
铆铜锯片基体的生产工艺.pdf

小沛****文章

1/7
2/7
3/7

4/7
5/7
6/7

7/7
在线预览结束,喜欢就下载吧,查找使用更方便
相关资料

铆铜锯片基体的生产工艺.pdf
本发明涉及锯片基体加工技术领域,特别是一种铆铜锯片基体的生产工艺,它包括以下步骤:S1下料,S2调质,S3成形,S4二次回火,S5倒角,S6铆铜,S7磨铜,S8磨内孔,S9安装孔倒角,S10研磨,S11磨平面,S12、S14检测,S13滚压,S15精平,S16包装。本发明具有以下优点:(1)本发明实现了锯片基体的圆度径跳在0.05mm以内,使用一炉双片回火,因上下回火板均为蜂窝结构故两张锯片基体可以同时均匀受热,校平后锯片基体的平面度小于0.03mm,消除了锯片基体的内部残余应力,提高锯片基体强度和韧性

PCD注胶锯片基体的生产工艺.pdf
本发明涉及锯片基体加工技术领域,特别是一种PCD锯片基体的生产工艺,它包括以下步骤:S1下料,S2调质,S3成形,S4第一遍磨平面,S5、二次回火,S6、注胶,S7磨内孔,S8、倒角,S9、第二遍磨平面,S10、半精平,S11第三遍磨平面,S12、检测,S13滚压,S14、检测,S15精平,S16包装。本发明具有以下优点:(1)实现了圆度径跳的高精度。(2)采用回火前先平磨的方式消除锯片基体毛坯的同片厚度差与高点。(3)使用一炉双片回火锯片基体可以同时均匀受热,(4)通过在消音线内注胶的方式吸收噪音与振动

