
一种腰形孔加工方法.pdf

慧颖****23

1/4
2/4
3/4
4/4
在线预览结束,喜欢就下载吧,查找使用更方便
相关资料
一种腰形孔加工方法.pdf
一种腰形孔加工方法,包括以下步骤:第一步、在待加工腰形孔的位置进行初步镗孔。第二步、将阶梯铣刀按照待加工的腰形孔的大小进行分级。在加工两头圆形部位时,采用前部小于两头圆形的台阶铣刀铣。在加工中部通孔时,采用中部大于两头圆形槽的台阶铣刀铣,以初步所镗的孔为基础向外侧扩张,公差1-3微米。第三步、最后进行除毛刺处理。本方法能加快工作节奏,节省刀具,加工的腰形孔质量更好,对腰形孔周围的金属破坏程度更小。
电站除氧器滑动支座底板腰形孔制造方法.pdf
本发明提供了一种电站除氧器滑动支座底板腰形孔制造方法,属于大型卧式承压设备滑动支座设计和制造技术领域。本发明中底板和基础板分别数控气割下料,包括数控气割底板腰形孔成型:矫正底板和基础板平整;底板、立板和筋板装焊成支座组件;矫正底板平整;将支座组件放倒至底板平面处于垂直位置固定;机加底板机加面,包括单独机加基础板与底板相对一侧平面;将基础板机加面与底板机加面相对扣装夹固定,在基础板上以底板腰形孔的位置确定圆心或划出同心圆孔位置线后,做配对标记、拆开;钻基础板圆孔;工地安装时,底板与基础板按配对标记安装。本发
一种强化玻璃内形孔的加工方法及加工设备.pdf
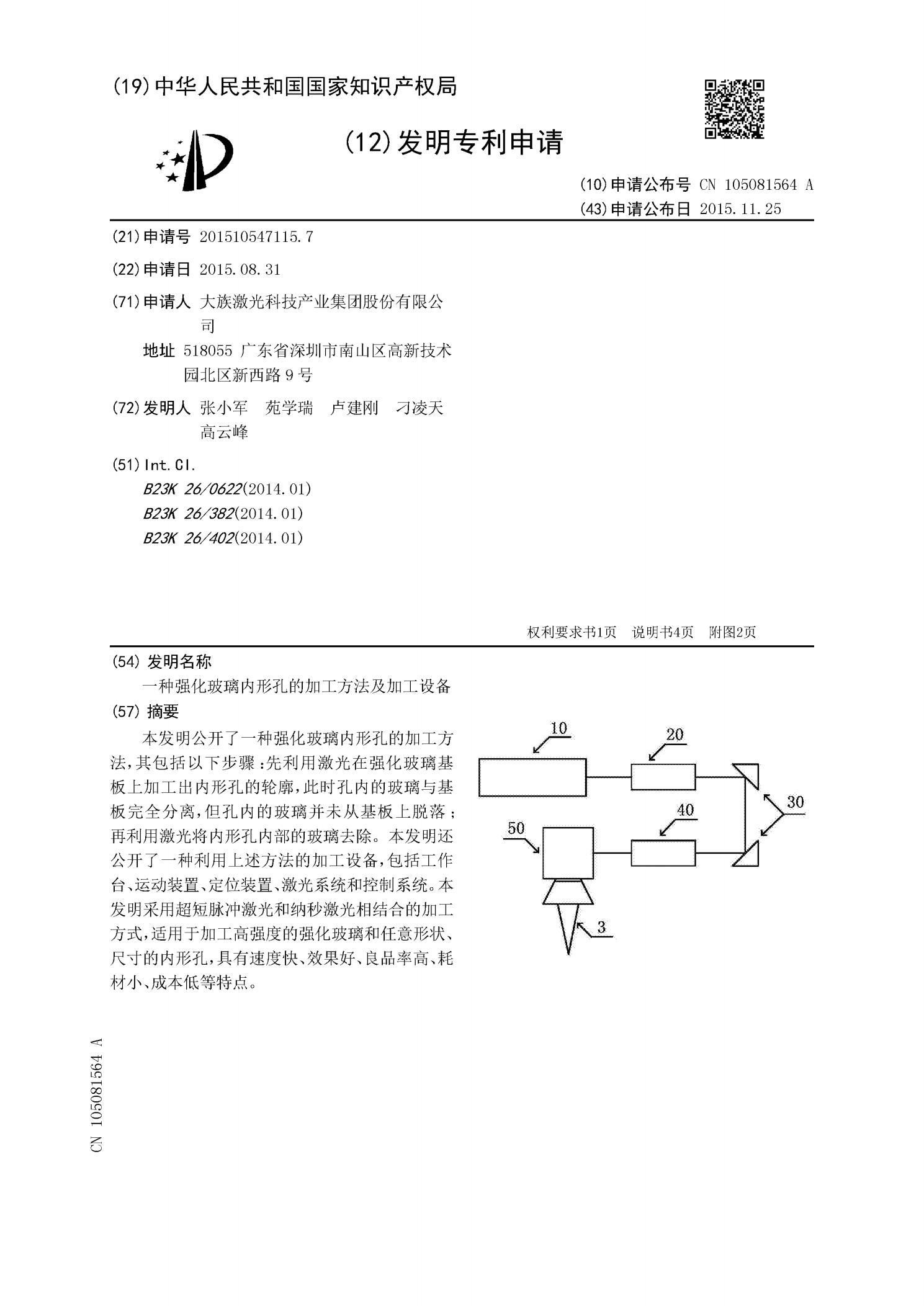
本发明公开了一种强化玻璃内形孔的加工方法,其包括以下步骤:先利用激光在强化玻璃基板上加工出内形孔的轮廓,此时孔内的玻璃与基板完全分离,但孔内的玻璃并未从基板上脱落;再利用激光将内形孔内部的玻璃去除。本发明还公开了一种利用上述方法的加工设备,包括工作台、运动装置、定位装置、激光系统和控制系统。本发明采用超短脉冲激光和纳秒激光相结合的加工方式,适用于加工高强度的强化玻璃和任意形状、尺寸的内形孔,具有速度快、效果好、良品率高、耗材小、成本低等特点。

