
用于加热机座的整形装置及加热机座平面度整形处理工艺.pdf

听云****君哇


1/8
2/8
3/8

4/8
5/8

6/8
7/8
8/8
在线预览结束,喜欢就下载吧,查找使用更方便
相关资料
用于加热机座的整形装置及加热机座平面度整形处理工艺.pdf
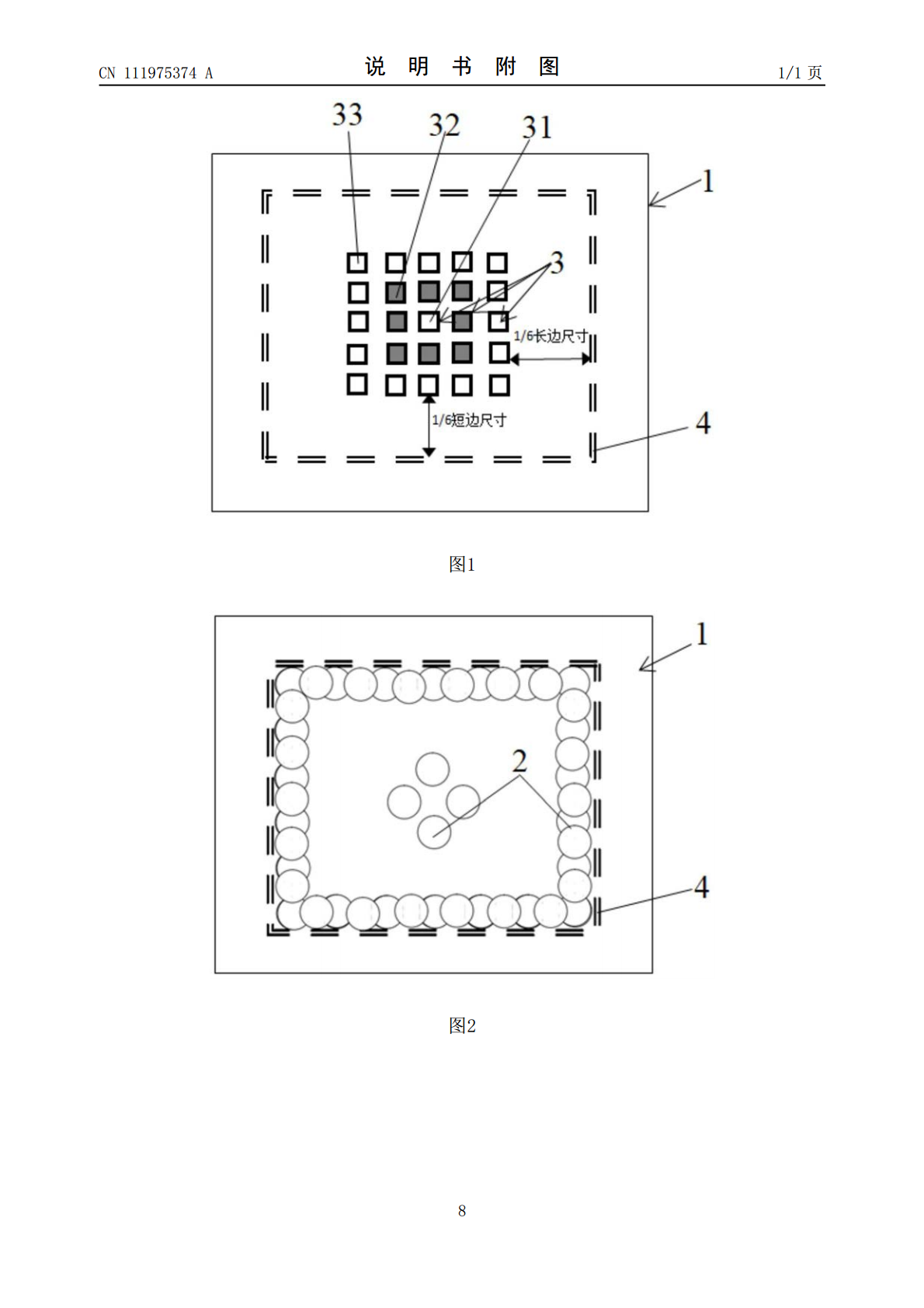
本发明公开了一种用于加热机座的整形装置,包括热整形炉、配重块和云母片,所述热整形炉的炉内平台用于放置加热机座,云母片设置在炉内平台上,云母片的一侧与炉内平台贴合,云母片的另一侧与加热机座的下表面贴合,配重块铺设在加热机座的上表面。炉内平台与加热机座接触区域为不锈钢制品,炉内平台的平台平面度大小≤0.5mm,表面形状为纯平。配重块铺设在待整形加热机座的中心和四条边,在中心位置配重块按“十”字进行摆铺,铺一层;四条边位置铺设共两层,交错铺设。炉内平台上待整形加热机座所需覆盖的区域铺设若干云母片。本发明还提供了
