
转炉铁合金上料皮带流量控制方法.pdf

努力****弘毅

1/9
2/9
3/9
4/9
5/9
6/9
7/9
8/9
9/9
在线预览结束,喜欢就下载吧,查找使用更方便
相关资料
转炉铁合金上料皮带流量控制方法.pdf
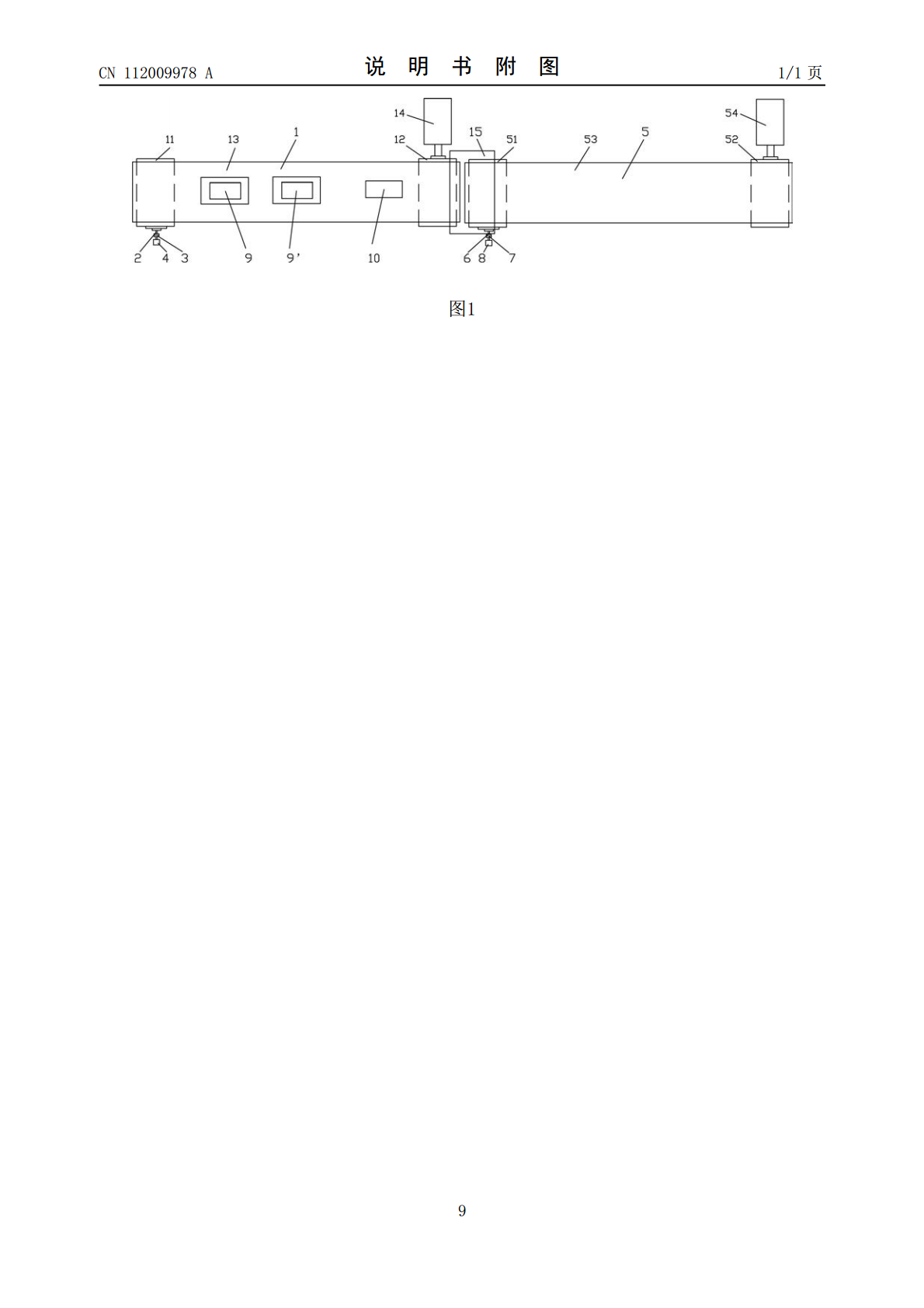
转炉铁合金上料皮带流量控制方法,包括如下步骤:a)在受料皮带机的受料被动辊上同轴安装第一编码器;在上料皮带机上料被动辊上同轴安装第二编码器;受料皮带上间隔设至少两个振动给料器,受料皮带下设一皮带称量机;b)当系统下发上料指令,受料皮带机的受料主动辊受驱动电机驱动使受料皮带开始上料,由受料皮带带动受料被动辊旋转,受料被动辊带动第一编码器运转;与此同时,上料皮带机的上料主动辊受驱动电机驱动使上料皮带开始上料,上料皮带带动上料被动辊旋转,上料被动辊带动第二编码器运转;第一编码器与第二编码器计算出合金物料处于受料