腰形孔工件定位锁紧机构.pdf
本发明提供一种腰形孔工件定位锁紧机构,工件具有腰形孔,锁紧机构包括连接座、伸缩杆、弹簧和螺钉;连接座的两侧具有固定孔,中间具有放置弹簧和伸缩杆的水平中心孔,连接座顶部垂直水平中心孔处设有螺纹孔,该螺纹孔处设有起制动作用的螺钉,连接座通过两侧固定孔固定在机床上;伸缩杆为T形杆,与弹簧配合,设置在连接座的一侧,装配于连接座中心孔处,伸缩杆压制弹簧与连接座形成相对运动,连接座顶部插销具有阻止伸缩杆移动的作用,伸缩杆具有配合插销制动的水平凹槽。该腰形孔工件定位锁紧机构,推动手柄,将工件套在腰形杆上;松开手柄,利用

腰形孔拉刀设计doc.doc
腰形孔拉刀设计南海广播电视大学学习中心邹晔设计任务在拉床上使用拉刀加工工件的工艺过程称为拉削加工。拉削主要用于大批量生产中加工各种形状的通孔、平面及成形面等。拉刀是一种定型刀具,在一次拉削中完成粗切、精切、校准、修光操作,切除被加工表面的全部加工余量,生产率高,加工质量高。但一把拉刀只适宜于一种规格尺寸的孔或槽,拉刀制造复杂,且成本高,只用于大批量生产中。本设计的拉刀用于加工图示的腰形孔,该腰形孔是适用于拉削的典型表面形状。预制腰形孔的情况如图,所用拉床为L6120设计计算