
一种基于强度补偿的工件接头真空钎焊方法.pdf

醉香****mm


1/10
2/10

3/10
4/10
5/10
6/10
7/10
8/10
9/10
10/10
在线预览结束,喜欢就下载吧,查找使用更方便
相关资料
一种基于强度补偿的工件接头真空钎焊方法.pdf
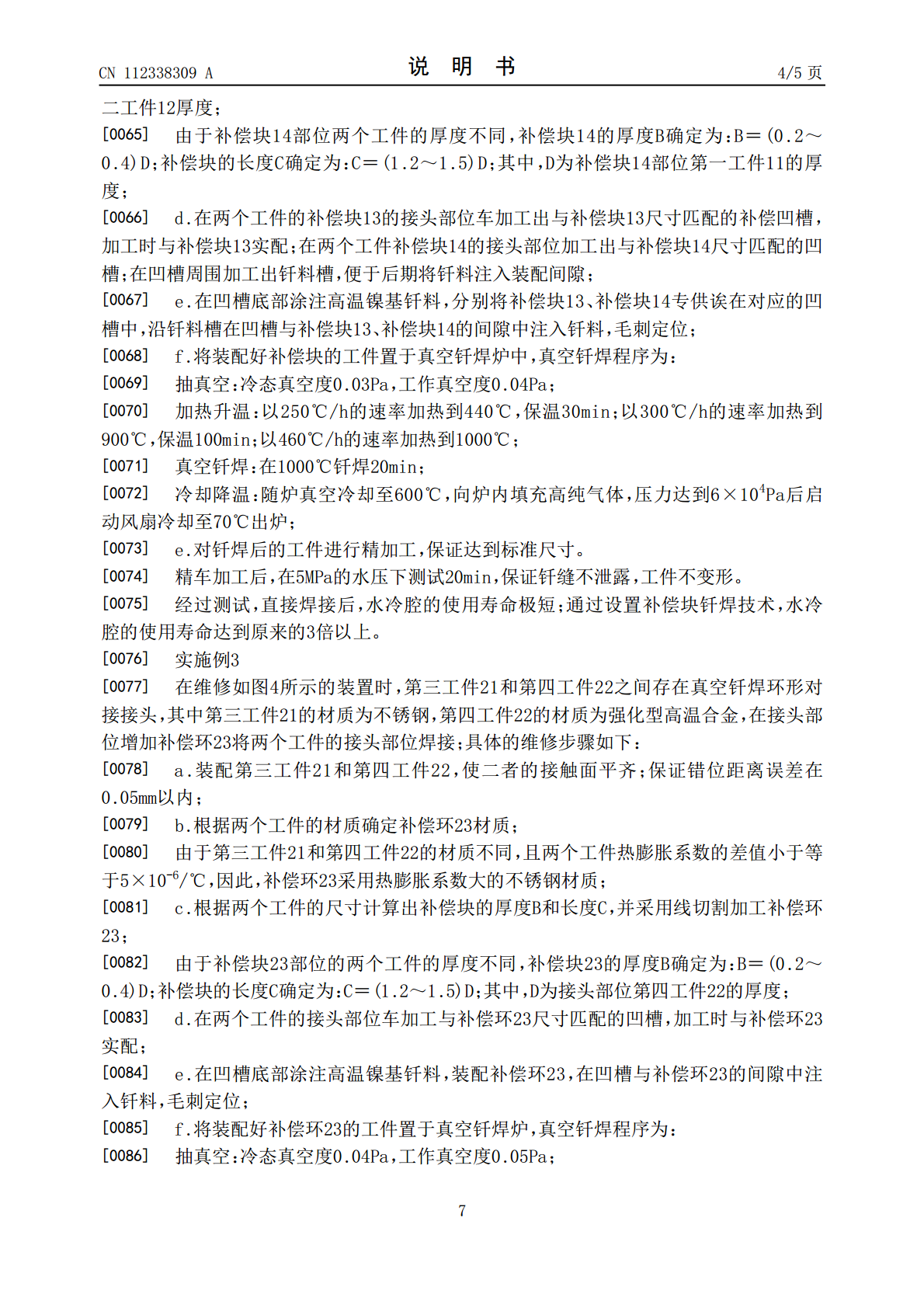
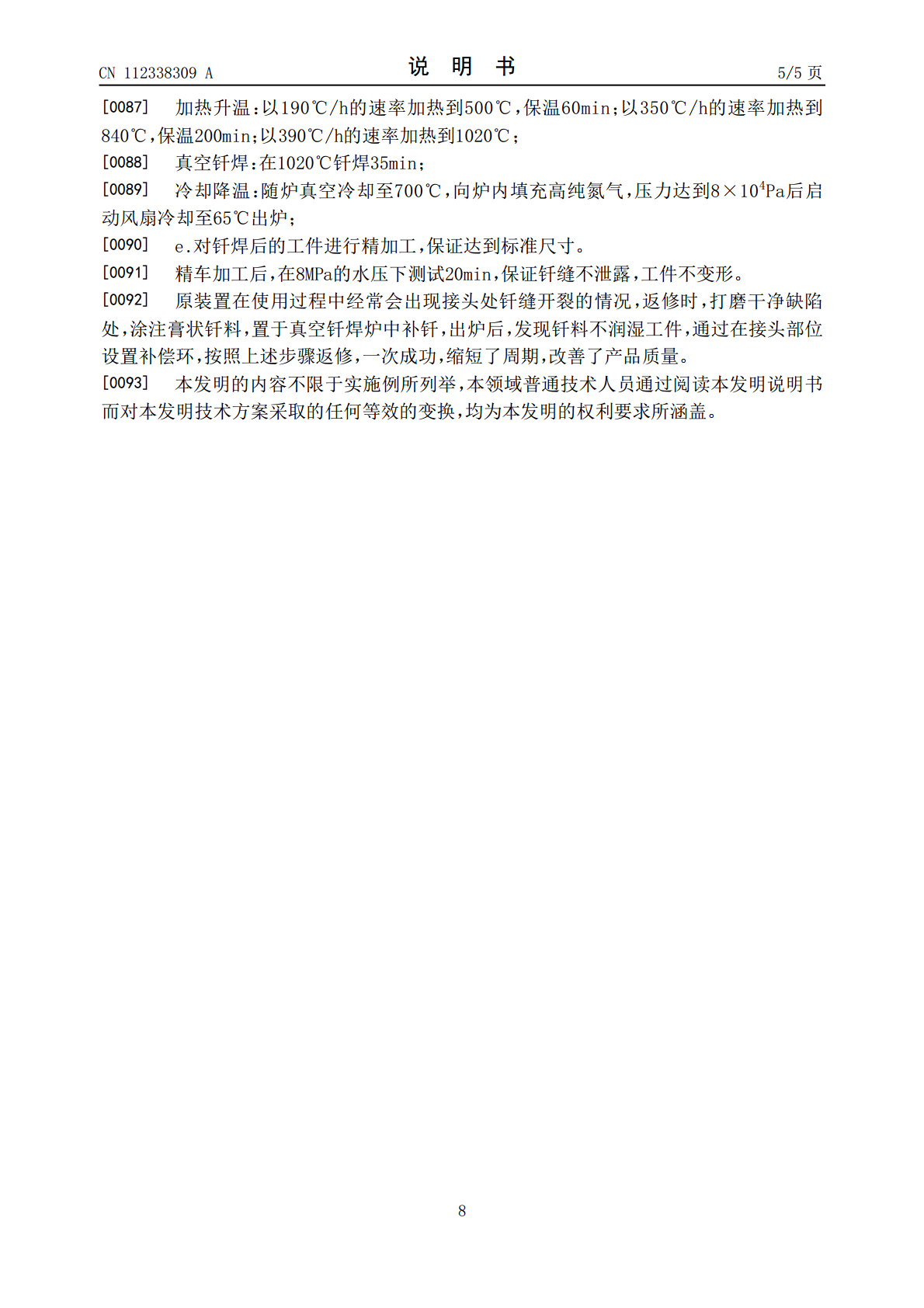
