
一种高氮低镍不锈钢的热处理工艺.pdf

依波****bc

1/5

2/5
3/5
4/5

5/5
在线预览结束,喜欢就下载吧,查找使用更方便
相关资料

一种高氮低镍不锈钢的热处理工艺.pdf
本发明公开了一种高氮低镍不锈钢(镍≤0.1%)的热处理工艺,包括以下步骤:将高氮低镍不锈钢钢锭加热锻造成所需规格的板材;室温将产品装入真空气淬炉,抽真空加热,保温,随炉升温至1000‑1040℃保温,然后冷却到60℃;室温升温至700℃;在700℃时对板材进行均温;700℃升温至980℃;980℃保温;然后冷却到60℃进行中温回火;室温升温至350℃;在350℃保温;350℃升温至500℃;在500℃进行保温;油冷至100℃以下时出油槽,即可。本发明热处理后的高氮低镍不锈钢,洛氏硬度可以达到60以上,纵向
一种控制高氮低镍奥氏体不锈钢结构和性能梯度化的热处理方法.pdf
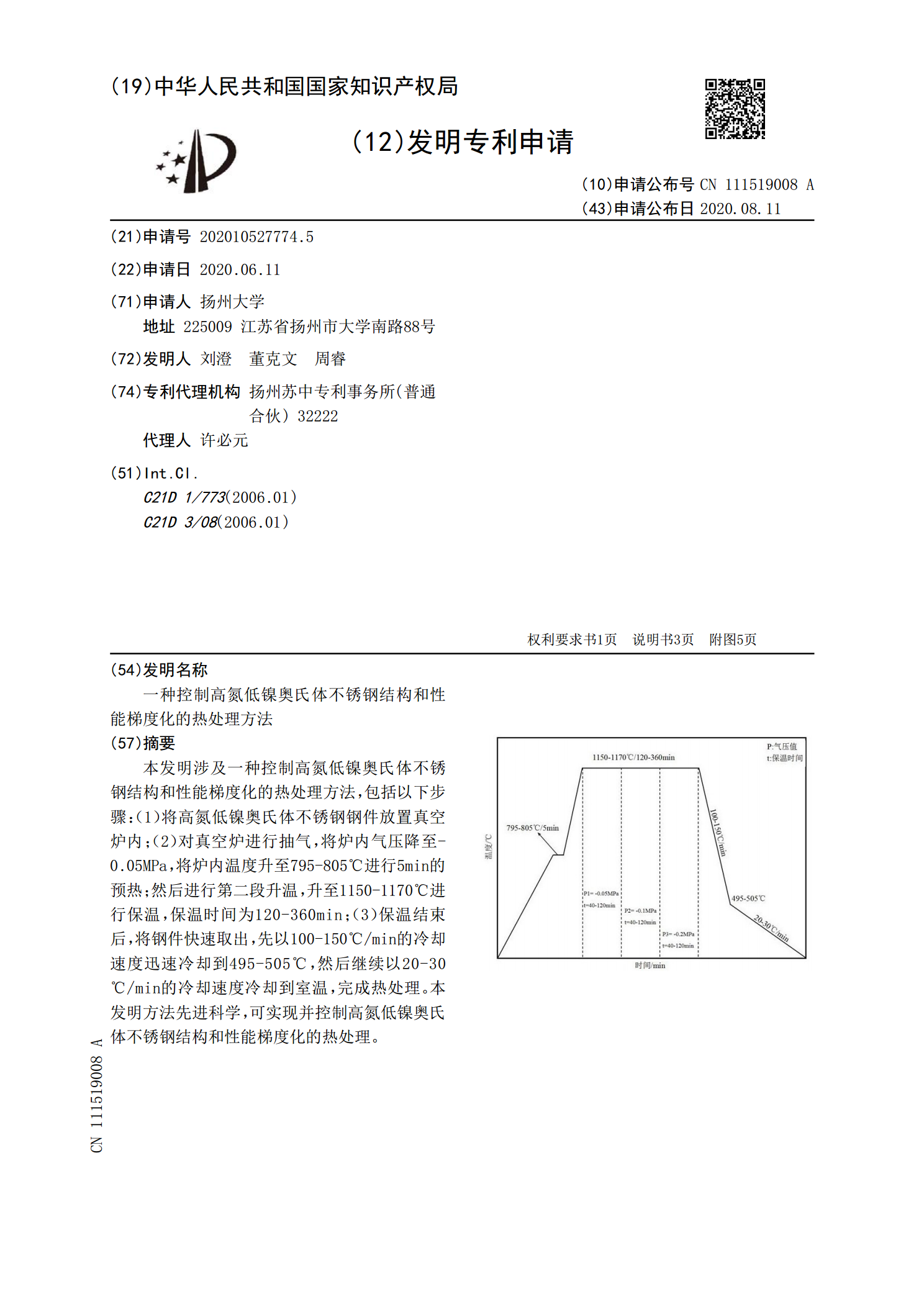
本发明涉及一种控制高氮低镍奥氏体不锈钢结构和性能梯度化的热处理方法,包括以下步骤:(1)将高氮低镍奥氏体不锈钢钢件放置真空炉内;(2)对真空炉进行抽气,将炉内气压降至‑0.05MPa,将炉内温度升至795‑805℃进行5min的预热;然后进行第二段升温,升至1150‑1170℃进行保温,保温时间为120‑360min;(3)保温结束后,将钢件快速取出,先以100‑150℃/min的冷却速度迅速冷却到495‑505℃,然后继续以20‑30℃/min的冷却速度冷却到室温,完成热处理。本发明方法先进科学,可实现
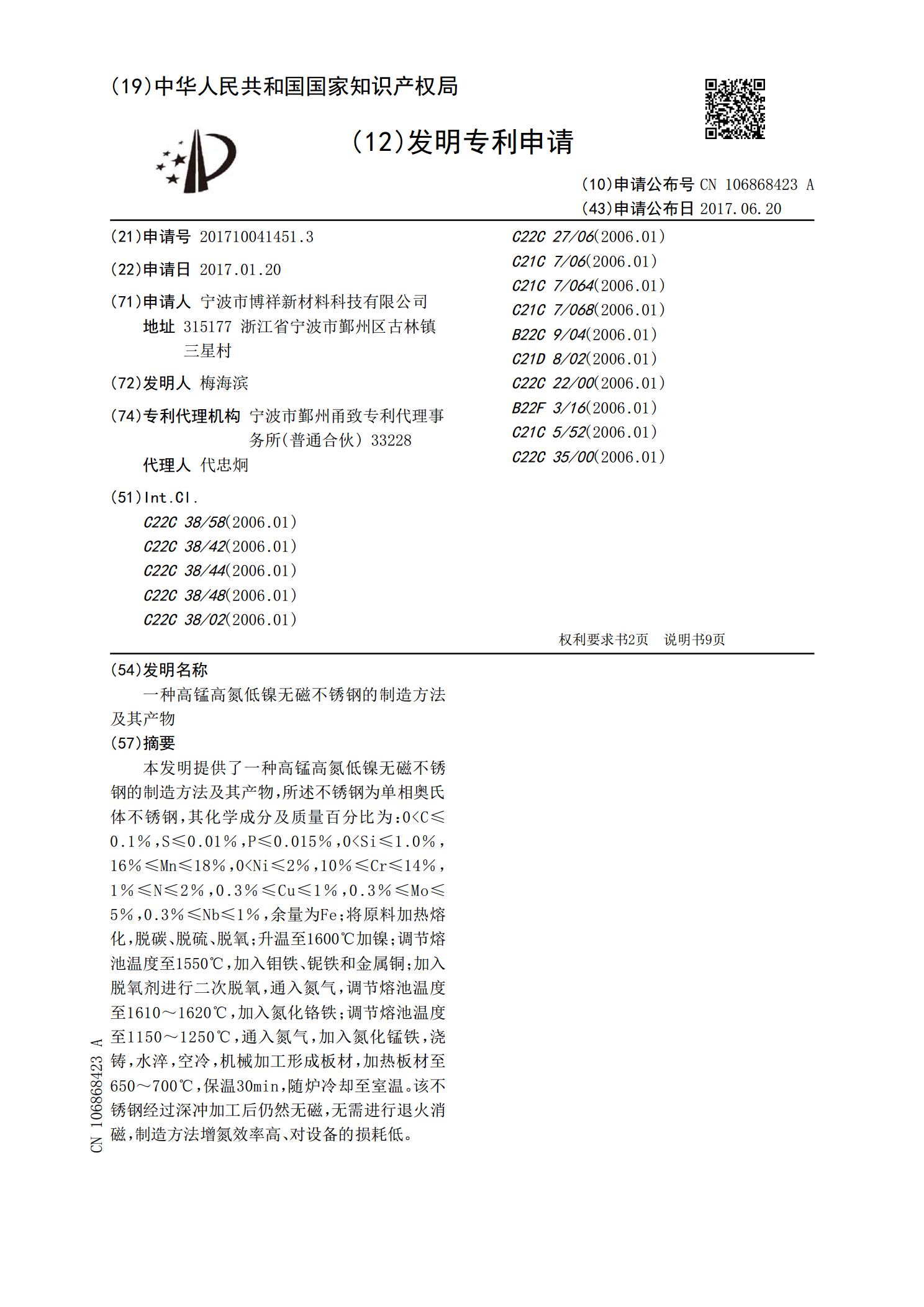
一种高锰高氮低镍无磁不锈钢的制造方法及其产物.pdf
本发明提供了一种高锰高氮低镍无磁不锈钢的制造方法及其产物,所述不锈钢为单相奥氏体不锈钢,其化学成分及质量百分比为:0炉冷却至室温。该不锈钢经过深冲加工后仍然无磁,无需进行退火消磁,制造方法增氮效率高、对设备的损耗低。

