
一种利用废钢生产球铁铸件的方法.pdf

努力****爱静

1/8
2/8
3/8

4/8
5/8
6/8
7/8

8/8
在线预览结束,喜欢就下载吧,查找使用更方便
相关资料
一种利用废钢生产球铁铸件的方法.pdf
本发明公开了一种利用废钢生产球铁铸件的方法,向电炉炉底先加入第一批碳素废钢,再先后加入增碳剂25‑28份、第二批碳素废钢、新生铁230‑280份、回炉铁180‑220份和硅铁9‑10份,第一批碳素废钢和第二批碳素废钢总量为465‑600份,重量比为1:2‑2:3;加热到1340℃‑1350℃至全部熔化;继续加热至铁水温度提高到1530℃‑1550℃出炉,将铁水倾入放有硅铁和球化剂的钢包内,进行球化和孕育处理;球化后的铁水检测合格后,浇注球铁铸件。本发明利用废钢生产球铁铸件的方法,使用大比例废钢替代生铁生产
一种利用废铁屑废钢生产铸件的方法.pdf
一种利用废铁屑废钢生产铸件的方法,先在中频炉底铺设一层铁屑,并加注炉底增碳剂;再加入回炉料,用铁屑填充缝隙,然后,加入废钢,再用铁屑填充废钢之间的缝隙;接通电源进行预热,在将功率增至满负荷,当炉口炉料下降时,进行捅炉和加料,直至所取的原料全部加入中频炉,当所取组份全部化空,铁水表面至炉口的距离为10~15cm时,对铁水取样进行前炉化验分析,根据分析结果调整铁水中的元素,使铁水中的元素含量符合要求;将调整后的铁水按生产灰铁铸件或生产球铁铸件的方法进行浇注,制得灰铁铸件或球铁铸件。本发明方法能够生产出化学成份
一种纯废钢熔炼球铁和灰铁铸件的工艺.pdf