用于转炉的上料装置、转炉和上料方法.pdf
本发明公开了一种用于转炉的上料装置和具有该上料装置的转炉,还公开了一种上料方法。所述用于转炉的上料装置包括:烟尘罩,烟尘罩内具有用于容纳转炉的空间,烟尘罩上设有与空间连通的开口;门体,门体在打开开口的打开位置与关闭开口的关闭位置之间可移动地设在烟尘罩上;行走轨道,行走轨道倾斜地设置,行走轨道的一部分穿过开口且伸入空间内,行走轨道的一部分位于行走轨道的其余部分上方;运输车,运输车可移动地设在行走轨道上;驱动件,驱动件与运输车相连;和控制器,控制器具有位移编码单元,位移编码单元与驱动件相连,控制器与门体相连。
一种用于转炉的铁合金上料罐.pdf
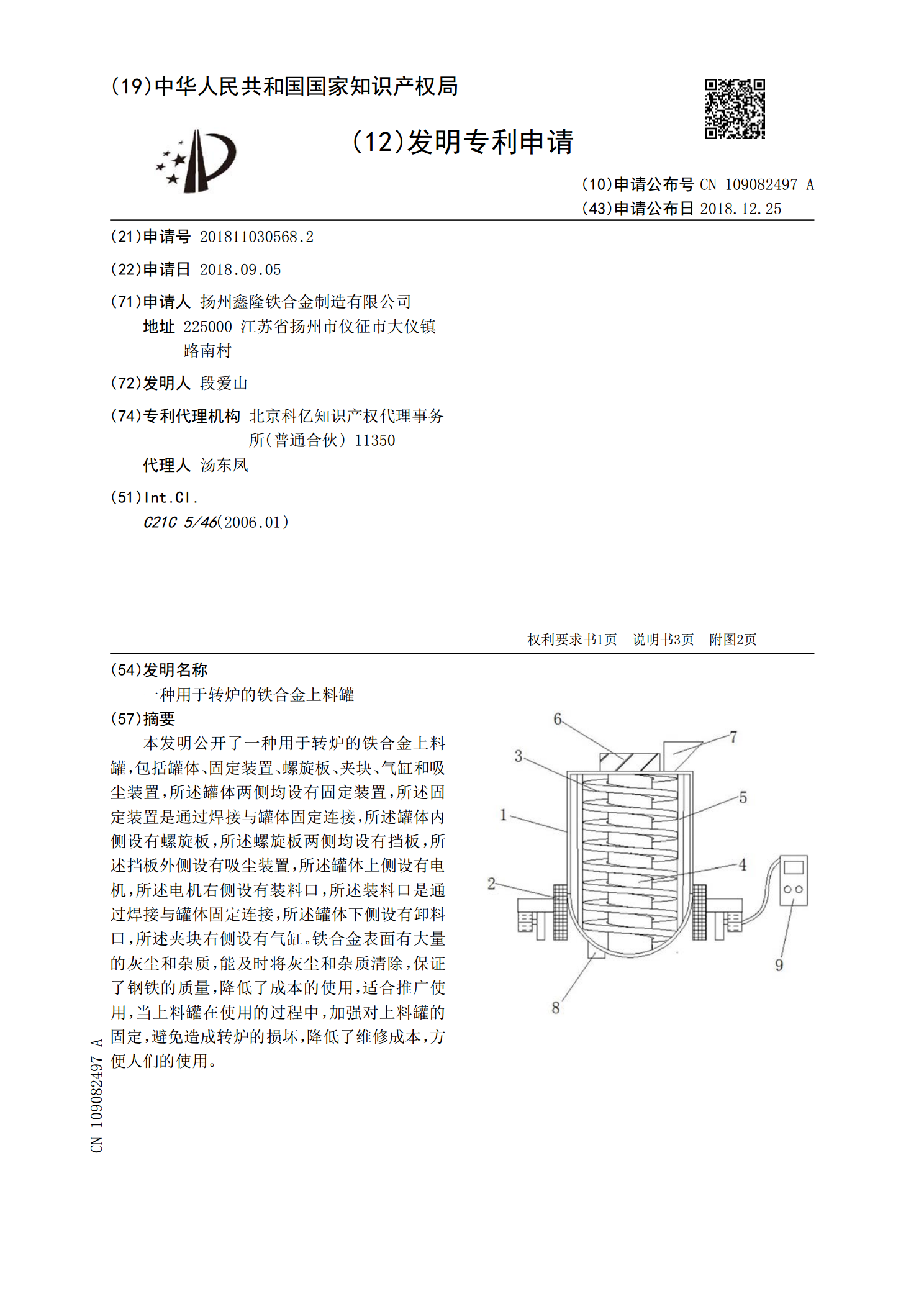
本发明公开了一种用于转炉的铁合金上料罐,包括罐体、固定装置、螺旋板、夹块、气缸和吸尘装置,所述罐体两侧均设有固定装置,所述固定装置是通过焊接与罐体固定连接,所述罐体内侧设有螺旋板,所述螺旋板两侧均设有挡板,所述挡板外侧设有吸尘装置,所述罐体上侧设有电机,所述电机右侧设有装料口,所述装料口是通过焊接与罐体固定连接,所述罐体下侧设有卸料口,所述夹块右侧设有气缸。铁合金表面有大量的灰尘和杂质,能及时将灰尘和杂质清除,保证了钢铁的质量,降低了成本的使用,适合推广使用,当上料罐在使用的过程中,加强对上料罐的固定,避