无镍高氮奥氏体不锈钢软化工艺研究.docx
无镍高氮奥氏体不锈钢软化工艺研究摘要本文针对无镍高氮奥氏体不锈钢(HNS)进行了软化工艺研究。通过对HNS的组织、性能、硬度等进行分析,确定了最佳软化温度为650℃,保温时间为2h。在此条件下,HNS的硬度明显降低,同时保持良好的抗腐蚀性能。实验结果表明,本文所提出的软化工艺可为HNS的后续加工提供有效的参考。关键词:无镍高氮奥氏体不锈钢;软化工艺;硬度;抗腐蚀性能AbstractThispaperfocusesonthesofteningprocessofnickel-freehigh-nitrogen

含铜高氮无镍奥氏体不锈钢的时效处理工艺.docx
含铜高氮无镍奥氏体不锈钢的时效处理工艺摘要随着现代工业的发展,对于耐蚀、高强度、高温抗拉性能的要求越来越高,奥氏体不锈钢已经成为了机床、汽车、航空、航天等领域重要材料。其中含铜高氮无镍奥氏体不锈钢因其优异的耐蚀性、强度、塑性、导热性等特点,被广泛应用。本文着重研究了含铜高氮无镍奥氏体不锈钢的时效处理工艺,通过对不同工艺参数和处理时间的优化,得到了最优的时效处理参数,使得材料在实际应用中能够发挥最大的性能。关键词:含铜高氮无镍奥氏体不锈钢、时效处理、工艺参数、材料性能AbstractWiththedevel