
一种高锰高氮低镍无磁不锈钢的制造方法及其产物.pdf

一条****ee

1/10

2/10
3/10
4/10
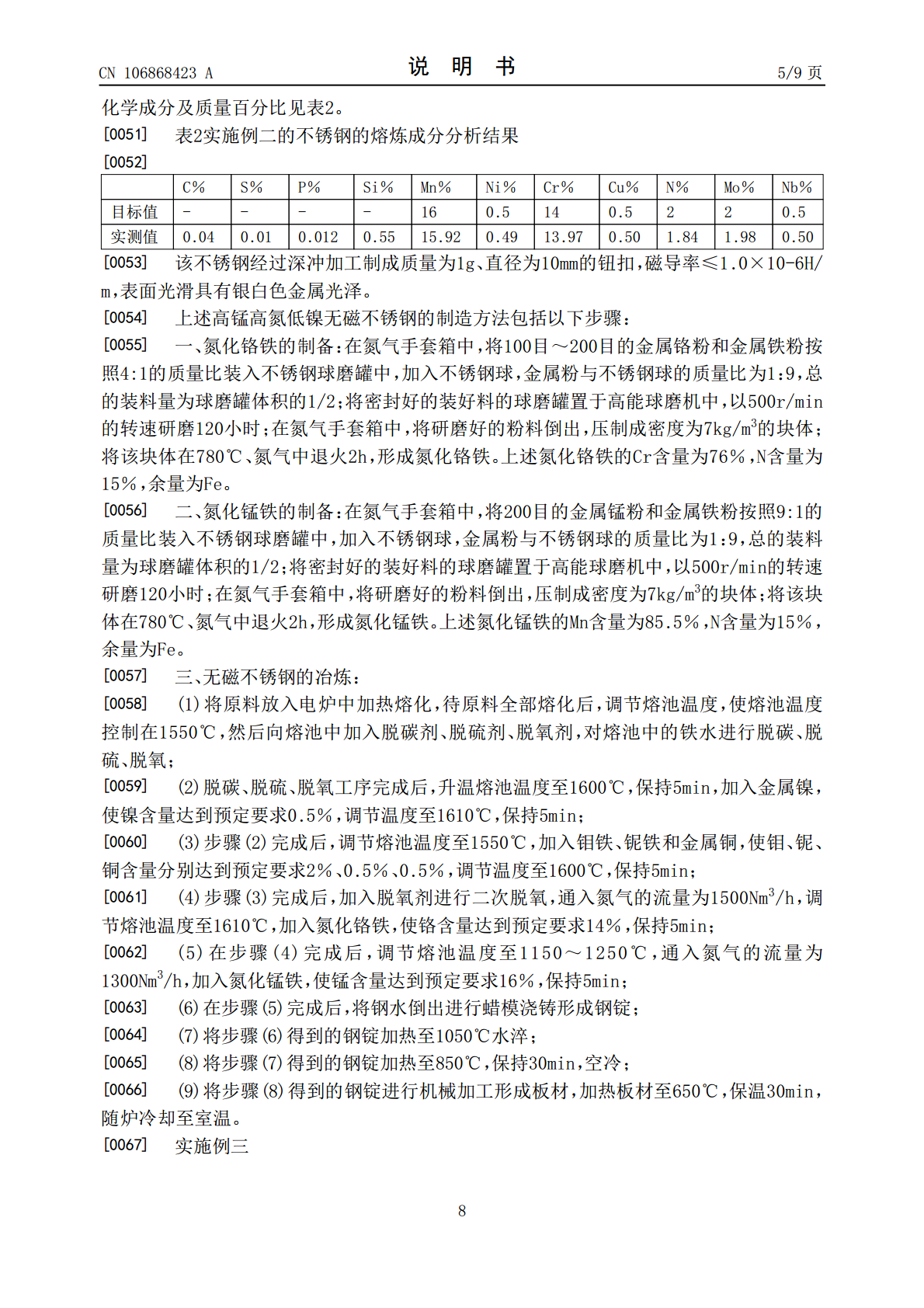
5/10

6/10

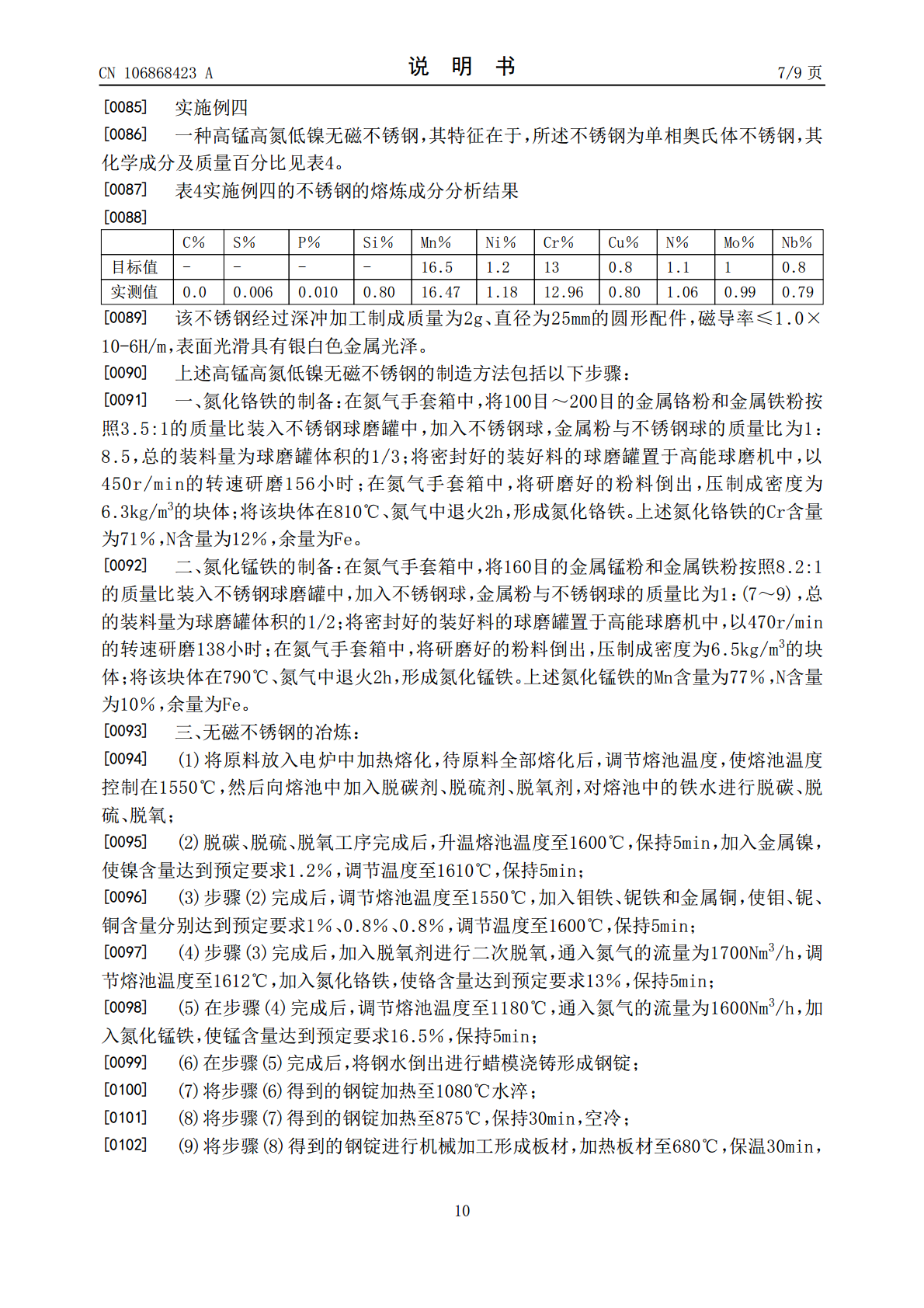
7/10
8/10

9/10
10/10
亲,该文档总共12页,到这已经超出免费预览范围,如果喜欢就直接下载吧~
相关资料
一种高锰高氮低镍无磁不锈钢的制造方法及其产物.pdf
本发明提供了一种高锰高氮低镍无磁不锈钢的制造方法及其产物,所述不锈钢为单相奥氏体不锈钢,其化学成分及质量百分比为:0炉冷却至室温。