
一种全自动快速淬火锻造车轮热处理炉及其热处理方法.pdf

邻家****66

1/10

2/10

3/10

4/10

5/10

6/10

7/10
8/10

9/10
10/10
在线预览结束,喜欢就下载吧,查找使用更方便
相关资料

一种全自动快速淬火锻造车轮热处理炉及其热处理方法.pdf
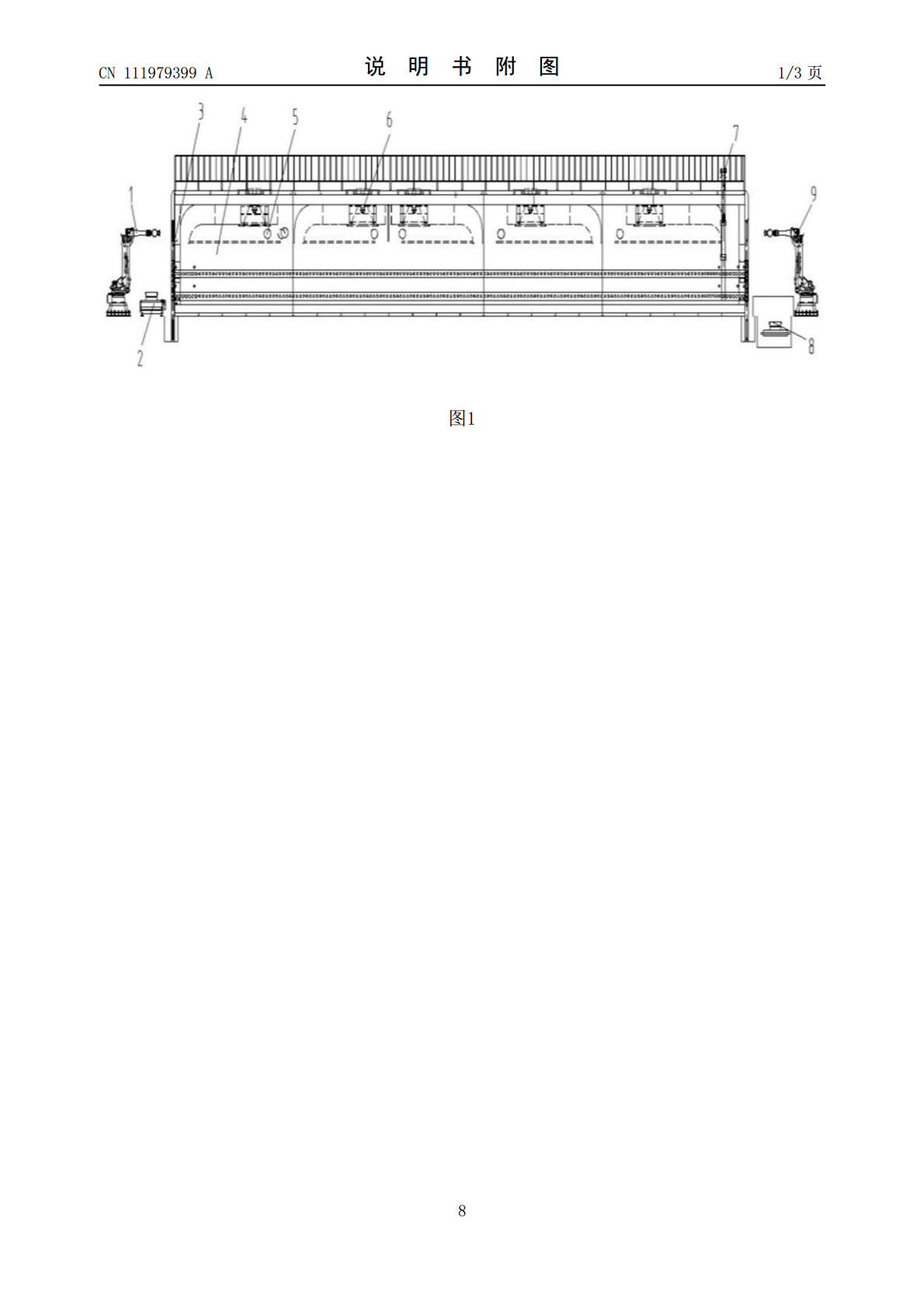
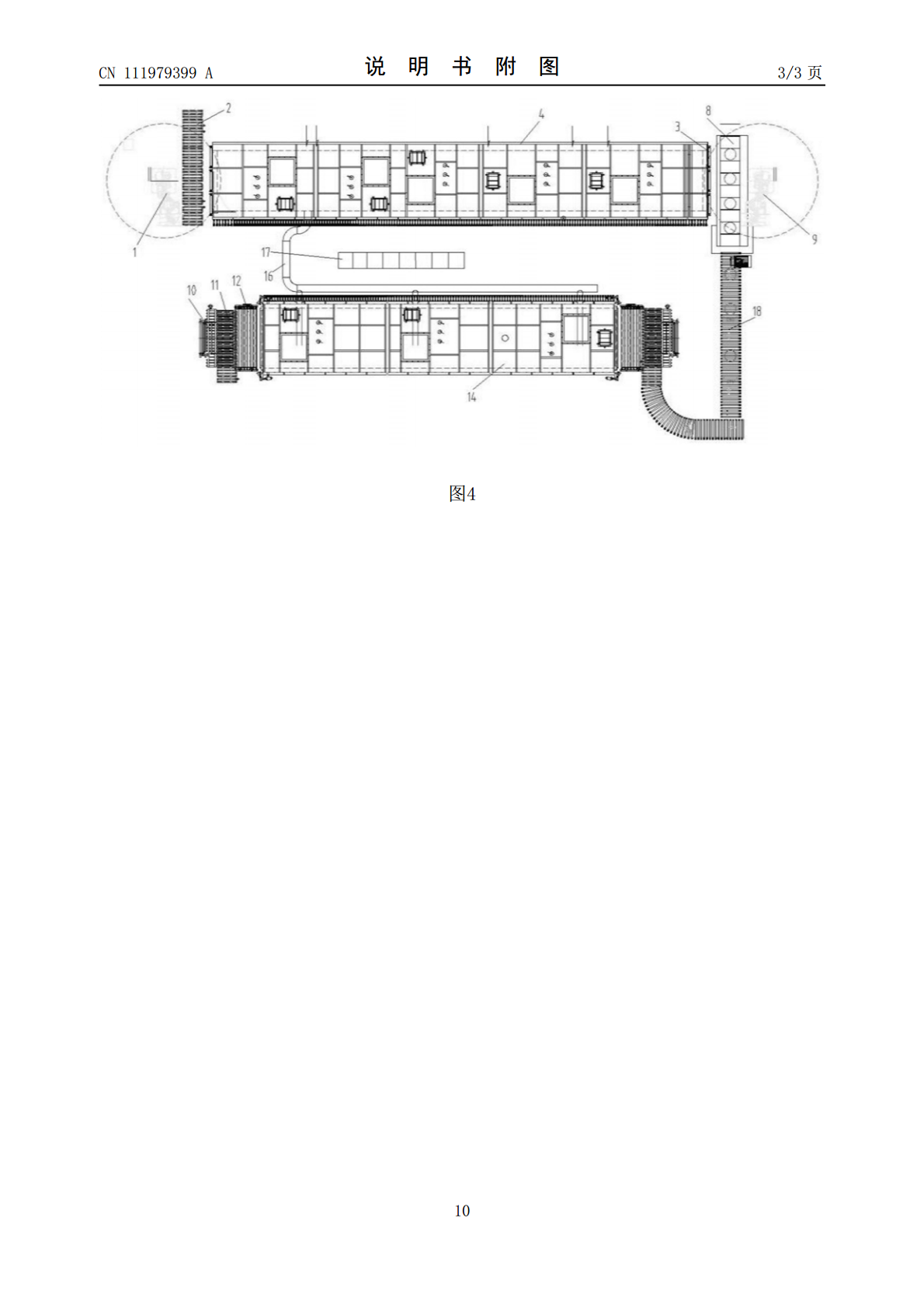
本发明公开了一种全自动快速淬火锻造车轮热处理炉及其热处理方法,处理炉包括上料辊道、固溶炉门机构、固溶炉、淬火机构、时效炉炉门机构、时效炉和输送辊道,所述固溶炉和时效炉内部上方均安装有燃烧系统,下方均设有辊棒机构;所述固溶炉门机构,所述固溶炉门机构包括固溶炉进料门和固溶炉出料门,且靠近固溶炉出料门的固溶炉内壁上设有中间门机构,所述出料门机构的外侧设有淬火机构;所述固溶炉进料门的外侧设有上料辊道;所述时效炉炉门机构包括时效炉进料门和时效炉出料门,所述时效炉出料门侧边设有时效炉出料辊道。本发明的全自动快速淬火锻

