
一种模具摇摆法空心陶瓷型芯及其制备方法.pdf

一吃****福乾

1/8
2/8
3/8
4/8
5/8
6/8
7/8
8/8
在线预览结束,喜欢就下载吧,查找使用更方便
相关资料
一种模具摇摆法空心陶瓷型芯及其制备方法.pdf
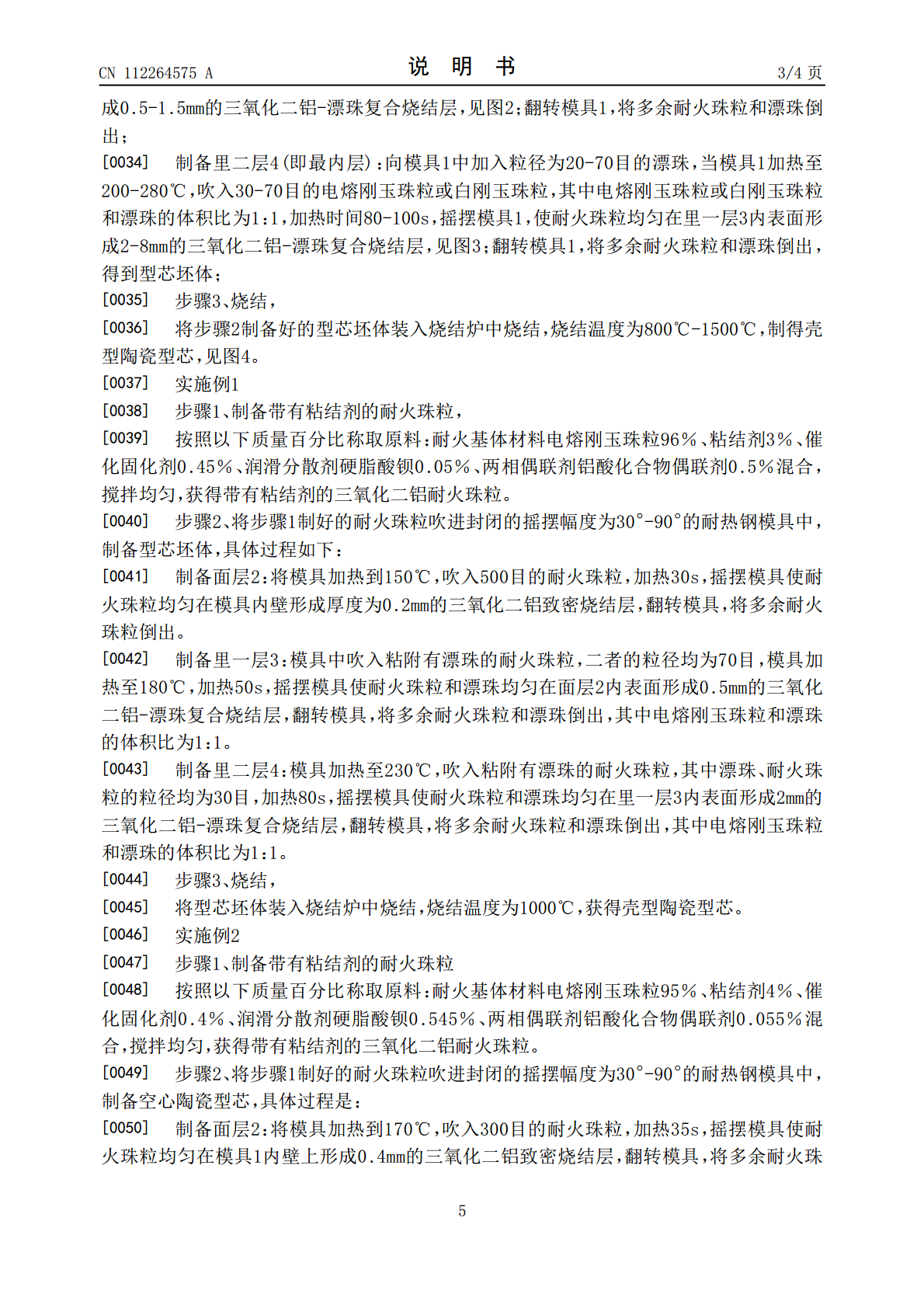
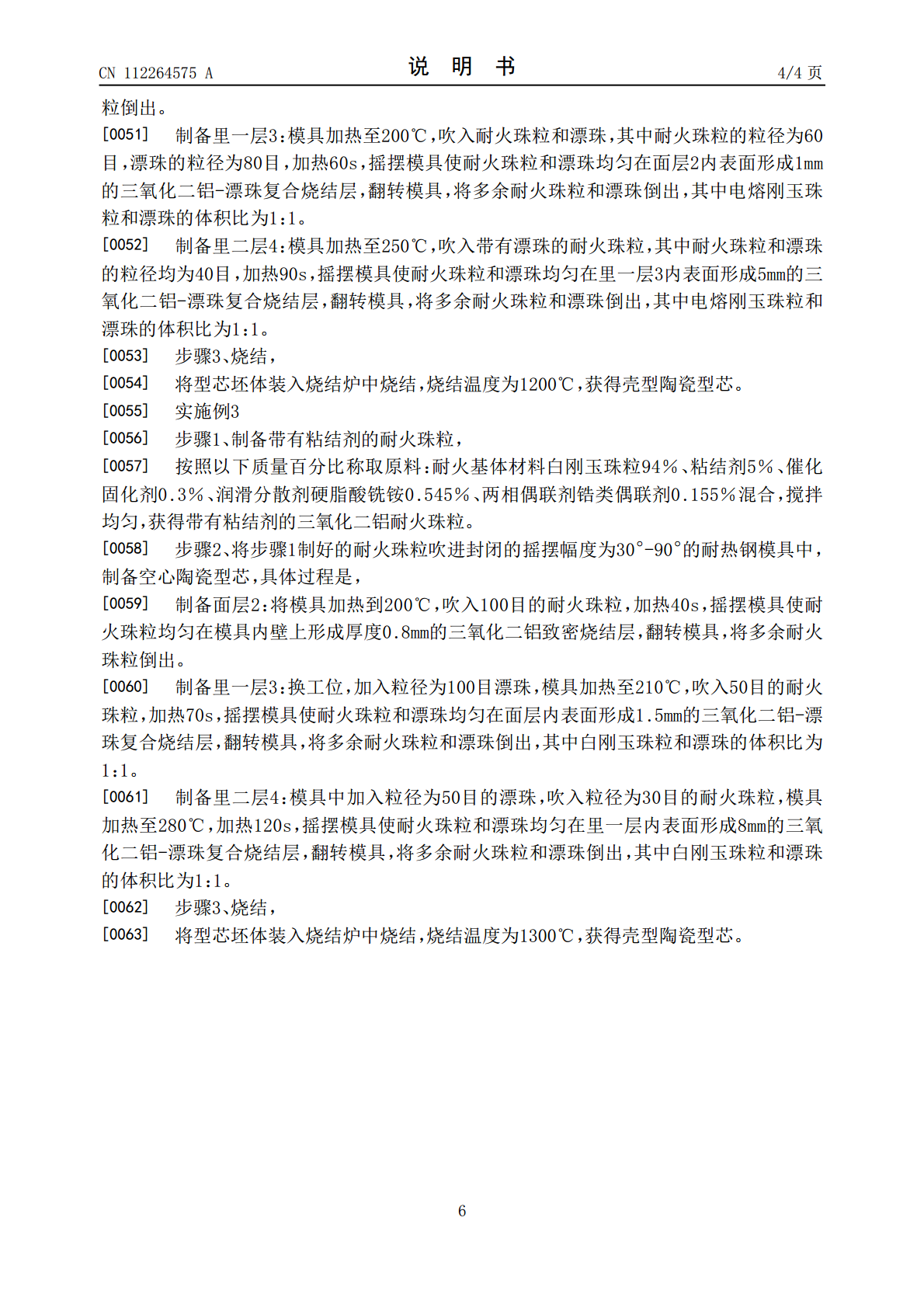
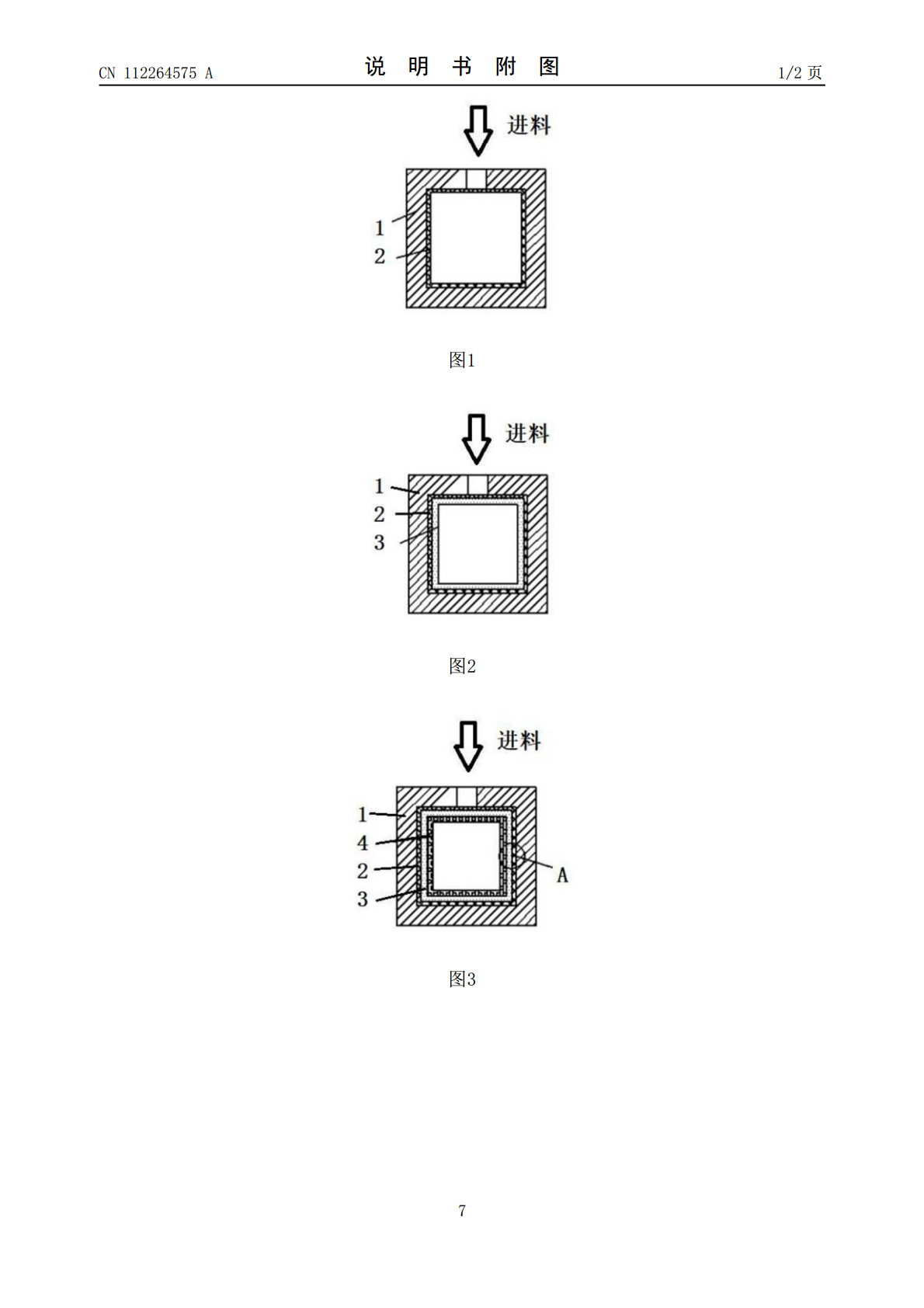
