
数控钻床主轴精度快速调整装置及方法.pdf

文阁****23

1/6
2/6
3/6
4/6
5/6
6/6
在线预览结束,喜欢就下载吧,查找使用更方便
相关资料
数控钻床主轴精度快速调整装置及方法.pdf
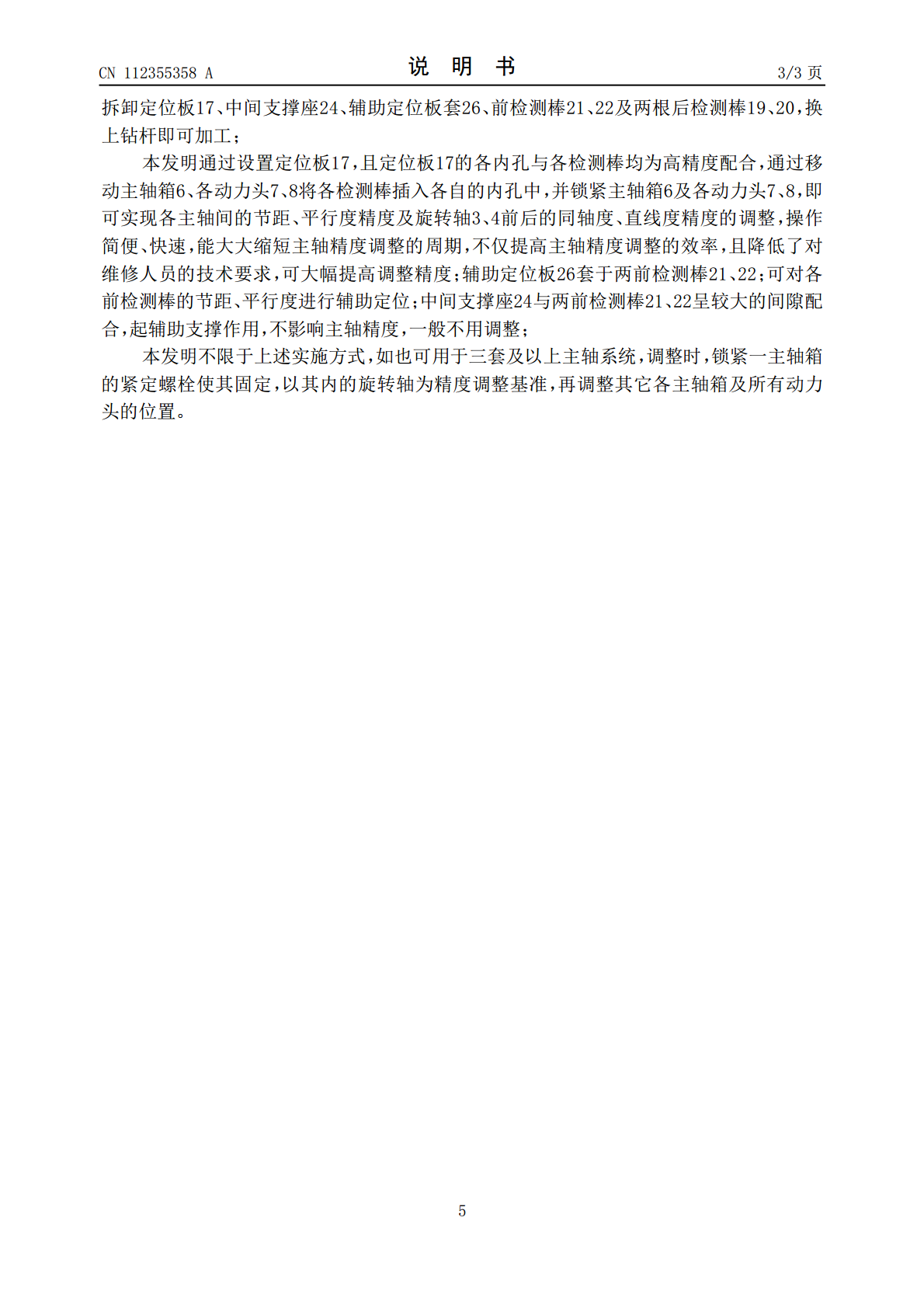
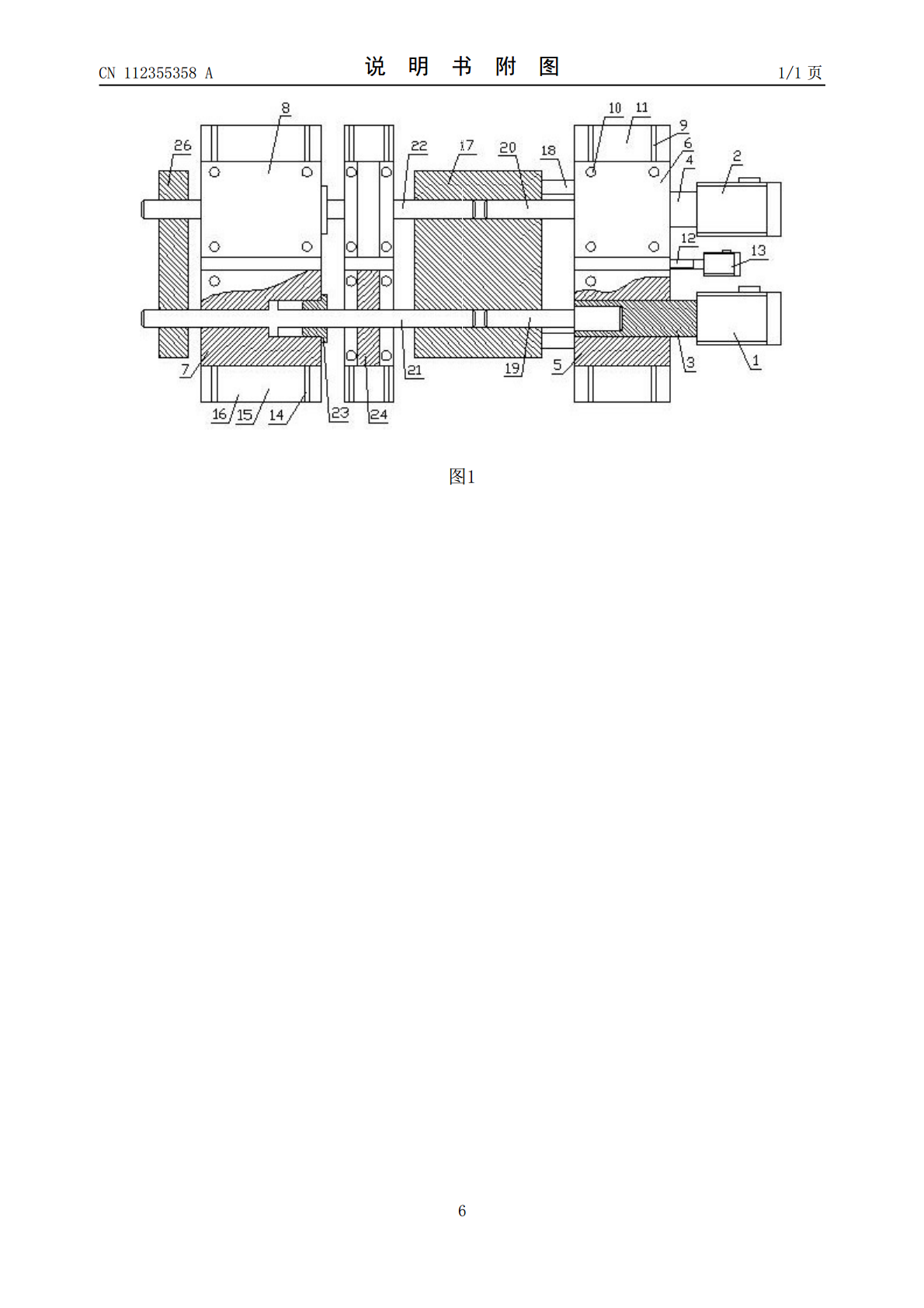
本发明公开了一种数控钻床主轴精度快速调整装置,包括两套以上的主轴电机、旋转轴、主轴箱及动力头,所有主轴箱均通过导轨副及紧定螺栓设于主轴箱固定板上,主轴箱固定板通过丝杆‑螺母副与进给电机相连,所有动力头均通过导轨副及紧定螺栓设于动力头固定板上;在主轴箱固定板与动力头固定板之间固设有定位板,两根以上的后检测棒的两端分别设于定位板和各自旋转轴的内孔中;两根以上的前检测棒穿过各自的动力头其后端分别设于定位板的内孔中,前检测棒均套有定位套;本发明还公开了一种数控钻床主轴精度快速调整方法;本发明能大大缩短主轴精度调整

