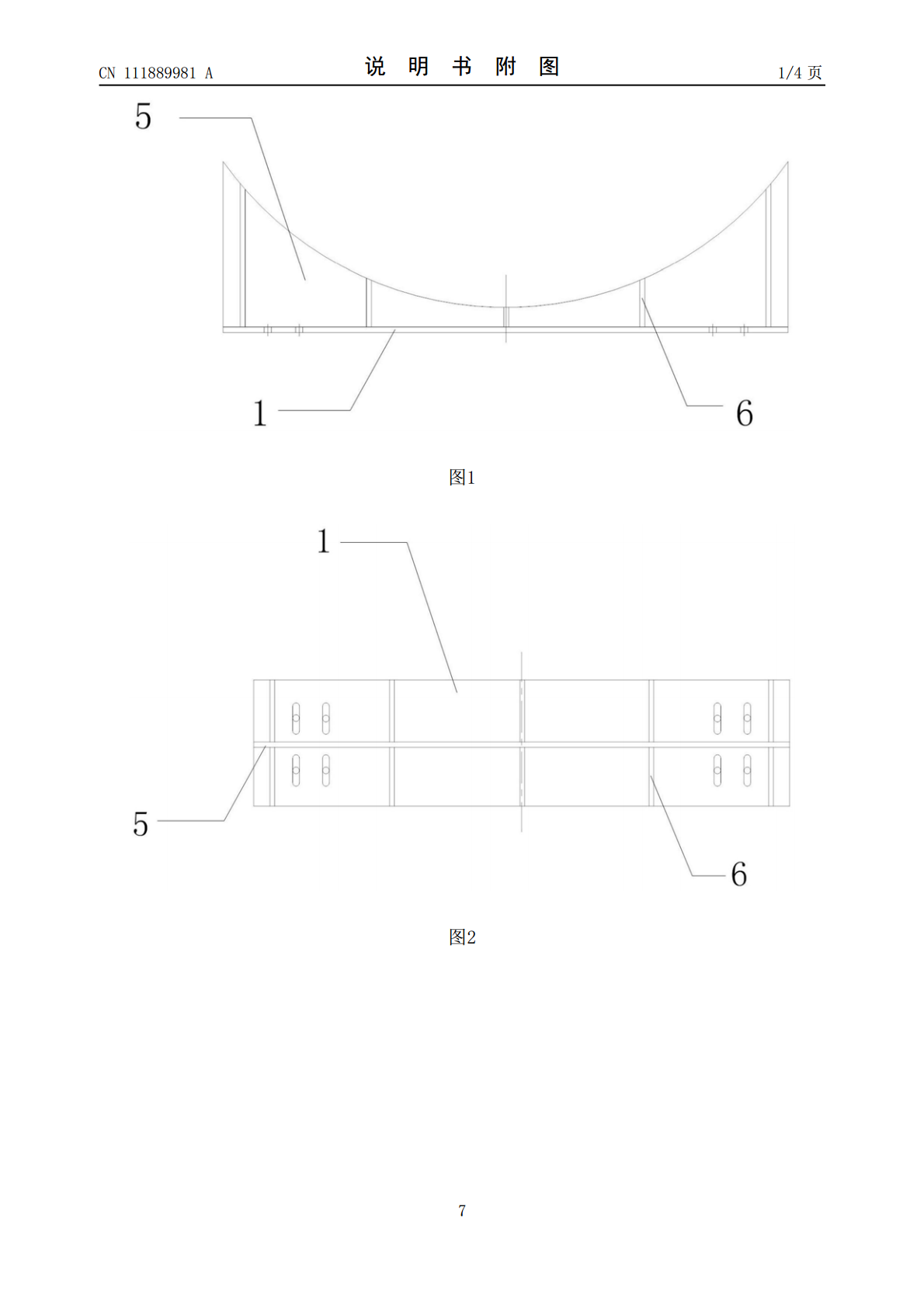
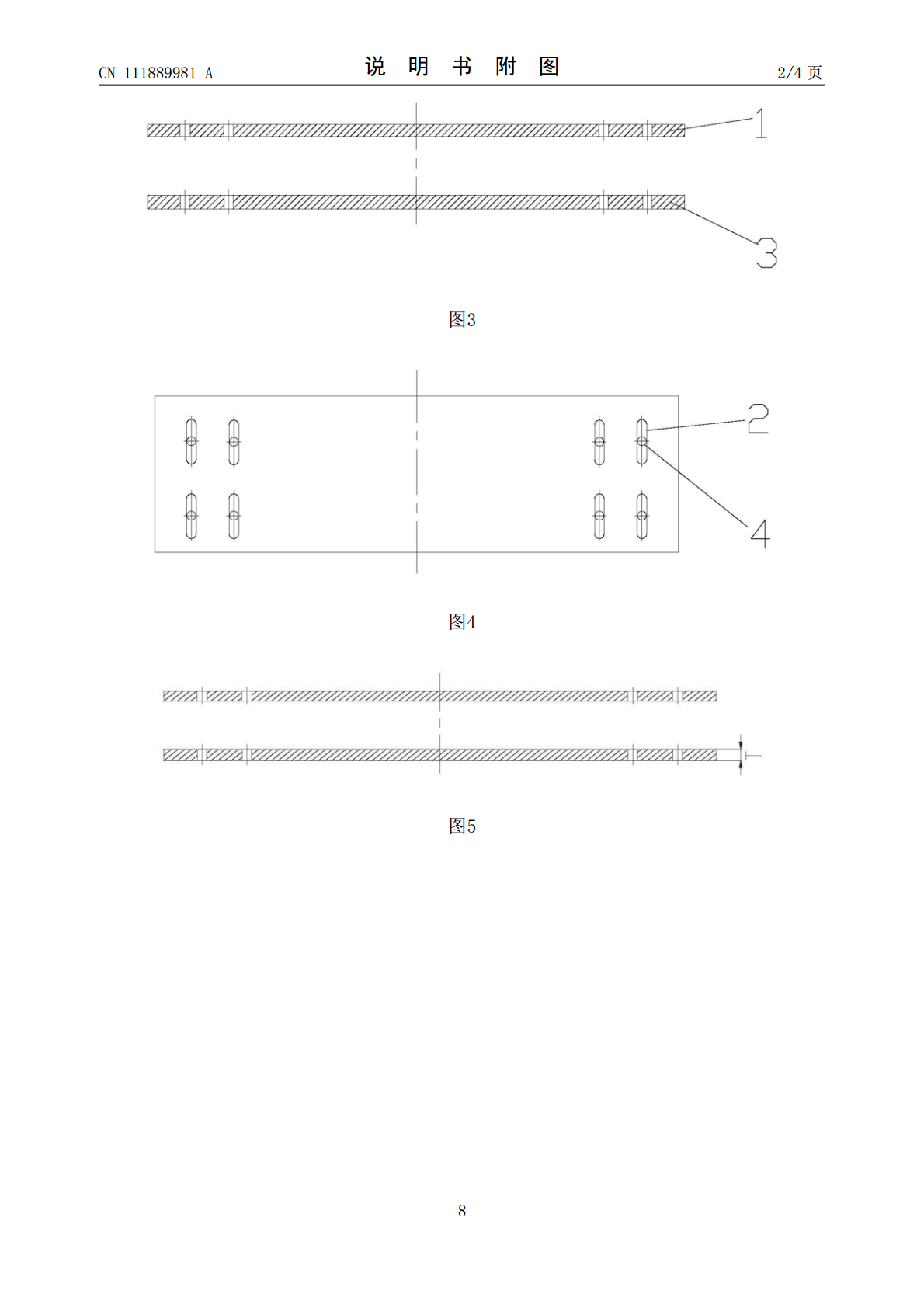
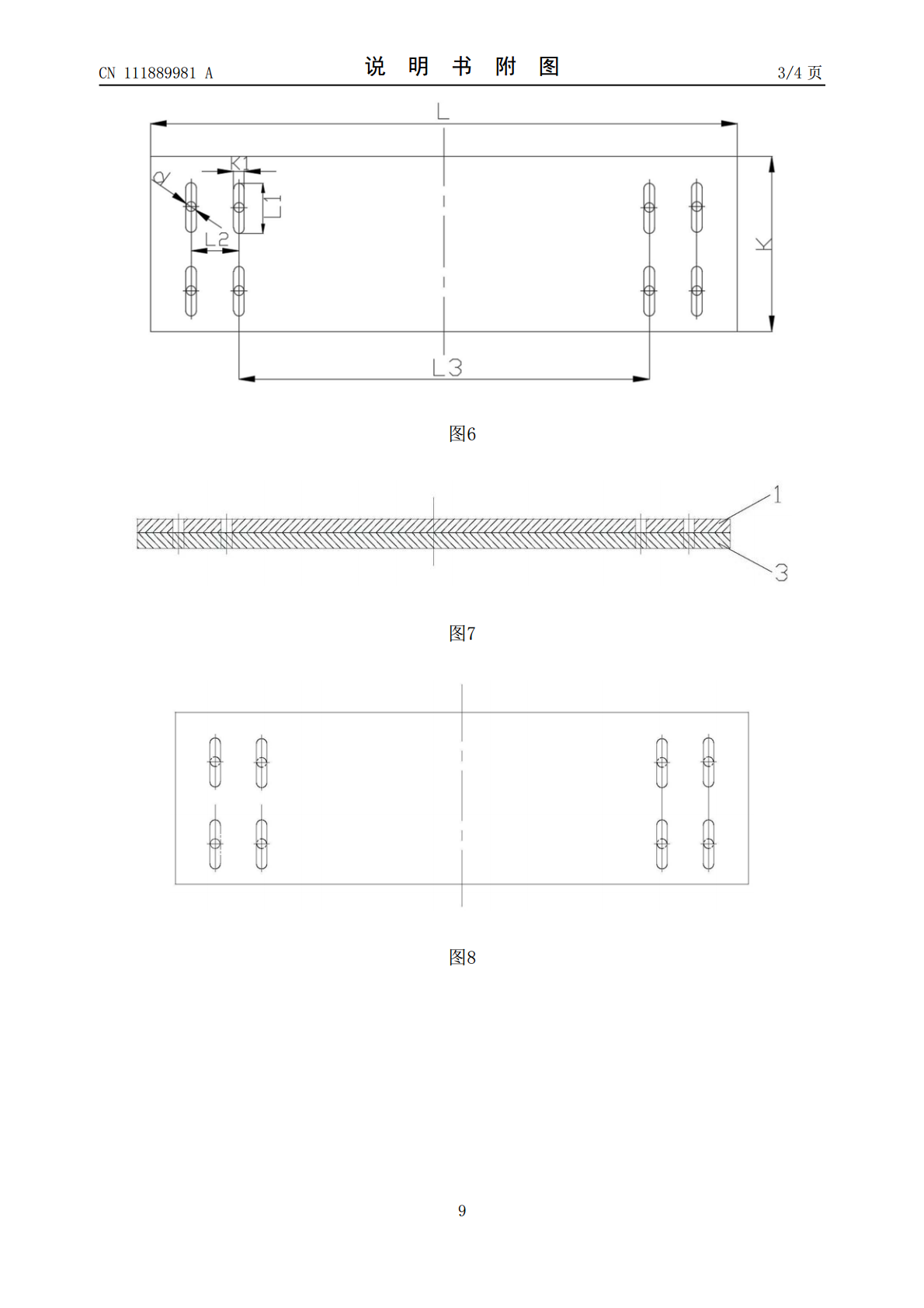
本发明提供了一种电站除氧器滑动支座底板腰形孔制造方法,属于大型卧式承压设备滑动支座设计和制造技术领域。本发明中底板和基础板分别数控气割下料,包括数控气割底板腰形孔成型:矫正底板和基础板平整;底板、立板和筋板装焊成支座组件;矫正底板平整;将支座组件放倒至底板平面处于垂直位置固定;机加底板机加面,包括单独机加基础板与底板相对一侧平