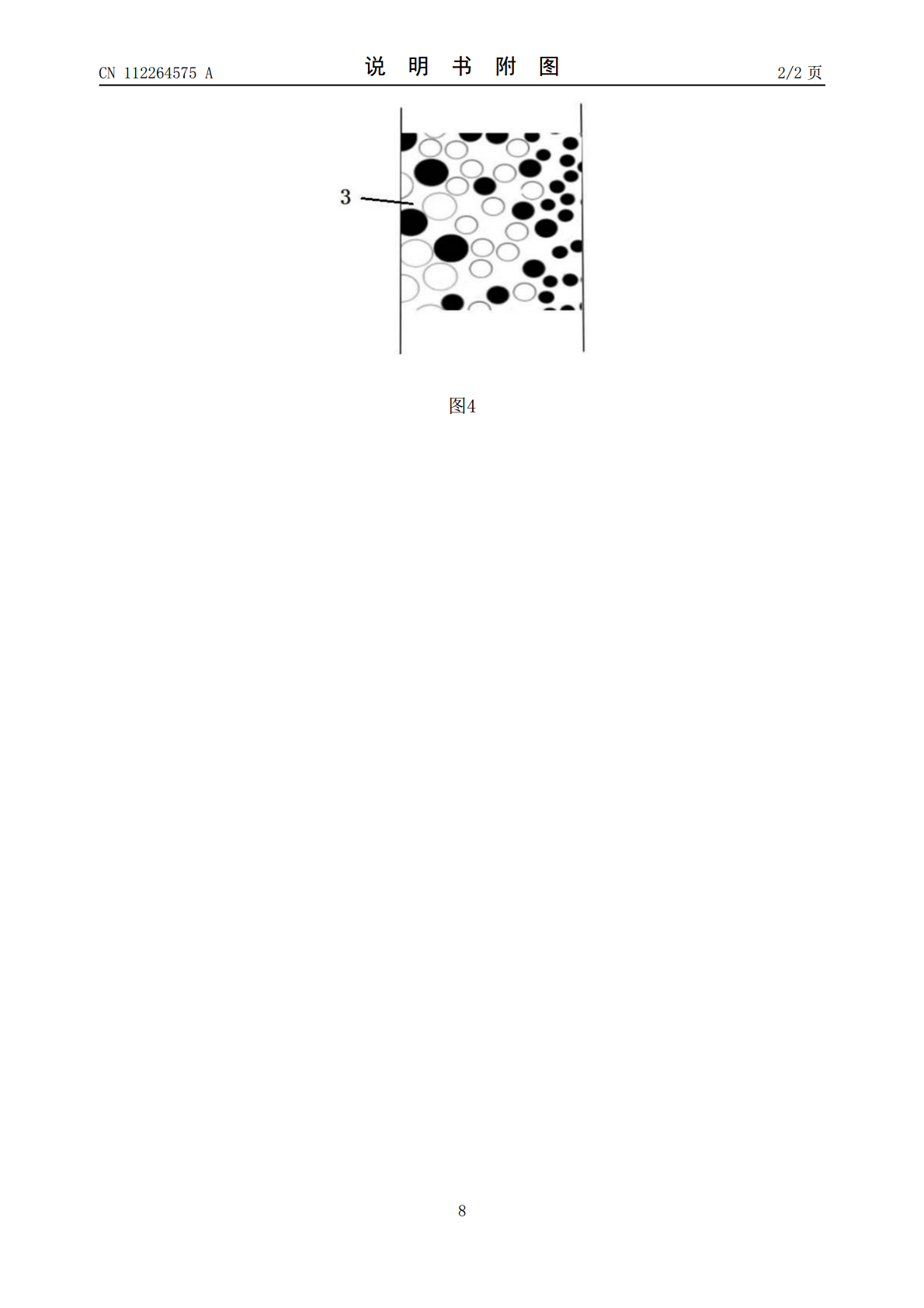
本发明公开了一种空心陶瓷型芯,按照质量百分比由以下组分组成,耐火基体原料90%‑96%、粘结剂1%‑5%、催化固化剂0.25%‑1%、润滑分散剂0.05%‑0.1%、两相偶联剂0.05%‑0.5%,合计100%。本发明还公开了一种模具摇摆法空心陶瓷型芯的制备方法,步骤包括:1、)制备粘附有粘结剂的耐火珠粒;2)将步骤1制好的耐火珠粒吹进封闭的摇摆幅度为30°‑90°的模具中,制备型芯坯体;3)将步骤2制备好的型芯坯体装入烧结炉中烧结,制得壳型陶瓷型芯。