一种抗氧化锻造用真空热处理炉及其热处理方法.pdf
本发明涉及真空热处理炉技术领域,且公开了一种抗氧化锻造用真空热处理炉,包括真空炉箱,真空炉箱的底部设置有底座,底座上表面的外侧卡接有环形垫板,真空炉箱下表面的外侧开设有与环形垫板相适配的密封槽。该抗氧化锻造用真空热处理炉及其热处理方法,通过底座、加热装置和通风孔之间的配合,利用加热装置中横向通风槽的顶部固定安装有分流块,且分流块的左右两侧均开设有六十度的内凹槽,便于对烧嘴主体中喷射的热气进行分流,利用横向通风槽与烧嘴主体呈九十度夹角,采用分流的方式,有效提高提高热处理产品的质量,通过在U形座的顶部固定连接
铁路车轮热处理加热炉及其热处理工艺方法.pdf
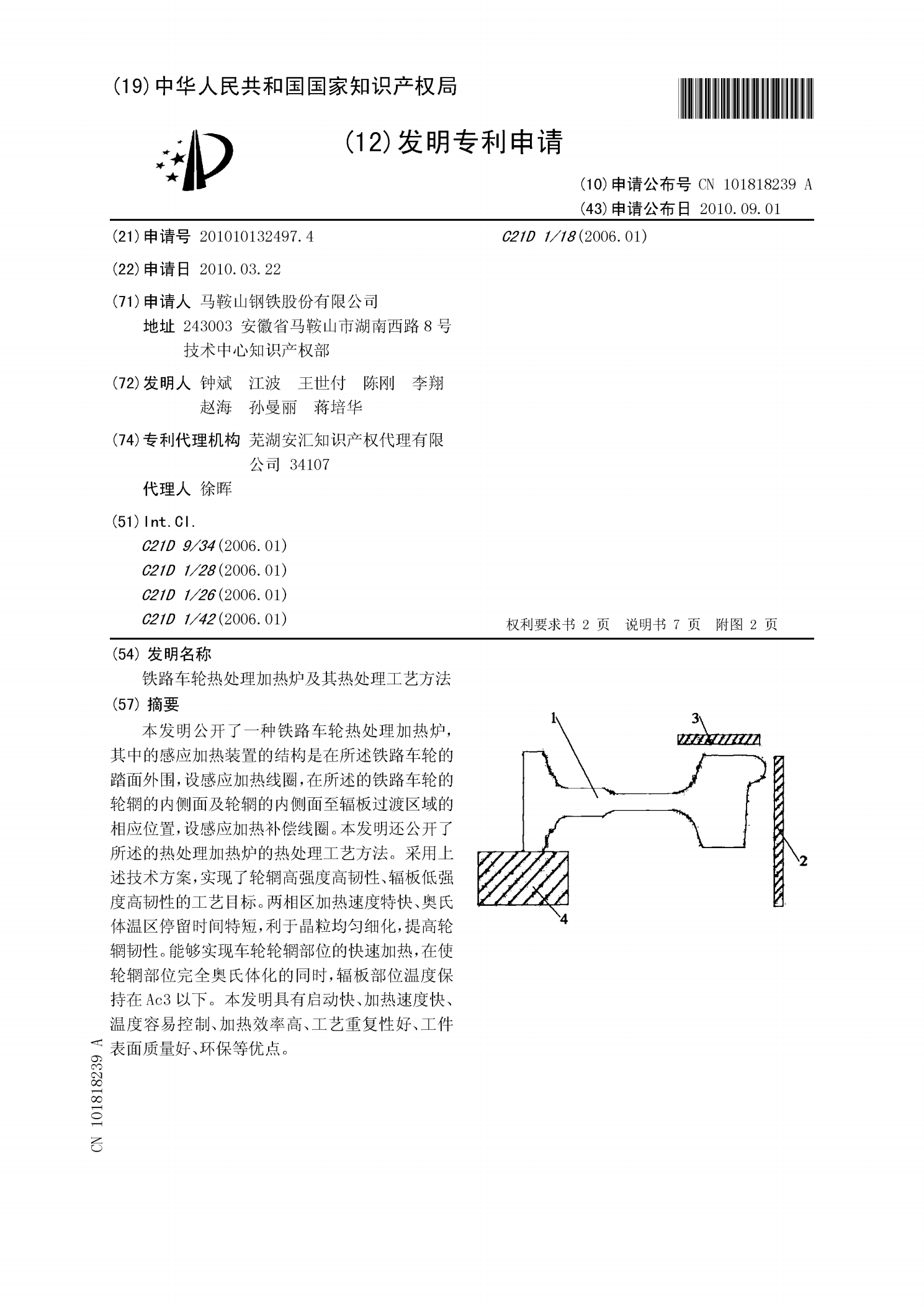