一种锯片基体的生产工艺.pdf
本发明公开了一种锯片基体的生产工艺,它包括以下步骤:S1、在钢板上绘出锯片基体的外轮廓,利用激光切割沿着环线处进行切割,制得成型锯片基体,对成型锯片基体上齿的周围进行打磨,以去除切割过程中产生的氧化皮和毛刺;S2、校平和回火处理;S3、检测步骤S(2h)中锯片基体的平面度,若端面跳动太大则继续进行校平处理;若合格则送入后续平磨工位;S4、锯片基体的平磨;S5、平磨后采用激光切割机在锯片基体的端面上加工出中心孔和定位孔,加工后得到成品锯片基体。本发明的有益效果是:能够彻底消除内部残余应力、校平后锯片基体的平
一种高效高精度锯片基体回火炉及应用生产工艺.pdf
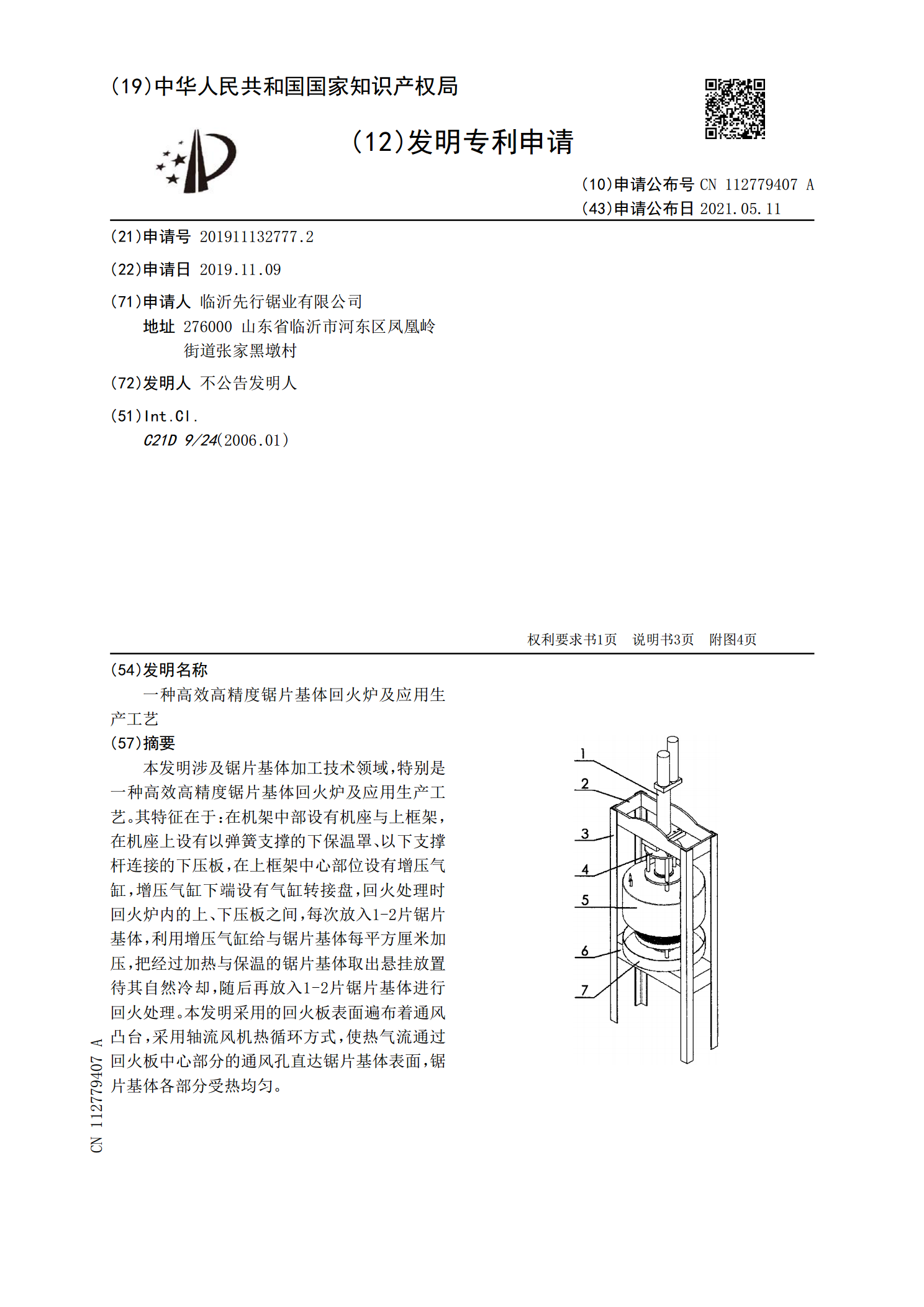
本发明涉及锯片基体加工技术领域,特别是一种高效高精度锯片基体回火炉及应用生产工艺。其特征在于:在机架中部设有机座与上框架,在机座上设有以弹簧支撑的下保温罩、以下支撑杆连接的下压板,在上框架中心部位设有增压气缸,增压气缸下端设有气缸转接盘,回火处理时回火炉内的上、下压板之间,每次放入1‑2片锯片基体,利用增压气缸给与锯片基体每平方厘米加压,把经过加热与保温的锯片基体取出悬挂放置待其自然冷却,随后再放入1‑2片锯片基体进行回火处理。本发明采用的回火板表面遍布着通风凸台,采用轴流风机热循环方式,使热气流通过回火

圆锯片基体失稳的应力分析.docx
圆锯片基体失稳的应力分析引言圆锯片是一种常见的切割工具,在不同领域的切割工作中都具有重要的作用。圆锯片是由锯片基体和上面粘着的牙齿组成。锯片基体对于圆锯片的切割性能和稳定性具有决定性作用,因此研究圆锯片基体失稳的应力分析对于提高圆锯片的切割性能具有重要的意义。本文将主要从圆锯片基体的材料、结构和应力分析三个方面进行分析,为圆锯片基体的失稳问题提供一定的解决方案。一、圆锯片基体的材料分析圆锯片基体主要采用高速钢、硬质合金和陶瓷等材料制造。高速钢具有较好的切削性能和机械强度,但是在高速切削的过程中容易产生热疲