
大长径比、小口径、超薄铂及铂铑合金坩埚制备方法.pdf

猫巷****永安

1/10

2/10
3/10
4/10

5/10
6/10
7/10
8/10
9/10
10/10
亲,该文档总共12页,到这已经超出免费预览范围,如果喜欢就直接下载吧~
相关资料
大长径比、小口径、超薄铂及铂铑合金坩埚制备方法.pdf
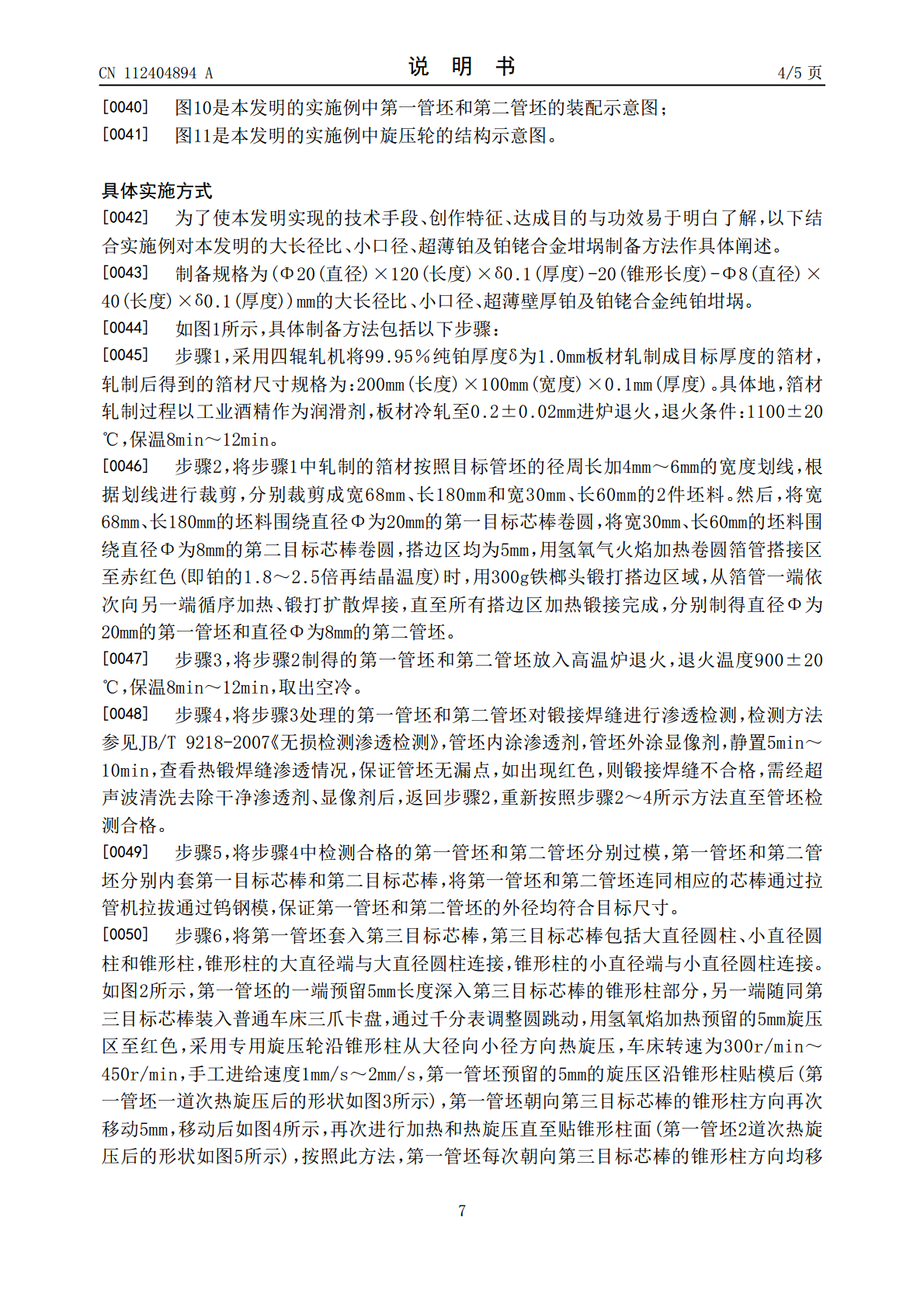
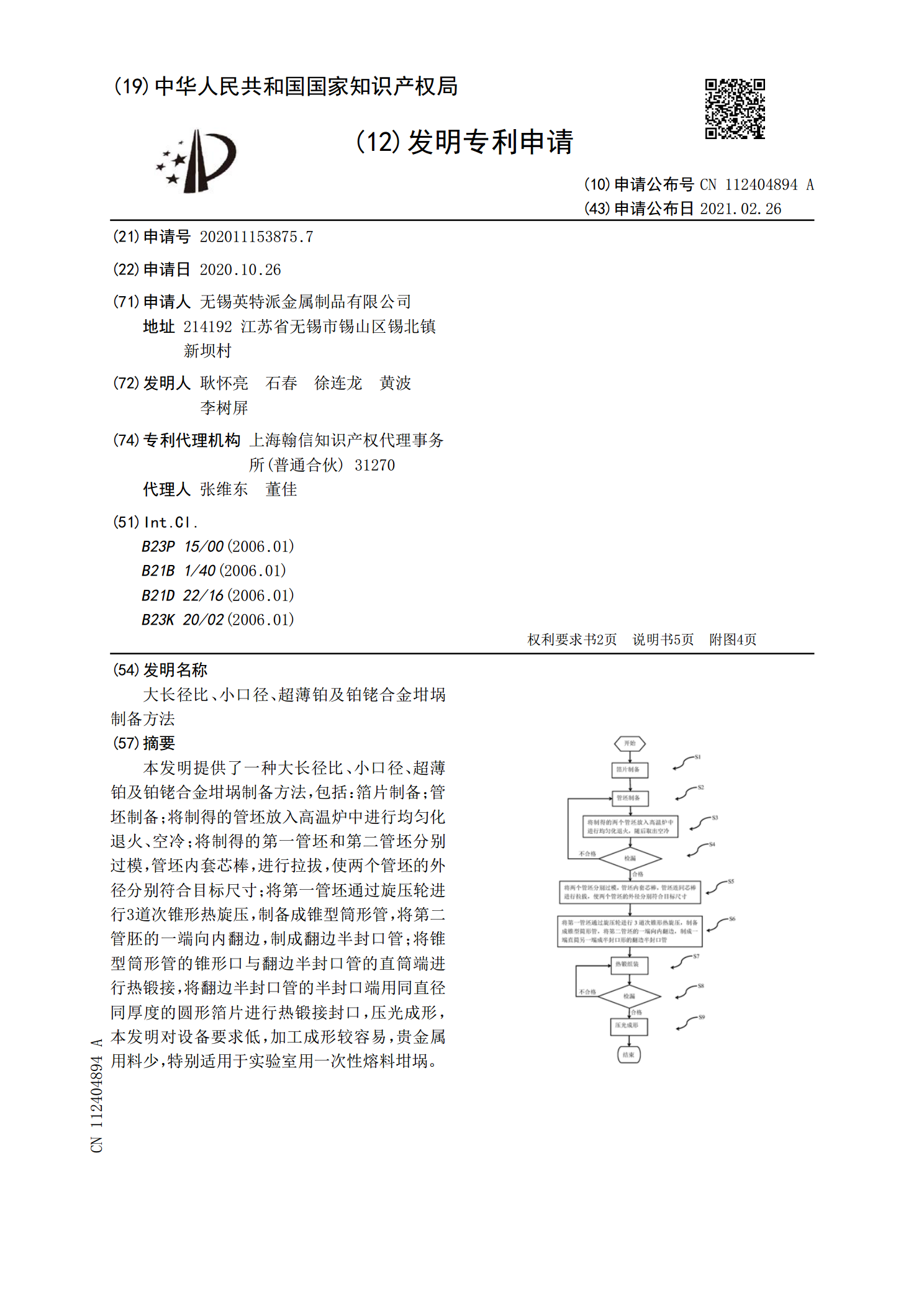
本发明提供了一种大长径比、小口径、超薄铂及铂铑合金坩埚制备方法,包括:箔片制备;管坯制备;将制得的管坯放入高温炉中进行均匀化退火、空冷;将制得的第一管坯和第二管坯分别过模,管坯内套芯棒,进行拉拔,使两个管坯的外径分别符合目标尺寸;将第一管坯通过旋压轮进行3道次锥形