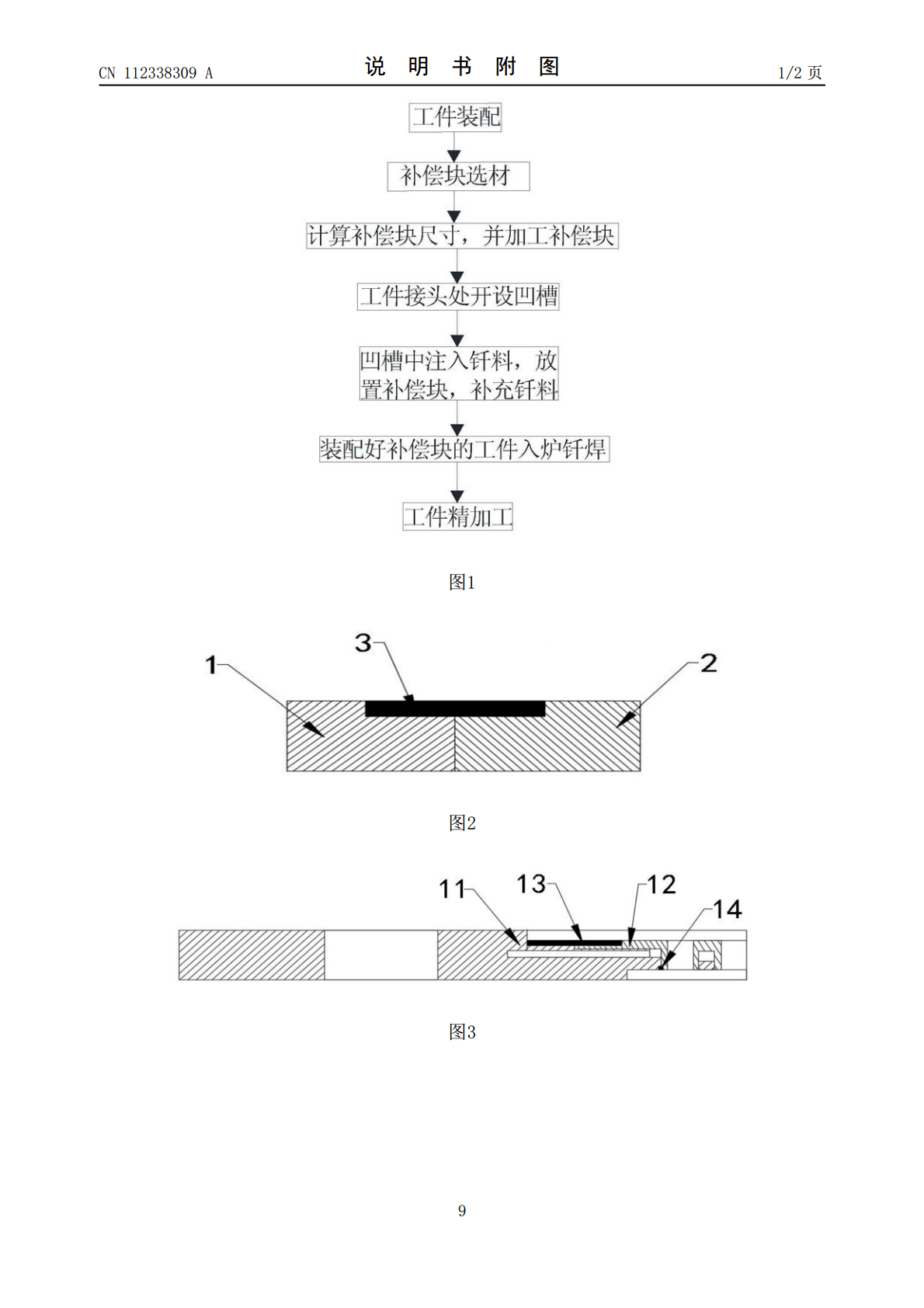
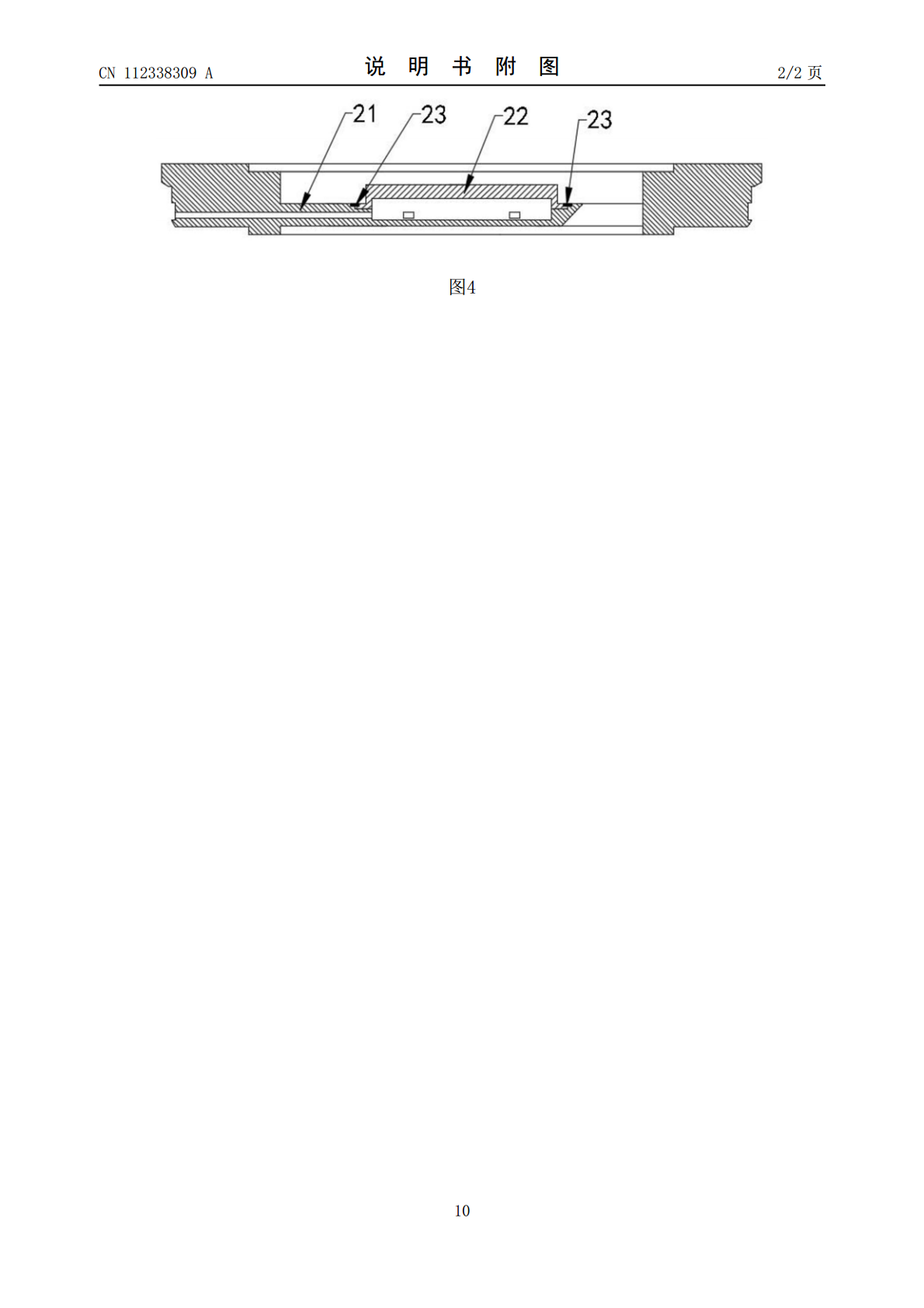
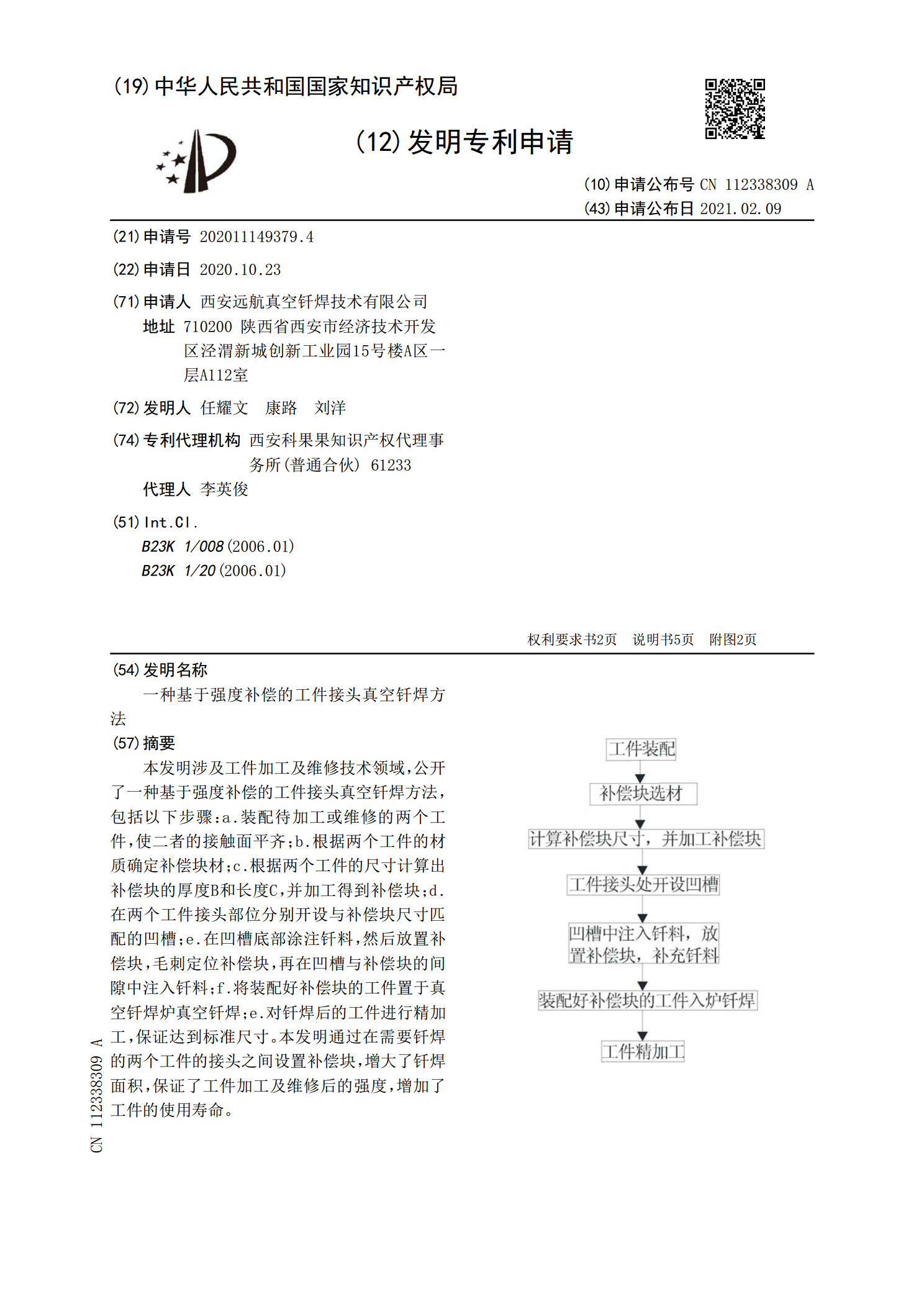
本发明涉及工件加工及维修技术领域,公开了一种基于强度补偿的工件接头真空钎焊方法,包括以下步骤:a.装配待加工或维修的两个工件,使二者的接触面平齐;b.根据两个工件的材质确定补偿块材;c.