
一种高碳当量高合金特厚钢板的制造方法.pdf

a是****澜吖

1/5
2/5
3/5
4/5
5/5
在线预览结束,喜欢就下载吧,查找使用更方便
相关资料
一种高碳当量高合金特厚钢板的制造方法.pdf
本发明公开了一种高碳当量高合金特厚钢板的制造方法,包括以下步骤:根据特厚钢板成品尺寸选择两块或多块合适的连铸坯;组坯后采用两次电子束焊接;对待组坯的连铸坯进行铣削、打磨、清洗处理;将处理好的连铸坯进行组坯;将预组好的坯料放置真空室内,对坯料四周焊缝进行焊接;将首次焊接完成的坯料从真空室吊出,装入真空室旁预热炉;将预热完成的坯料再次放置真空室内焊接;将二次焊接完成的坯料再次装入预热炉,将焊接完成的复合坯装入产线加热炉进行加热;对加热后的复合坯进行轧制,得到高碳当量高合金特厚钢板。本发明有效实现了特殊的高碳当
一种高合金特厚钢板的轧制方法.pdf
本发明公开了一种高合金特厚钢板的轧制方法,其方法工艺为:(1)钢锭经初轧后进行晾钢;(2)然后钢板快速加热并保温;(3)最后钢板进行高压水除磷并进行轧制成钢板。采用本方法,钢锭成材的含有高Ni、Cr、Mo大厚板氧化铁皮脱落良好,钢板表面质量良好,修磨扒皮量大幅减少;钢板厚度同板差大幅度降低,对于150mm以上钢板同板差由原来的相差1.5mm~2mm,下降为0.7mm以内。本方法可用于海洋工程用钢板、水电机组用钢板以及超高压锅炉汽包用钢板等高合金、特厚钢板的轧制制造,产品具有氧化铁皮脱落干净、厚度同板差异小
一种超厚高强韧高均质水电用特厚钢板及其制造方法.pdf
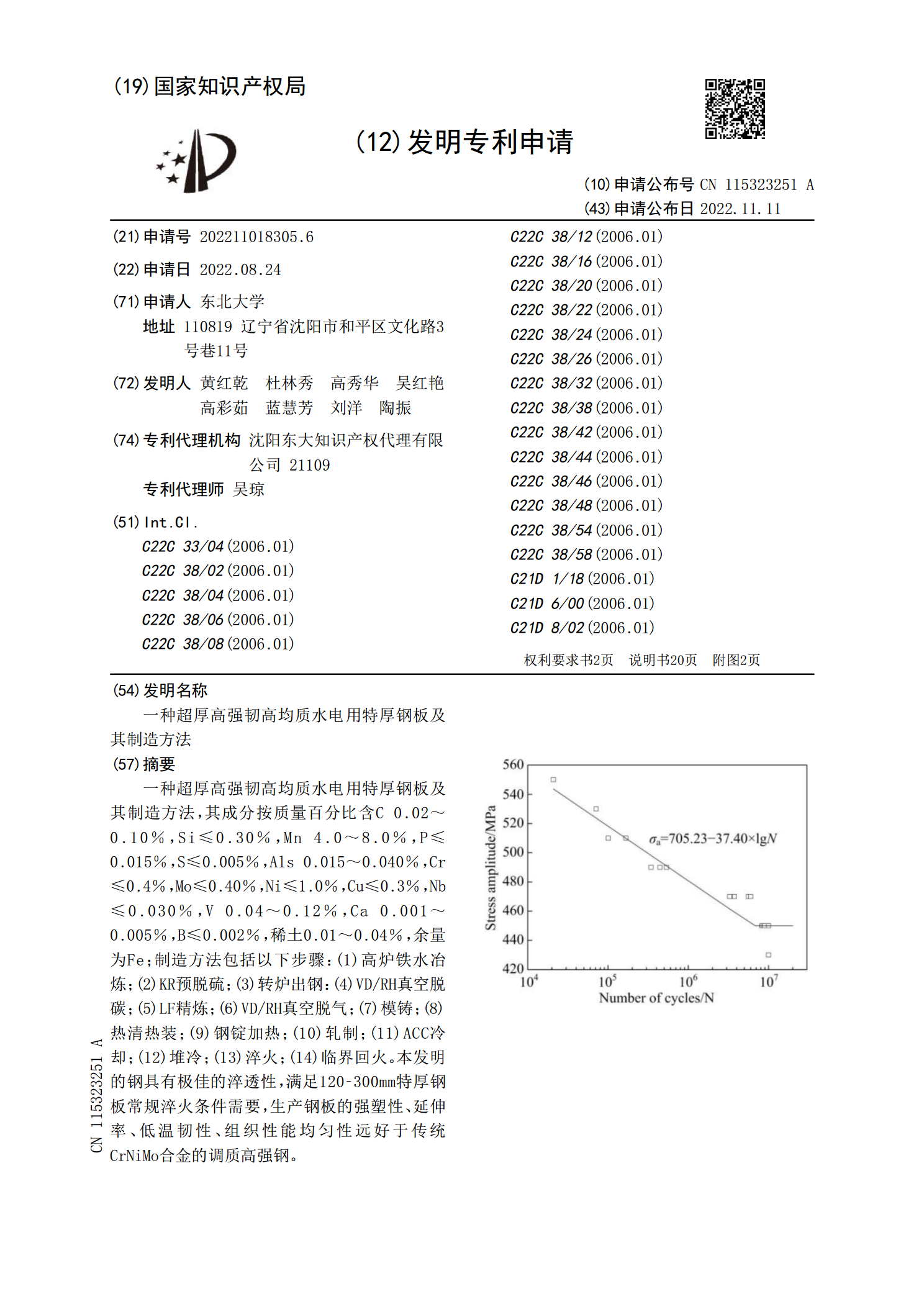
一种超厚高强韧高均质水电用特厚钢板及其制造方法,其成分按质量百分比含C0.02~0.10%,Si≤0.30%,Mn4.0~8.0%,P≤0.015%,S≤0.005%,Als0.015~0.040%,Cr≤0.4%,Mo≤0.40%,Ni≤1.0%,Cu≤0.3%,Nb≤0.030%,V0.04~0.12%,Ca0.001~0.005%,B≤0.002%,稀土0.01~0.04%,余量为Fe;制造方法包括以下步骤:(1)高炉铁水冶炼;(2)KR预脱硫;(3)转炉出钢:(4)VD/RH真空脱碳;(5)LF精