热旋压,制备成锥型筒形管,将第二管胚的一端向内翻边,制成翻边半封口管;将锥型筒形管的锥形口与翻边半封口管的直筒端进行热锻接,将翻边半封口管的半封口端用同直径同厚度的圆形箔片进行热锻接封口,压光成形,本发明对设备要求低,加工成形较容易,贵金属用料少
一种铂铑合金的制备方法、铂铑合金催化剂的制备方法及其应用.pdf
本申请公开了一种铂铑合金的制备方法、铂铑合金催化剂的制备方法及其应用,所述铂铑合金的制备方法包括以下步骤:(S1)将含有铂金属前体、铑金属前体、抗坏血酸、1?十八烯的溶液I反应,获得铂铑合金。所述制备方法制备得到的铂铑合金催化剂合金化程度高,具有较高的催化活性以及超高催化稳定性,在燃料电池、石油化工、高温热电偶、汽车尾气净化、电化学传感器等领域具有良好的应用前景。
一种铂铑合金的制备方法、铂铑合金催化剂的制备方法及其应用.pdf
本申请公开了一种铂铑合金的制备方法、铂铑合金催化剂的制备方法及其应用,所述铂铑合金的制备方法包括以下步骤:(S1)将含有铂金属前体、铑金属前体、抗坏血酸、1?十八烯的溶液I反应,获得铂铑合金。所述制备方法制备得到的铂铑合金催化剂合金化程度高,具有较高的催化活性以及超高催化稳定性,在燃料电池、石油化工、高温热电偶、汽车尾气净化、电化学传感器等领域具有良好的应用前景。
一种铂-铂铑复合丝材的制备方法.pdf
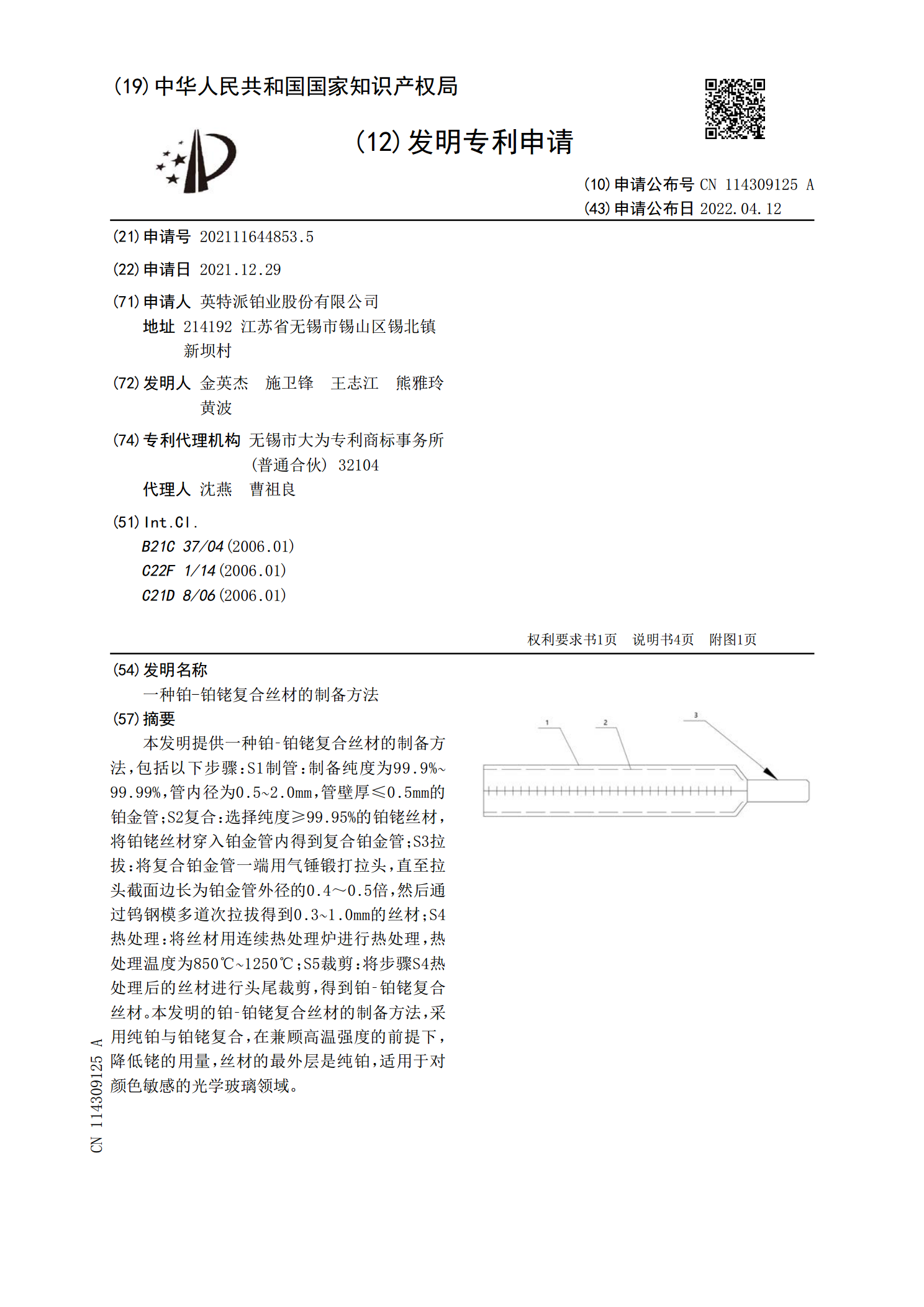
本发明提供一种铂‑铂铑复合丝材的制备方法,包括以下步骤:S1制管:制备纯度为99.9%~99.99%,管内径为0.5~2.0mm,管壁厚≤0.5mm的铂金管;S2复合:选择纯度≥99.95%的铂铑丝材,将铂铑丝材穿入铂金管内得到复合铂金管;S3拉拔:将复合铂金管一端用气锤锻打拉头,直至拉头截面边长为铂金管外径的0.4~0.5倍,然后通过钨钢模多道次拉拔得到0.3~1.0mm的丝材;S4热处理:将丝材用连续热处理炉进行热处理,热处理温度为850℃~1250℃;S5裁剪:将步骤S4热处理后的丝材进行头尾裁剪,

弥散强化铂铑与普通铂铑的复合方法.pdf
本发明涉及一种弥散强化铂铑与普通铂铑的复合方法,它包括以下步骤:弥散强化铂铑粉末的制备(具体包括配料熔炼、底铸成条、切块与造粉)、普通铂铑粉末的制备(具体包括配料熔炼、浇铸轧制与裁剪造粉)与弥散强化铂铑与普通铂铑复合材料的制备(具体包括复合氧化、压制热锻与轧制成型)。本发明有效地解决了复合材料气泡过多的问题,使其成品率从56%上升到95%以上。同时两种材料的复合既保留了弥散强化材料的强度,又能有效地阻止裂纹缺陷的扩张,使得该复合材料具有良好的韧性及延伸率。