加热整形装置.pdf
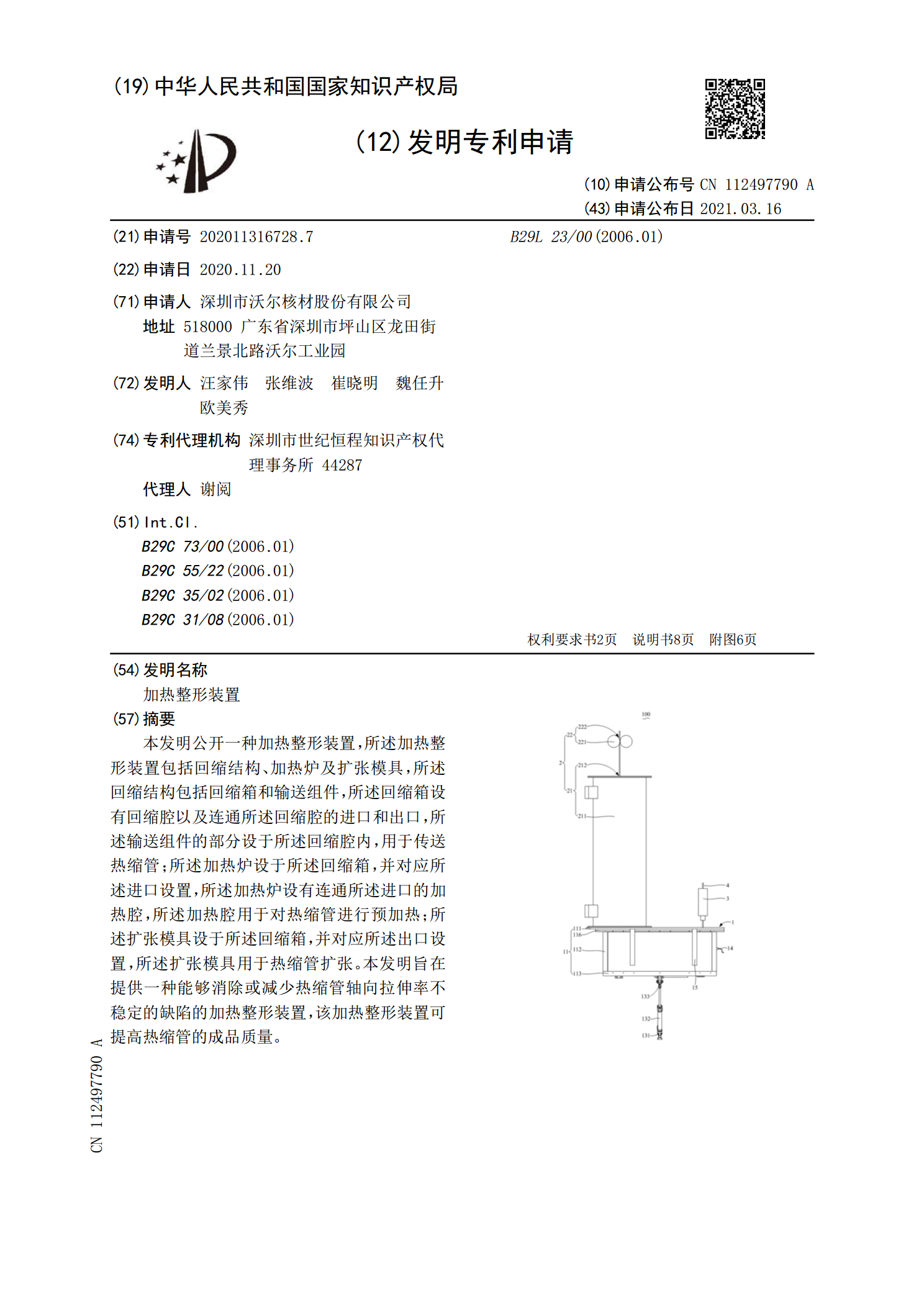
本发明公开一种加热整形装置,所述加热整形装置包括回缩结构、加热炉及扩张模具,所述回缩结构包括回缩箱和输送组件,所述回缩箱设有回缩腔以及连通所述回缩腔的进口和出口,所述输送组件的部分设于所述回缩腔内,用于传送热缩管;所述加热炉设于所述回缩箱,并对应所述进口设置,所述加热炉设有连通所述进口的加热腔,所述加热腔用于对热缩管进行预加热;所述扩张模具设于所述回缩箱,并对应所述出口设置,所述扩张模具用于热缩管扩张。本发明旨在提供一种能够消除或减少热缩管轴向拉伸率不稳定的缺陷的加热整形装置,该加热整形装置可提高热缩管的

动车风机电机机座感应加热工艺研究.docx