本发明的制备方法,可以方便地制备得空心陶瓷型芯结构,同
一种梯度空心陶瓷型芯及其制备方法.pdf
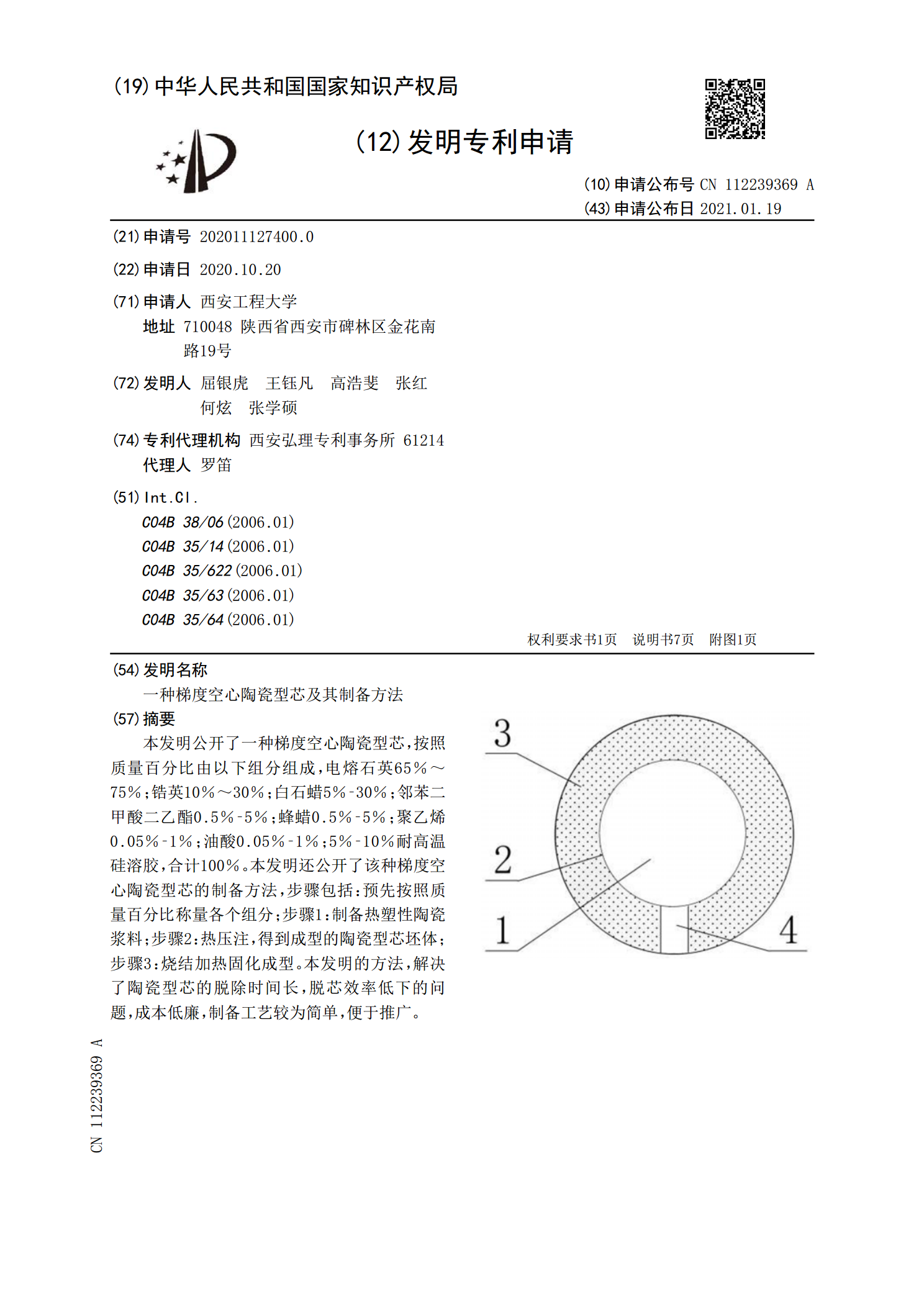
本发明公开了一种梯度空心陶瓷型芯,按照质量百分比由以下组分组成,电熔石英65%~75%;锆英10%~30%;白石蜡5%‑30%;邻苯二甲酸二乙酯0.5%‑5%;蜂蜡0.5%‑5%;聚乙烯0.05%‑1%;油酸0.05%‑1%;5%‑10%耐高温硅溶胶,合计100%。