面;将基础板机加面与底板机加面相对扣装夹固定,在基础板上以底板腰形孔的位置确定圆心或划出同心圆孔位置线后,做配对标记、拆开;钻基础板圆孔;工地安装时,底板与基础板按配对标记安装。本发

电站除氧器高加疏水装置腰形孔接管的制作方法.pdf
电站除氧器高加疏水装置腰形孔接管的制作方法。传统的接管在加工腰型孔时需要在成型的接管上逐个划线和预钻孔、镗铣腰形孔,且需要多次调整、找正、固定接管方位和角度,耗时费力。本发明方法包括将待卷制成接管的展开钢板用数控切割,割出全部腰形孔,在展开钢板的四边上设置纵、环缝留坡口加工余量,然后依次进行如下步骤:矫正钢板→加工纵、环缝坡口→压力机预弯→卷板机卷圆→纵缝坡口处装焊纵缝→卷板机校圆。本发明应用于电站除氧器高加疏水装置腰形孔接管的制作。
一种腰形孔加工方法.pdf
一种腰形孔加工方法,包括以下步骤:第一步、在待加工腰形孔的位置进行初步镗孔。第二步、将阶梯铣刀按照待加工的腰形孔的大小进行分级。在加工两头圆形部位时,采用前部小于两头圆形的台阶铣刀铣。在加工中部通孔时,采用中部大于两头圆形槽的台阶铣刀铣,以初步所镗的孔为基础向外侧扩张,公差1-3微米。第三步、最后进行除毛刺处理。本方法能加快工作节奏,节省刀具,加工的腰形孔质量更好,对腰形孔周围的金属破坏程度更小。

腰形孔拉刀设计.docx