该不锈钢经过深冲加工后仍然无磁,无需进行退火消磁,制造方法增氮效率高、对设备的损耗低。
一种高氮无磁奥氏体不锈钢及其制造方法.pdf
本发明涉及一种高氮无磁奥氏体不锈钢,其化学成分重量百分比如下:C:0.01~0.10,Si:≤1.0,Mn:17.0~24.0,P:≤0.035,S:≤0.015,Ni:1.0~4.0,Cr:17.0~24.0,Mo:≤1.0,N:0.50~0.80,其余为Fe和不可避免的杂质组成。本发明的制造方法包括:电炉+AOD+LF方式冶炼,连铸或者模铸扁锭,连铸控制过热度小于50℃;将连铸坯或模铸扁锭放入步进式加热炉中加热,在轧机上热轧成所需规格的板材,终轧温度在800~950℃,热轧板材进行酸洗后得到高氮奥氏体

一种高氮高锰不锈钢及其冶炼方法.pdf
本发明公开一种不锈钢的冶炼方法,包括如下步骤:(1)电炉冶炼工序:将含铬废钢与含锰废钢加入电炉进行冶炼,控制锰含量为3-6%,铬含量为24%-28%,电炉化清出钢;(2)氮氧脱碳精炼工序:将钢水转入到氮氧精炼炉精炼工位进行精炼,精炼过程全程通入氮气,氮气的流量2000-2200Nm3/h,先进行脱碳,脱碳结束后加入金属Mn后升温;之后进行还原,还原后进行造渣;造渣后加入氮锰合金,此时通入氮气的流量为900-1100Nm3/h,搅拌,之后将钢水出钢到模铸包内;(3)钢包精炼工序,其中精炼过程分步加入氮锰合金