根据两个工件的尺寸计算出补偿块的厚度B和长度C,并加工得到补偿块;d.在两个工件接头部位分别开设与补偿块尺寸匹配的凹槽;e.在凹槽底部涂注钎料,然后放置补偿块,毛刺定位补偿块,再在凹槽与补偿块的间隙中注入钎料;f.将装配好补偿块的工件置于真空钎焊炉真空钎焊;e.对钎焊后的工件进行精加工,保证达到标准尺寸。本发明通过在需要钎
一种真空钎焊接头剪力测试方法.pdf
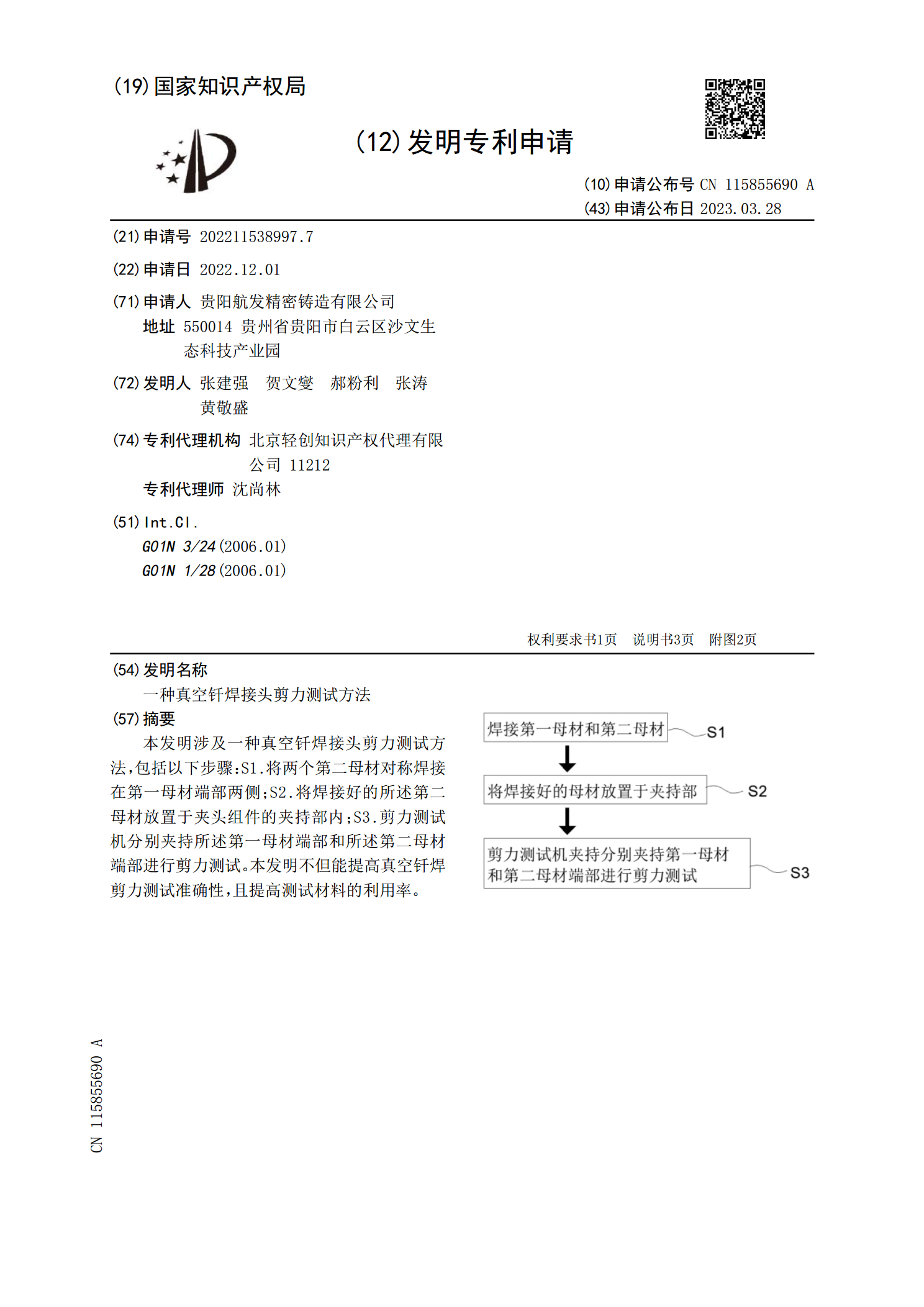