腰形孔拉刀设计设计任务在拉床上使用拉刀加工工件的工艺过程称为拉削加工。拉削主要用于大批量生产中加工各种形状的通孔、平面及成形面等。拉刀是一种定型刀具,在一次拉削中完成粗切、精切、校准、修光操作,切除被加工表面的全部加工余量,生产率高,加工质量高。但一把拉刀只适宜于一种规格尺寸的孔或槽,拉刀制造复杂,且成本高,只用于大批量生产中。本设计的拉刀用于加工图示的腰形孔,该腰形孔是适用于拉削的典型表面形状。预制腰形孔的情况如图,所用拉床为L6120设计计算根据预制孔的情况及零件图的要求,决定采用同廓式(层拔式)拉削
一种分段式电站除氧器喷嘴阀座、装配夹具及制造方法.pdf
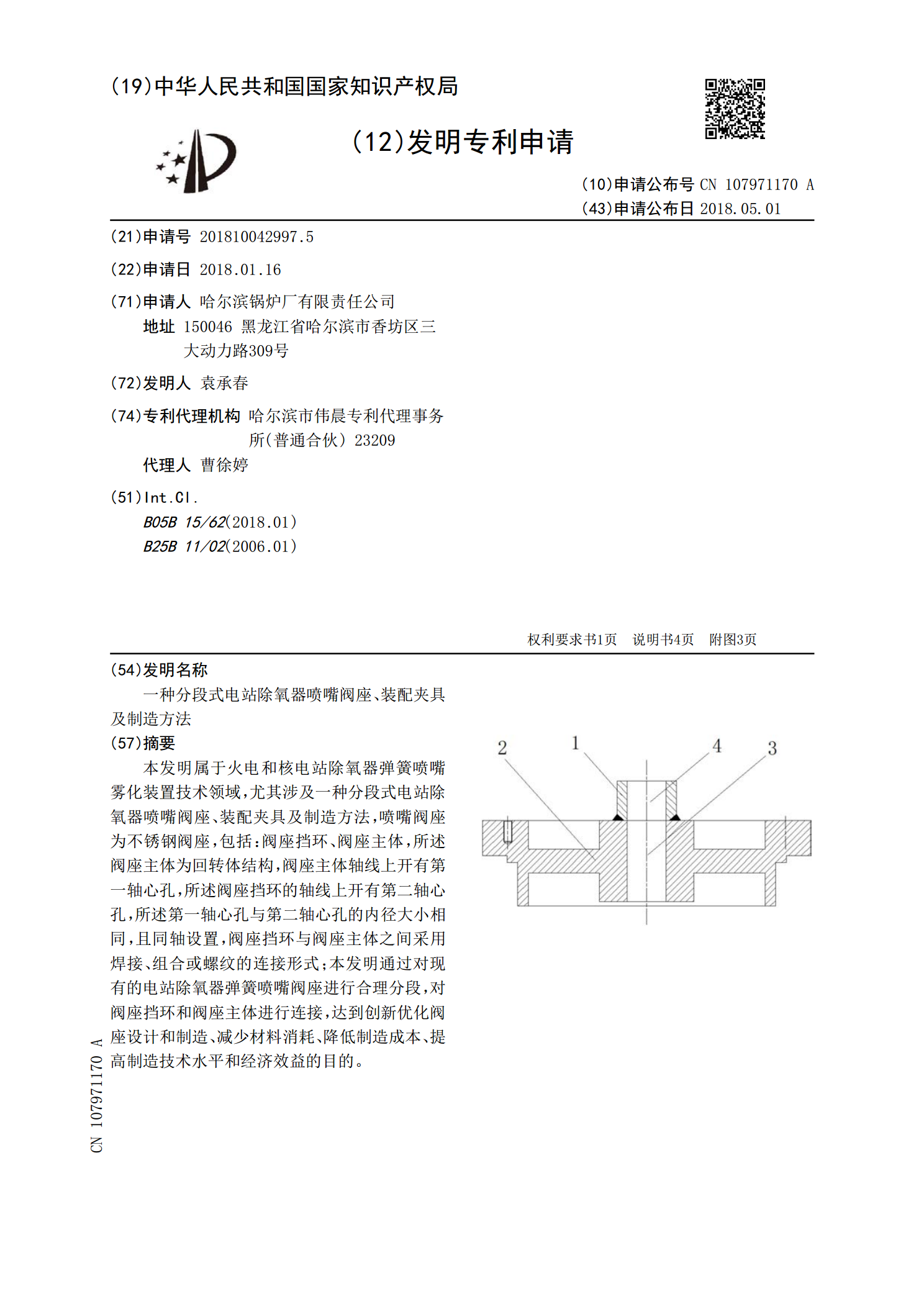
本发明属于火电和核电站除氧器弹簧喷嘴雾化装置技术领域,尤其涉及一种分段式电站除氧器喷嘴阀座、装配夹具及制造方法,喷嘴阀座为不锈钢阀座,包括:阀座挡环、阀座主体,所述阀座主体为回转体结构,阀座主体轴线上开有第一轴心孔,所述阀座挡环的轴线上开有第二轴心孔,所述第一轴心孔与第二轴心孔的内径大小相同,且同轴设置,阀座挡环与阀座主体之间采用焊接、组合或螺纹的连接形式;本发明通过对现有的电站除氧器弹簧喷嘴阀座进行合理分段,对阀座挡环和阀座主体进行连接,达到创新优化阀座设计和制造、减少材料消耗、降低制造成本、提高制造技