
一种防偏移辊筒及防偏移辊筒的制作方法.pdf

兴朝****45


1/10

2/10

3/10
4/10

5/10

6/10
7/10
8/10
9/10

10/10
在线预览结束,喜欢就下载吧,查找使用更方便
相关资料
一种防偏移辊筒及防偏移辊筒的制作方法.pdf
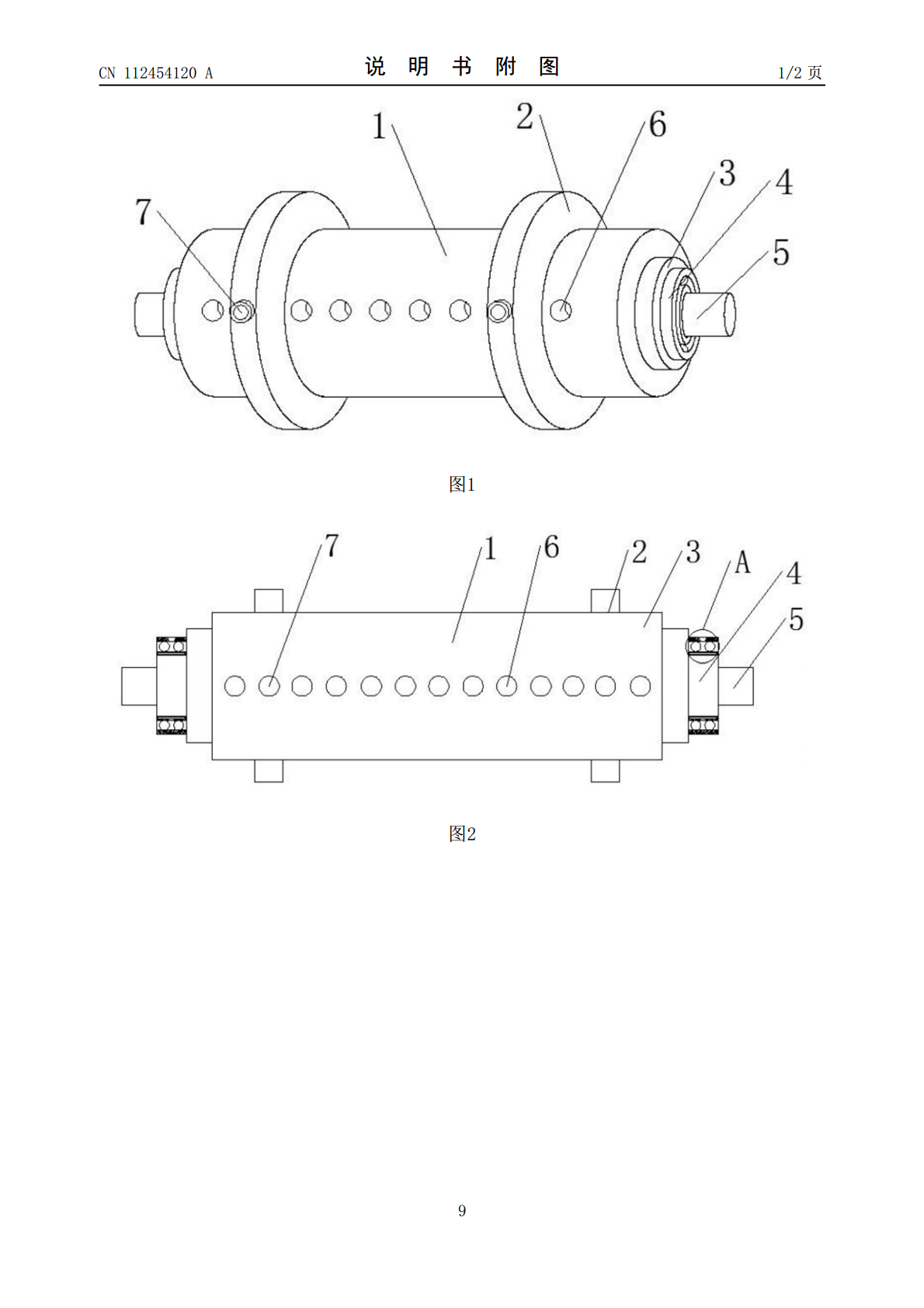
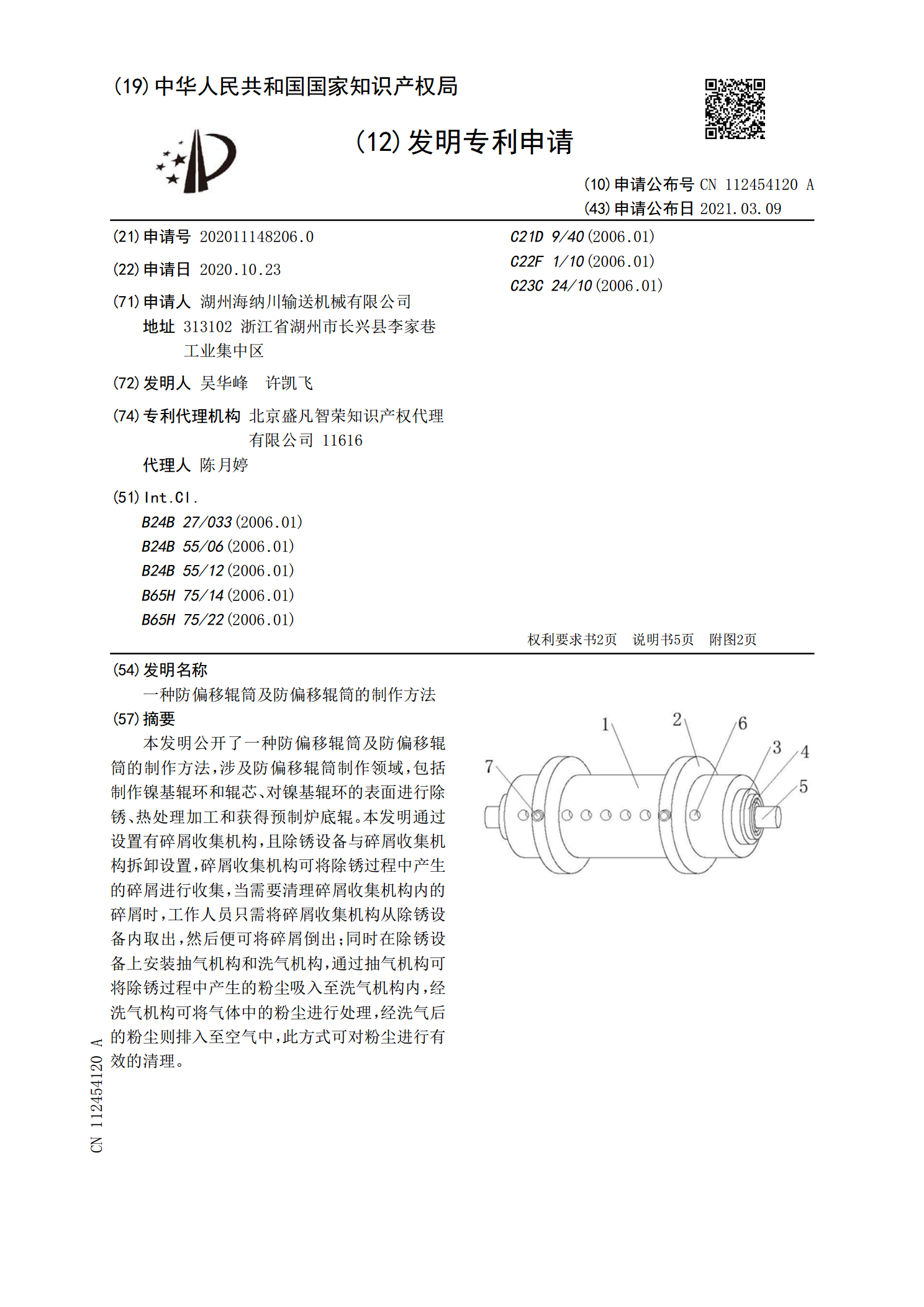
本发明公开了一种防偏移辊筒及防偏移辊筒的制作方法,涉及防偏移辊筒制作领域,包括制作镍基辊环和辊芯、对镍基辊环的表面进行除锈、热处理加工和获得预制炉底辊。