本发明涉及一种真空钎焊接头剪力测试方法,包括以下步骤:S1.将两个第二母材对称焊接在第一母材端部两侧;S2.将焊接好的所述第二母材放置于夹头组件的夹持部内;S3.剪力测试机分别夹持所述第一母材端部和所述第二母材端部进行剪力测试。本发明不但能提高真空钎焊剪力测试准确性,且提高测试材料的利用率。
一种异种材料套接式工件的真空钎焊方法.pdf
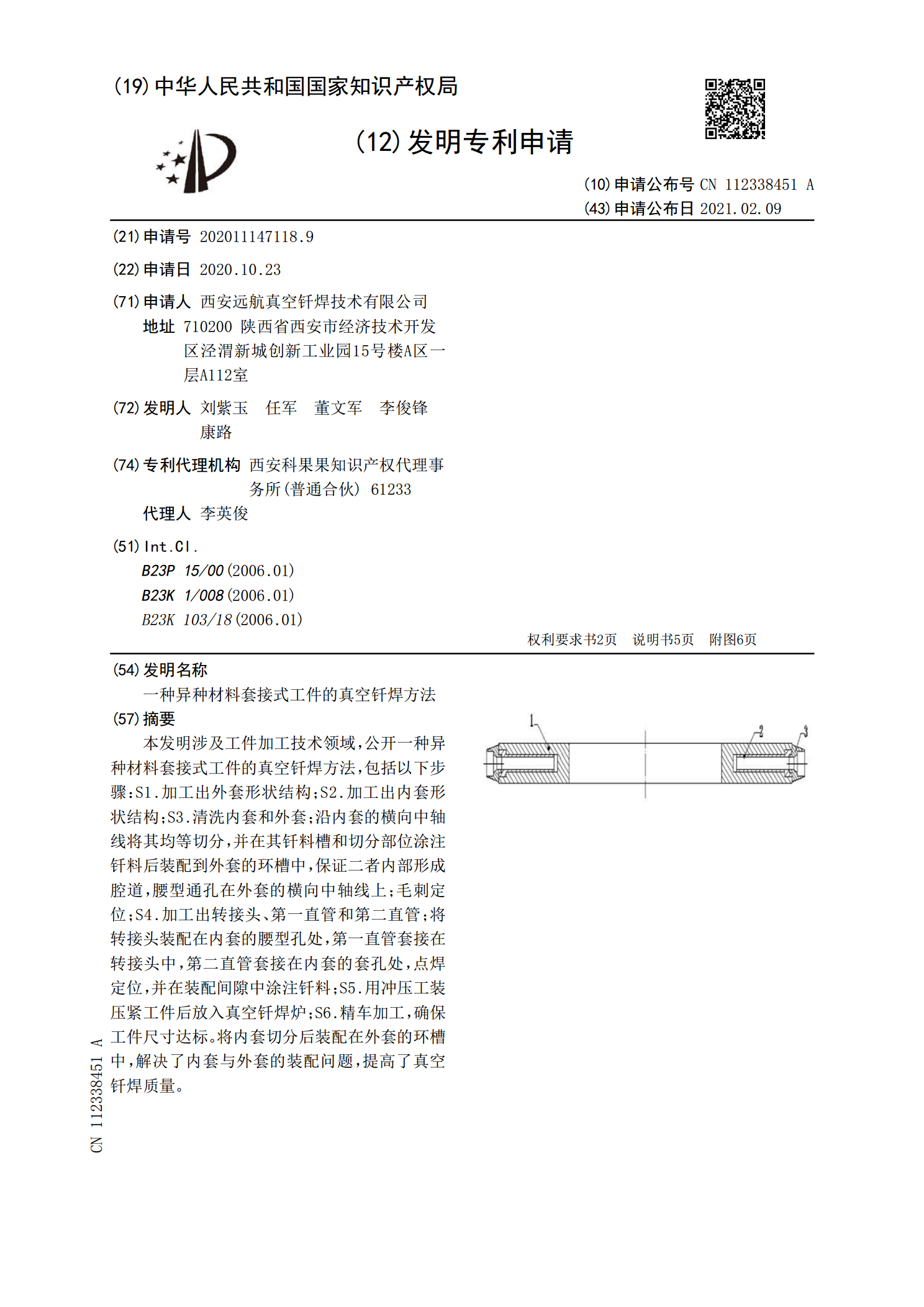