本发明公开了一种铁路车轮热处理加热炉,其中的感应加热装置的结构是在所述铁路车轮的踏面外围,设感应加热线圈,在所述的铁路车轮的轮辋的内侧面及轮辋的内侧面至辐板过渡区域的相应位置,设感应加热补偿线圈。本发明还公开了所述的热处理加热炉的热处理工艺方法。采用上述技术方案,实现了轮辋高强度高韧性、辐板低强度高韧性的工艺目标。两相区加热速度特快、奥氏体温区停留时间特短,利于晶粒均匀细化,提高轮辋韧性。能够实现车轮轮辋部位的快速加热,在使轮辋部位完全奥氏体化的同时,辐板部位温度保持在Ac3以下。本发明具有启动快、加热速
一种热处理井式炉淬火工装及其装配方法.pdf
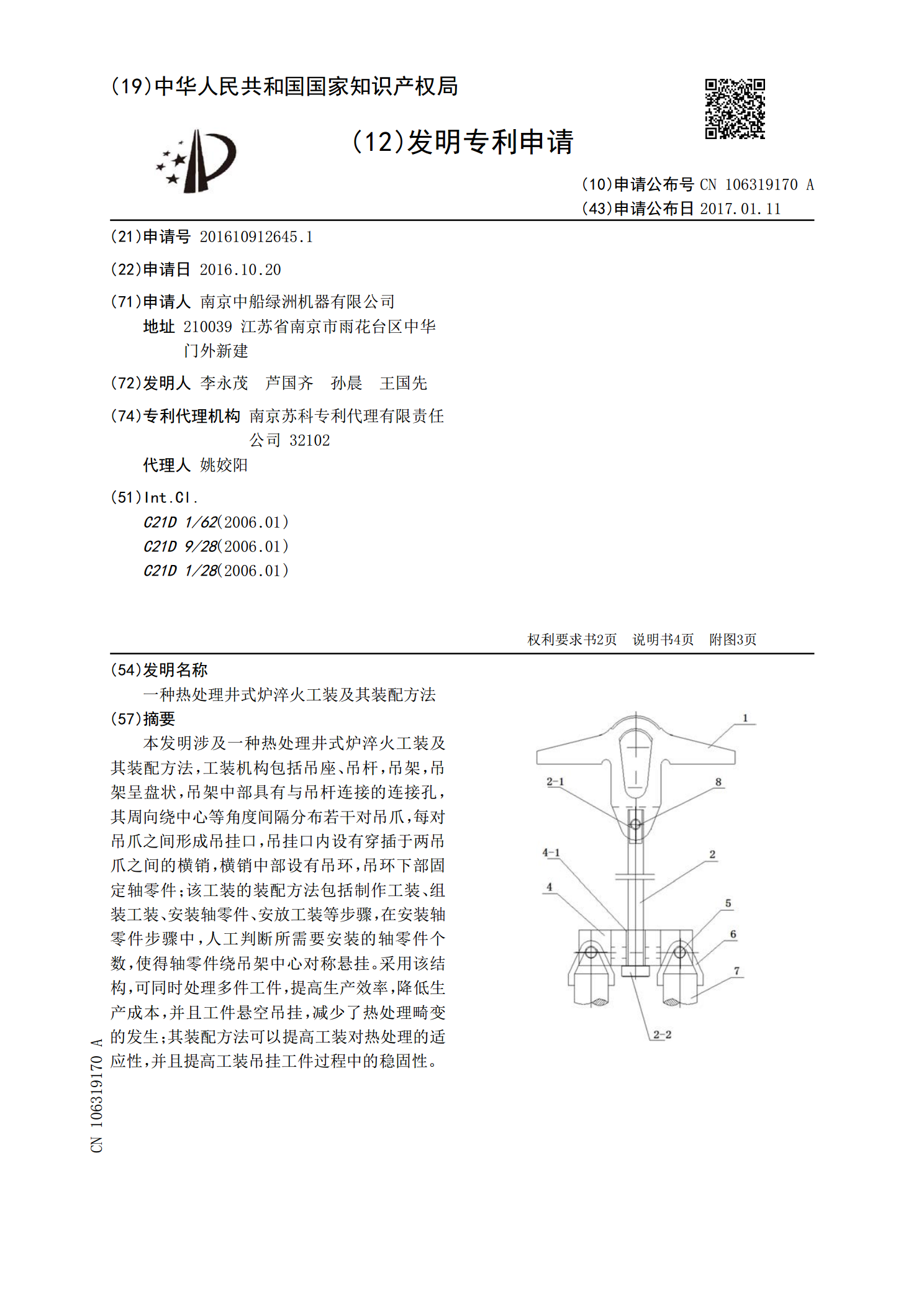
本发明涉及一种热处理井式炉淬火工装及其装配方法,工装机构包括吊座、吊杆,吊架,吊架呈盘状,吊架中部具有与吊杆连接的连接孔,其周向绕中心等角度间隔分布若干对吊爪,每对吊爪之间形成吊挂口,吊挂口内设有穿插于两吊爪之间的横销,横销中部设有吊环,吊环下部固定轴零件;该工装的装配方法包括制作工装、组装工装、安装轴零件、安放工装等步骤,在安装轴零件步骤中,人工判断所需要安装的轴零件个数,使得轴零件绕吊架中心对称悬挂。采用该结构,可同时处理多件工件,提高生产效率,降低生产成本,并且工件悬空吊挂,减少了热处理畸变的发生;

一种热处理炉用台车及其安装方法和热处理炉.pdf
本发明提供了一种热处理炉用台车及其安装方法和热处理炉。热处理炉包括喷火嘴,台车包括移动机构、耐火层以及垫铁机构,其中,移动机构包括移动本体以及与移动本体连接的轮组;耐火层设置在移动本体上;垫铁机构设置在耐火层上,垫铁机构用于放置待热处理的工件,垫铁机构包括垂直于台车进炉方向设置的若干相互平行且等高的支撑垫片以及若干沿台车进炉方向设置在支撑垫片上的支撑条,支撑垫片沿台车进炉方向具有预定的厚度,若干支撑垫片的上表面共同所在的平面与若干支撑条上表面共同所在的平面为同一平面且所述同一平面平行于地面,垫铁机构为镂空