高氮无镍低锰抗菌合金及其制备方法、医疗器械产品.pdf
本发明提供了一种高氮无镍低锰抗菌合金及其制备方法、医疗器械产品,涉及医用金属材料技术领域,高氮无镍低锰抗菌合金按质量百分比计包括如下成分:铬15~30%,钴1~30%,锰0~5%,铜1~5%,钼1~4%,氮0.30~1.0%,镍≤0.05%,碳≤0.03%,硅≤0.75%,硫≤0.01%,磷≤0.01%,余量为Fe。本发明同时利用Co、N和Cu替代常添加的Ni以稳定奥氏体组织,避免镍对人体的潜在致敏毒性危害,同时减少具有潜在神经毒性的锰的含量;利用氮化物和富铜相析出的协同效应,获得优异的抗菌性能。
无磁钻铤用新型高氮奥氏体不锈钢及其制造方法.pdf
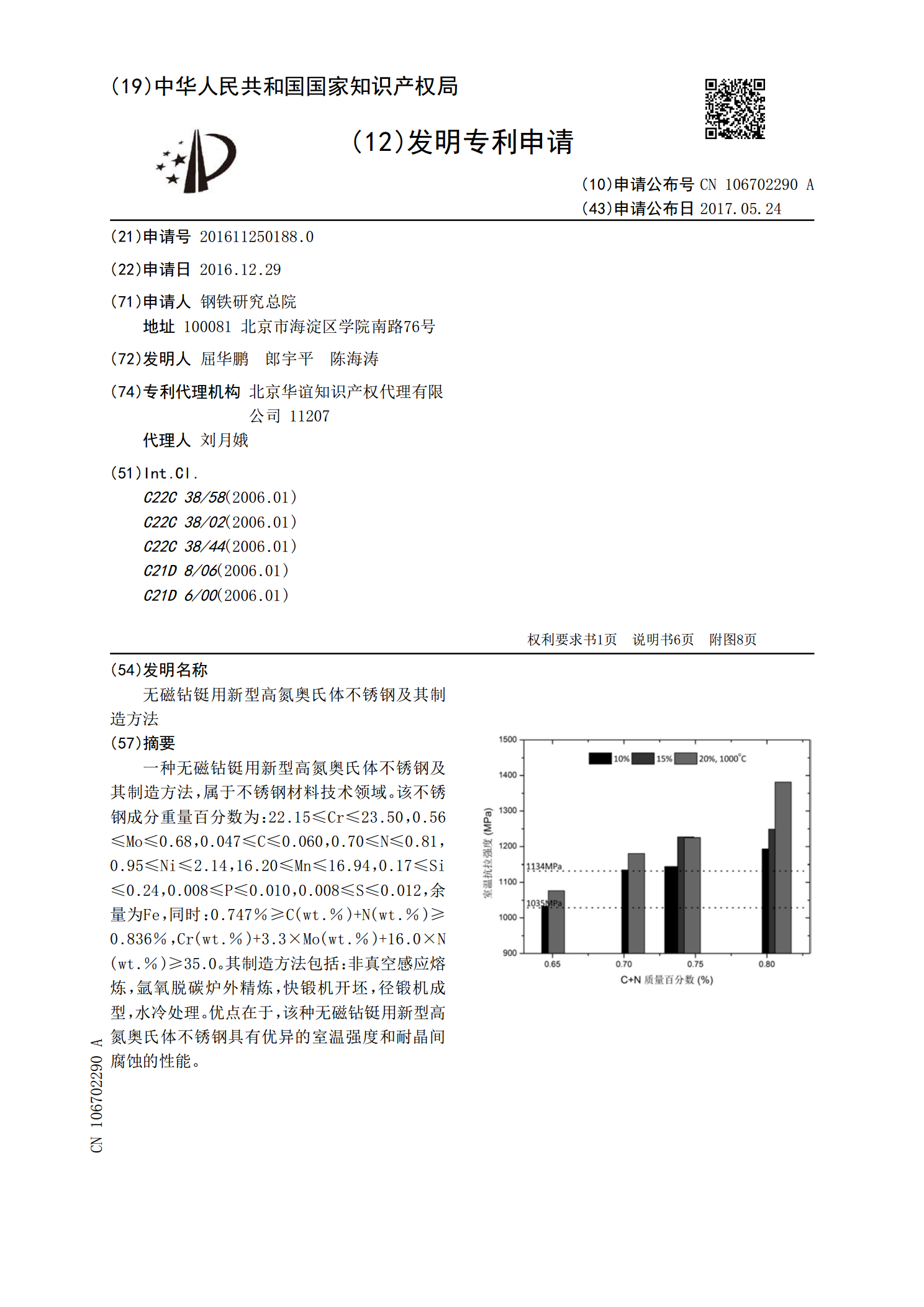
一种无磁钻铤用新型高氮奥氏体不锈钢及其制造方法,属于不锈钢材料技术领域。该不锈钢成分重量百分数为:22.15≤Cr≤23.50,0.56≤Mo≤0.68,0.047≤C≤0.060,0.70≤N≤0.81,0.95≤Ni≤2.14,16.20≤Mn≤16.94,0.17≤Si≤0.24,0.008≤P≤0.010,0.008≤S≤0.012,余量为Fe,同时:0.747%≥C(wt.%)+N(wt.%)≥0.836%,Cr(wt.%)+3.3×Mo(wt.%)+16.0×N(wt.%)≥35.0。其制造方