低碳当量高韧性正火态特厚钢板的开发.doc
低碳当量高韧性正火态特厚钢板的开发王彦锋杨永达李春智姜中行(首钢技术研究院,北京100043)摘要清洁能源需求和蕴藏在近海丰富的风能资源,极大推动了海上风电项目的发展,刺激了近海风电工程结构用特厚钢板的需求。由于该钢种的特殊服役条件,要求其具有-60℃心部和横向低温冲击韧性、低碳当量易焊接性能。本研究采用低碳含铜成分设计、特厚板轧制工艺等技术,开发了355MPa级别的海上风电用低碳当量高韧性正火态特厚钢板,并实现批量生产和海上风电工程的应用。关键词特厚板正火低温韧性引言现代社
一种不含铜元素的高碳当量高合金灰铸铁.pdf
本发明涉及灰铸铁,尤其是一种不含铜元素的高碳当量高合金灰铸铁。一种不含铜元素的高碳当量高合金灰铸铁,包括C、Si、Mn、S、P元素,还添加了Cr、Sn元素,不含Cu元素,其重量百分比为:C:3.75-3.99;Si:1.2-1.42;Mn:0.58-0.92;S:0.025-0.125;P:0.098-0.16;Cr:0.35-0.8;Sn:0.08-0.09。本发明不含铜元素的高碳当量高合金灰铸铁,对合金的添加量进行了优化,增加了铬、锡元素的含量,彻底取消了铜元素的添加,以最佳的生产成本满足铸件的性能要