数控双轴转台精度调整机构及精度调整方法.pdf
数控双轴转台精度调整机构及精度调整方法,精度调整机构结构是:在数控双轴转台台面的下方设有箱体,在箱体内安装有凸轮、凸轮输入轴、凸轮输出轴构成的凸轮副减速机构,凸轮输入轴两端分别设有前偏心轴承座、后偏心轴承座,在前偏心轴承座上安装前轴承,在后偏心轴承座上安装后轴承,前偏心轴承座外沿处安装有前压板,前偏心轴承座内设有前压盖,后偏心轴承座外沿处安装有后压板,后偏心轴承座内设有后压盖,在凸轮输入轴端部安装齿轮,箱体的端部用盖板封闭。调整方法:打开盖板,旋转数控双轴转台前后两侧的偏心轴承座,就可以调整凸轮副减速机构
管件数控钻床的回转主轴结构.pdf
本发明涉及一种管件数控钻床的回转主轴结构,在主轴箱内设置电机,通过减速机与传动部件与主轴连接,主轴两端架设在主轴箱的箱壁上,主轴前端安装有卡盘,所述传动部件为同步带传动系,包括小同步带轮、同步带、大同步带轮,所述大同步带轮设置在主轴中部。本发明采用伺服电机,可自由调整回转转速,提高定位精度;本发明采用同步带传动,由于管件旋转不需要较大的回转力,因此同步带完全可以满足旋转管件并精确定位的要求,而且传动平稳可靠,柔性较好,成本较低。
数控钻床主轴卡刀维修方案设计.pdf
题目:数控钻床主轴卡刀维修方案设计目录1.设备介绍...........................................................................................................................11.1数控钻床的结构................................................................................................
精度调整方法及装置、存储介质.pdf
本公开提供了一种精度调整方法及装置、存储介质。其中,该方法包括:确定目标函数对神经网络模型中每个神经元权重参数的目标偏导数,所述目标函数用于指示训练完成后的所述神经网络模型的输出值与所述神经网络模型的期望值之间的误差;基于所述目标偏导数,确定所述每个神经元权重参数对应的目标权重精度;基于所述每个神经元权重参数对应的所述目标权重精度,对所述神经网络模型中的至少一个神经元权重参数的精度进行调整。本公开实现了灵活配置神经元权重参数的精度的目的,既可以确保人工智能芯片的较高识别率,又可以降低神经网络模型的大小。