本发明涉及工件加工技术领域,公开一种异种材料套接式工件的真空钎焊方法,包括以下步骤:S1.加工出外套形状结构;S2.加工出内套形状结构;S3.清洗内套和外套;沿内套的横向中轴线将其均等切分,并在其钎料槽和切分部位涂注钎料后装配到外套的环槽中,保证二者内部形成腔道,腰型通孔在外套的横向中轴线上;毛刺定位;S4.加工出转接头、第一直管和第二直管;将转接头装配在内套的腰型孔处,第一直管套接在转接头中,第二直管套接在内套的套孔处,点焊定位,并在装配间隙中涂注钎料;S5.用冲压工装压紧工件后放入真空钎焊炉;S6.精
一种真空钎焊装置以及使用该装置钎焊铝合金工件的方法.pdf
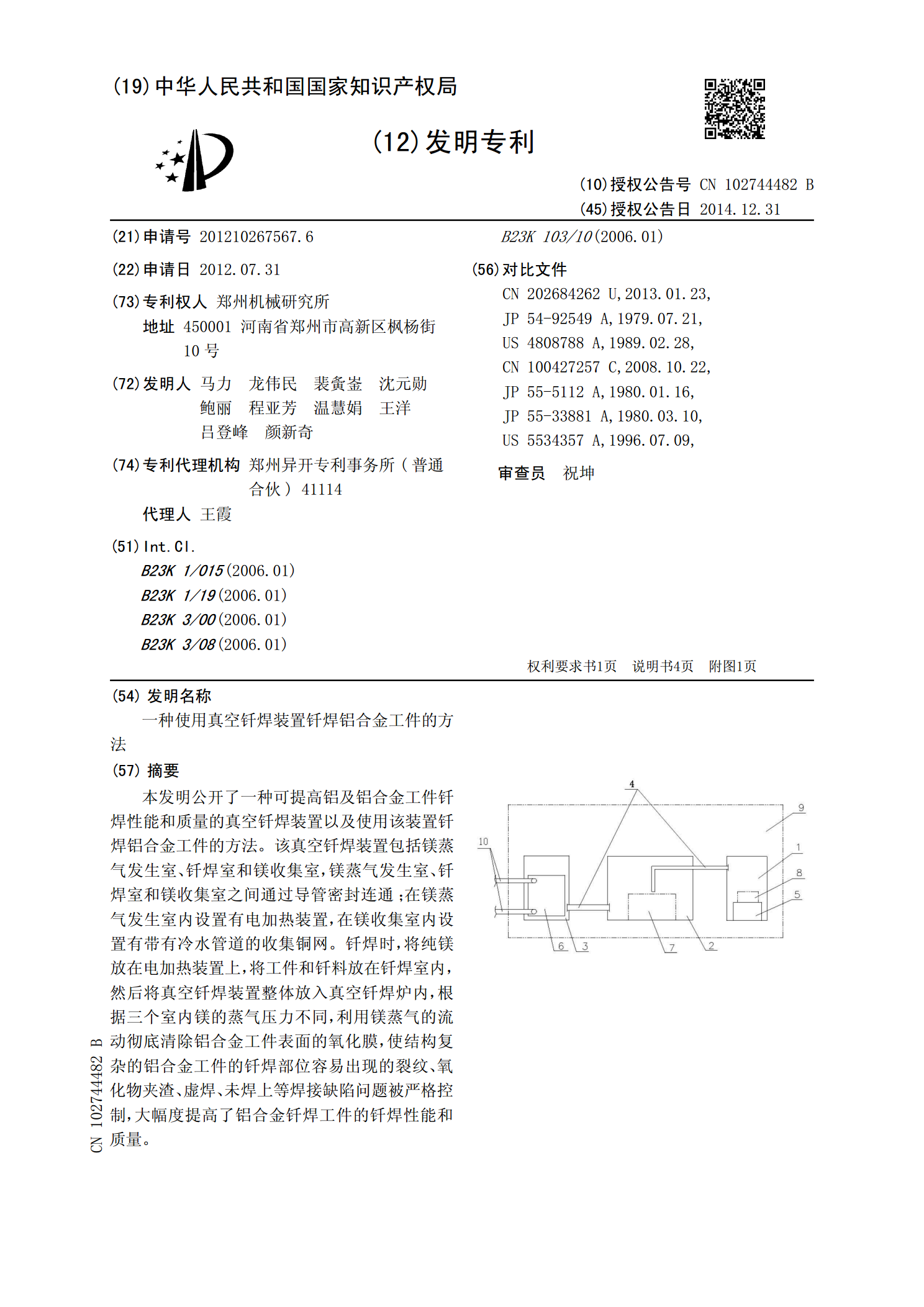
本发明公开了一种可提高铝及铝合金工件钎焊性能和质量的真空钎焊装置以及使用该装置钎焊铝合金工件的方法。该真空钎焊装置包括镁蒸气发生室、钎焊室和镁收集室,镁蒸气发生室、钎焊室和镁收集室之间通过导管密封连通;在镁蒸气发生室内设置有电加热装置,在镁收集室内设置有带有冷水管道的收集铜网。