本发明还公开了该种梯度空心陶瓷型芯的制备方法,步骤包括:预先按照质量百分比称量各个组分;步骤1:制备热塑性陶瓷浆料;步骤2:热压注,得到成型的陶瓷型芯坯体;步骤3:烧结加热固化成型。本发明的方法,解决了陶瓷型芯的脱除时间长,脱芯效率低下的问题,
空心叶片陶瓷型芯材料及其制备方法以及用该材料制作空心叶片陶瓷型芯的方法.pdf
本发明公开一种3D打印的空心叶片陶瓷型芯材料及其制备方法以及用该材料制作空心叶片陶瓷型芯的方法,特点是在传统的3D打印纯氧化硅陶瓷配方中加入改性剂锆英石,从而显著提高了3D打印氧化硅陶瓷制品的高温性能,1340℃保温30min平均高温折弯强度由纯氧化硅的6.72Mpa提升至24.76Mpa并进一步优化了用该材料制作的空心叶片陶瓷型芯的碱煮脱芯效果,涡轮机叶片碱煮脱芯时间由原来的30天左右缩短至2天。
一种双层壁空心叶片用空心陶瓷型芯的制备方法.pdf
本发明公开了一种双层壁空心叶片用空心陶瓷型芯的制备方法,属精密铸造陶瓷型芯制备技术领域。该方法包括空心陶瓷型芯用内芯的制备过程,镶嵌内芯的陶瓷型芯的制备过程以及陶瓷型芯的烧结过程。