动车风机电机机座感应加热工艺研究动车风机电机机座感应加热工艺研究摘要:本文针对动车风机电机机座加热工艺进行研究,采用感应加热技术实现对机座的加热。通过对机座加热的原理、工艺参数以及加热效果等方面的研究,为提高动车风机电机机座加热工艺的效率和质量提供了一定的理论和实践依据。关键词:动车风机电机机座;感应加热;工艺研究;加热效果;效率提升;质量控制引言动车风机电机在使用过程中需要保持一定的工作温度,以提高其性能和寿命。机座作为风机电机的重要组成部分,其温度的高低直接影响到整个设备的工作效率和稳定性。传统的加热
铝型材挤压成型平面度整形方法及整形装置.pdf
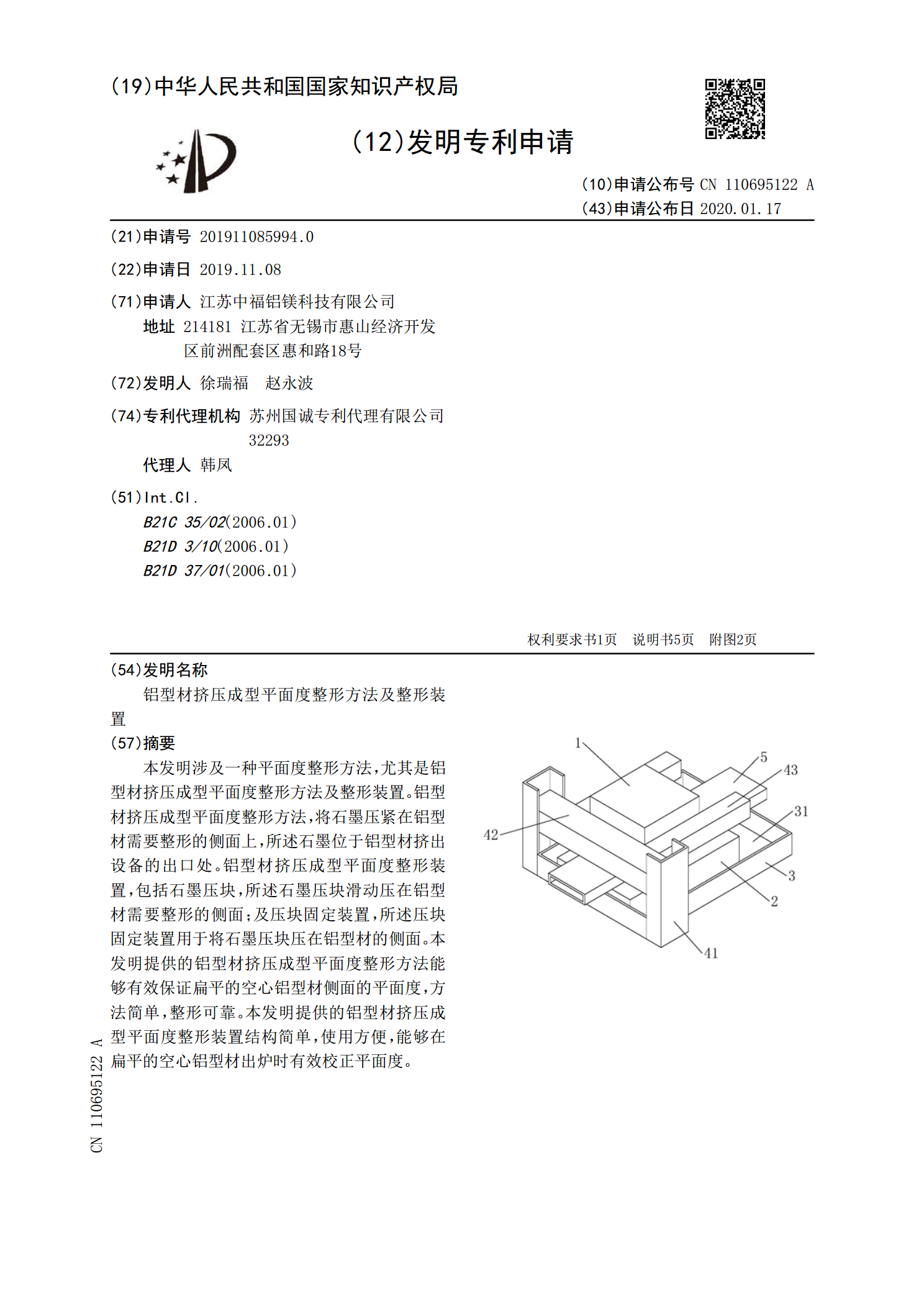
本发明涉及一种平面度整形方法,尤其是铝型材挤压成型平面度整形方法及整形装置。铝型材挤压成型平面度整形方法,将石墨压紧在铝型材需要整形的侧面上,所述石墨位于铝型材挤出设备的出口处。铝型材挤压成型平面度整形装置,包括石墨压块,所述石墨压块滑动压在铝型材需要整形的侧面;及压块固定装置,所述压块固定装置用于将石墨压块压在铝型材的侧面。本发明提供的铝型材挤压成型平面度整形方法能够有效保证扁平的空心铝型材侧面的平面度,方法简单,整形可靠。本发明提供的铝型材挤压成型平面度整形装置结构简单,使用方便,能够在扁平的空心铝型
一种用于玻璃器皿加热整形设备.pdf
本发明公开了一种用于玻璃器皿加热整形设备,包括工作台和固定在工作台底部两侧的支腿,所述工作台顶部的左侧固定连接有纵向架板,且工作台顶部的右侧固定连接有横向架板,所述横向架板上设置有工件定位单元,本发明涉及玻璃器皿加工技术领域。该用于玻璃器皿加热整形设备,通过在横向架板上设置工件定位单元,利用第一电机提供动力输出,经过两个齿轮的啮合,配合转动板和固定座,可以使得两个半弧架座可以张开或者收拢,在放置玻璃器皿时,无需单个依次放置,可以实现一摞玻璃器皿放置后自动化处理过程,极大的节省了人力的繁琐操作过程,配合调节