钎焊时,将纯镁放在电加热装置上,将工件和钎料放在钎焊室内,然后将真空钎焊装置整体放入真空钎焊炉内,根据三个室内镁的蒸气压力不同,利用镁蒸气的流动彻底清除铝合金工件表面的氧化膜,使结构复杂的铝合金工件的钎焊部位容易出现的裂纹、氧化物夹
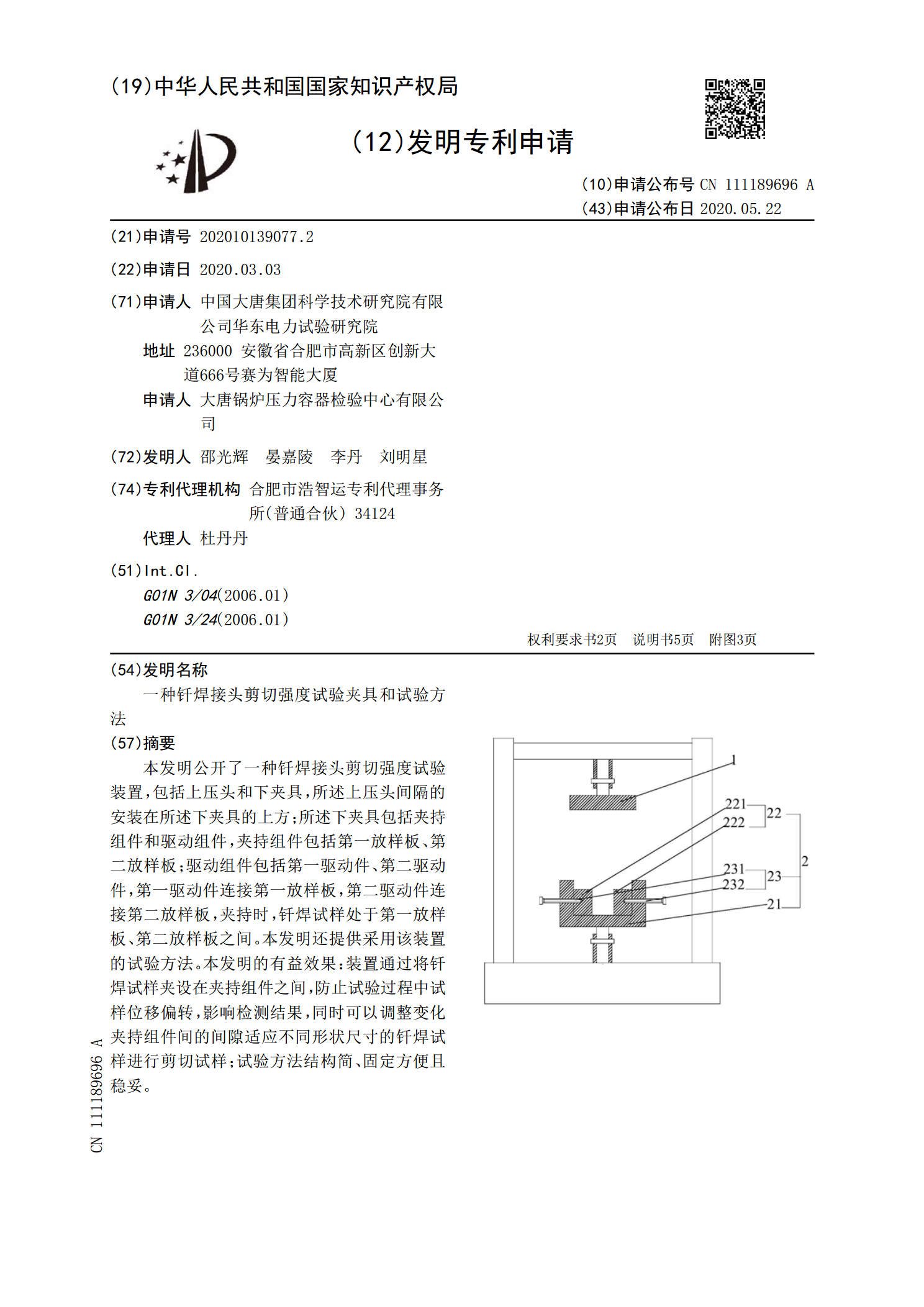
一种钎焊接头剪切强度试验夹具和试验方法.pdf
本发明公开了一种钎焊接头剪切强度试验装置,包括上压头和下夹具,所述上压头间隔的安装在所述下夹具的上方;所述下夹具包括夹持组件和驱动组件,夹持组件包括第一放样板、第二放样板;驱动组件包括第一驱动件、第二驱动件,第一驱动件连接第一放样板,第二驱动件连接第二放样板,夹持时,钎焊试样处于第一放样板、第二放样板之间。本发明还提供采用该装置的试验方法。本发明的有益效果:装置通过将钎焊试样夹设在夹持组件之间,防止试验过程中试样位移偏转,影响检测结果,同时可以调整变化夹持组件间的间隙适应不同形状尺寸的钎焊试样进行剪切试样