具体工艺过程为:在石蜡中添加碳粉末,配制空心陶瓷型芯用内芯的石蜡基浆料;通过注射成型方法获得石蜡基复合材料内芯部件;在高温碳化炉中对石蜡基复合材料内芯部件进行高温碳化处理,得到具有一定强度和孔隙率的碳化内芯部件;将碳化后的内芯部件镶嵌在制备陶瓷型芯的金属模具中,通过注射成型方法制备出包覆内芯在内的空心陶瓷型芯;然后通过埋粉烧结的
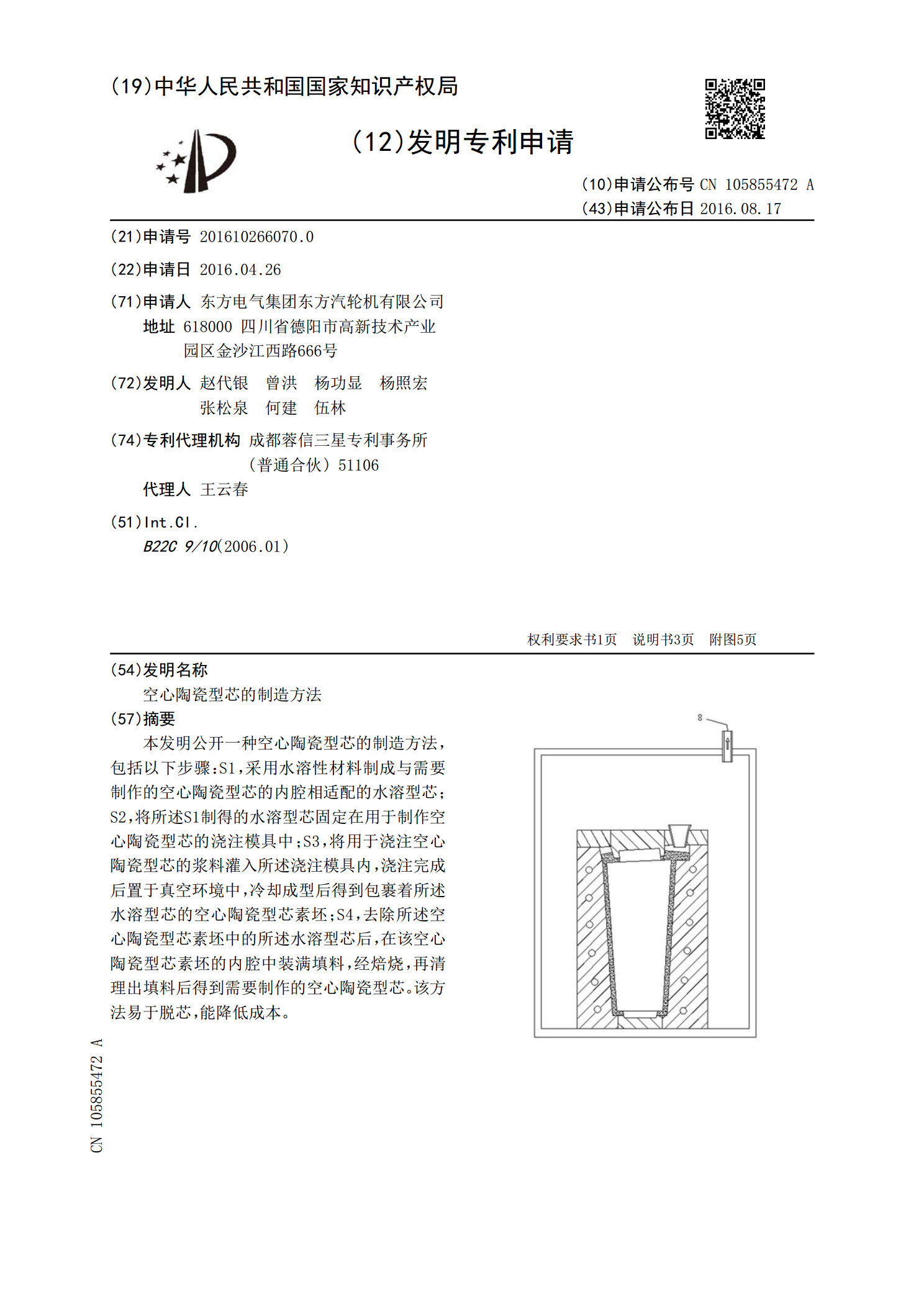
空心陶瓷型芯的制造方法.pdf
本发明公开一种空心陶瓷型芯的制造方法,包括以下步骤:S1,采用水溶性材料制成与需要制作的空心陶瓷型芯的内腔相适配的水溶型芯;S2,将所述S1制得的水溶型芯固定在用于制作空心陶瓷型芯的浇注模具中;S3,将用于浇注空心陶瓷型芯的浆料灌入所述浇注模具内,浇注完成后置于真空环境中,冷却成型后得到包裹着所述水溶型芯的空心陶瓷型芯素坯;S4,去除所述空心陶瓷型芯素坯中的所述水溶型芯后,在该空心陶瓷型芯素坯的内腔中装满填料,经焙烧,再清理出填料后得到需要制作的空心陶瓷型芯。该方法易于脱芯,能降低成本。