本发明涉及一种纯废钢熔炼球铁和灰铁铸件的工艺,其特征在于:具体步骤如下:S1:原材料的选取;S2:废钢的熔炼;S3:铁水成份的处理;S4:铁液的孕育处理;本发明中通过严格控制增碳剂中硫的含量防止球化失败,增碳剂采用多批次分量加入的方式,防止增碳剂过早的加入加速炉壁的侵蚀,同时也保证了增碳剂的熔化效率;通过控制废钢的块度,保证了废钢的熔化效率;合金钢在铁液增高到出铁温度时加入,减少合金的损失;球化剂中稀土含量低于3%和瞬时孕育的方法,增加了铁液球化的成功率。
一种利用废铁屑废钢生产铸件的再利用装置.pdf
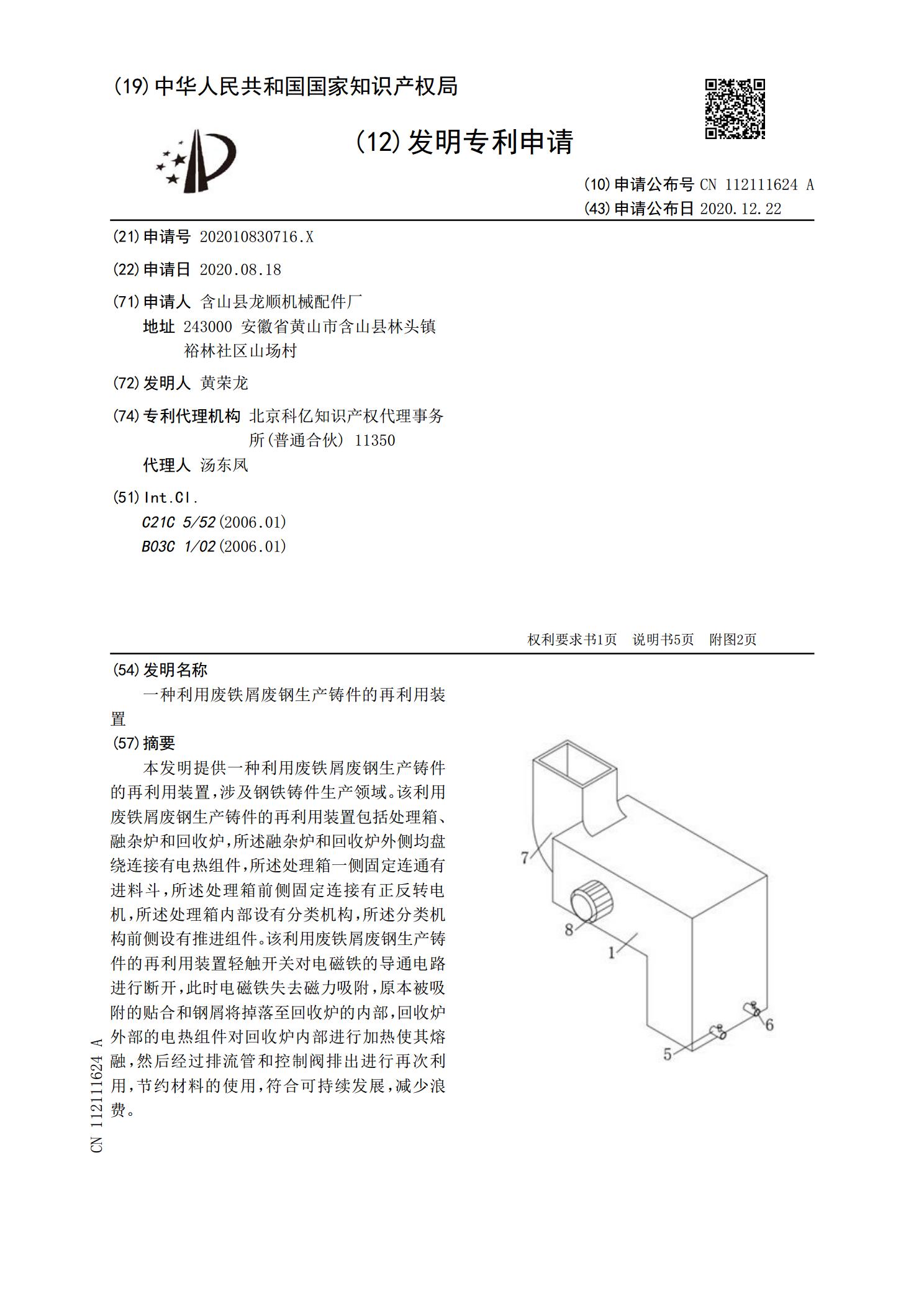
本发明提供一种利用废铁屑废钢生产铸件的再利用装置,涉及钢铁铸件生产领域。该利用废铁屑废钢生产铸件的再利用装置包括处理箱、融杂炉和回收炉,所述融杂炉和回收炉外侧均盘绕连接有电热组件,所述处理箱一侧固定连通有进料斗,所述处理箱前侧固定连接有正反转电机,所述处理箱内部设有分类机构,所述分类机构前侧设有推进组件。该利用废铁屑废钢生产铸件的再利用装置轻触开关对电磁铁的导通电路进行断开,此时电磁铁失去磁力吸附,原本被吸附的贴合和钢屑将掉落至回收炉的内部,回收炉外部的电热组件对回收炉内部进行加热使其熔融,然后经过排流管

一种球铁铸件加工方法.pdf
本发明涉及球铁铸件加工技术领域,尤其涉及一种球铁铸件加工方法,包括以下步骤:a、将球铁铸件的模具、泡沫材质的冒口本体以及浇铸管道放置在上砂箱和下砂箱围合成的箱室中,并向箱室内埋砂并压紧实;b、打开上砂箱和下砂箱,取出模具,将上砂箱和下砂箱盖合,模具原本所在位置处形成空腔;c、经浇铸管道向空腔内注入金属液;d、待金属液凝固成型之后,打开上砂箱和下砂箱,取出成型件即球铁铸件。本发明中,冒口本体为泡沫材质,加工过程中,冒口本体直接放置在模具上,当浇铸金属液时,冒口本体会受热汽化消失,所以脱模取出成型件时,冒口本