一种转炉辅原料上料控制方法及控制系统.pdf
本发明公开了一种转炉辅原料上料控制方法及控制系统,应用于自动控制领域,该控制方法包括:控制各个皮带传输机上的卸料小车定位,以及控制各个所述皮带输送机逐个启动;在各个皮带传输机均处于运行状态后,各个皮带输送机基于预上料编组依次从供料仓获得各个辅原料,传送至对应的要料仓进行上料;在各个辅原料传送至对应的要料仓过程中,监测各个要料仓是否发生断料;在监测到其中一个要料仓发生断料时,将断料仓的上料次序优先插入所述预上料编组中后,继续从供料仓获得辅原料传送至对应的要料仓进行上料。这样就解决了现有转炉冶炼上料控制准确性

皮带秤流量优化控制方法.docx
皮带秤流量优化控制方法皮带秤在工业领域中应用广泛,尤其是在物料输送与称量方面拥有重要地位。在物料输送过程中,皮带秤的作用主要是测量物料的质量,以确保物料的稳定输送。然而,在实际应用中,皮带秤的测量准确性往往受到一系列复杂因素的影响,例如物料流量、皮带速度、环境温度和湿度等。因此,在高精度皮带秤的工程应用中,如何优化控制皮带秤的流量成为了一个重要话题。以下将详细介绍皮带秤流量优化控制方法的理论基础和实际应用。一、皮带秤流量控制的理论基础皮带秤的流量控制主要基于皮带秤的工作原理和物料传输的控制规律。传统的皮带