本发明通过设置有碎屑收集机构,且除锈设备与碎屑收集机构拆卸设置,碎屑收集机构可将除锈过程中产生的碎屑进行收集,当需要清理碎屑收集机构内的碎屑时,工作人员只需将碎屑收集机构从除锈设备内取出,然后便可将碎屑倒出;同时在除锈设备上安装抽气机构和洗气机构,通过抽气机构可将除锈过程中产生的粉尘吸入至洗气机构内,经洗气机构可将气体中的粉尘进行处理,经洗气后的粉尘则排入
一种辊筒拆换装置、辊筒拆卸方法以及辊筒安装方法.pdf
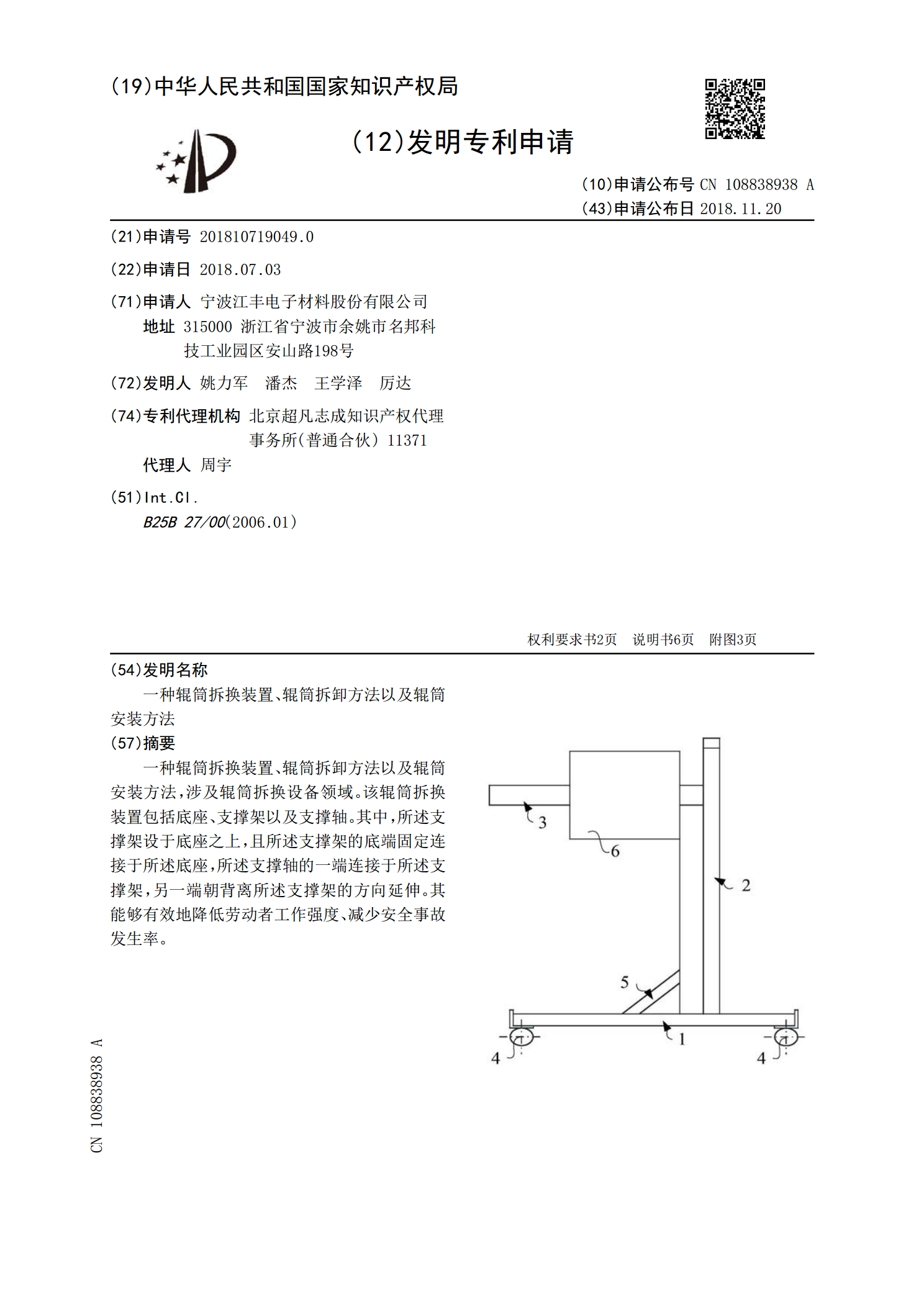
一种辊筒拆换装置、辊筒拆卸方法以及辊筒安装方法,涉及辊筒拆换设备领域。该辊筒拆换装置包括底座、支撑架以及支撑轴。其中,所述支撑架设于底座之上,且所述支撑架的底端固定连接于所述底座,所述支撑轴的一端连接于所述支撑架,另一端朝背离所述支撑架的方向延伸。其能够有效地降低劳动者工作强度、减少安全事故发生率。

水泥加工用防卡料的辊筒磨.pdf
本发明涉及一种水泥加工用防卡料的辊筒磨,包括筒体及置于筒体中的磨辊,筒体由齿轮边缘传动,磨辊的两端通过液压支架安装,筒体内安装有导料板,所述导料板与筒体内壁间设置有导料筒,导料筒固连于支架上,导料筒的侧壁均布有导料孔,导料筒的端部带有驱动轮,驱动轮上铰接有偏心杆,驱动轮的轮轴通过皮带与驱动电机连接;导料板的中部铰接于转轴上,其上端铰接推杆,推杆的端部与偏心杆铰接。本发明的结构简单、设计合理;于筒体内设置导料筒,并设置往复转动的导料板,相比传统的单导料板结构,有效地避免了卡料现象,延长导料板的使用寿命,提高
一种具有双层辊筒的冷却辊.pdf
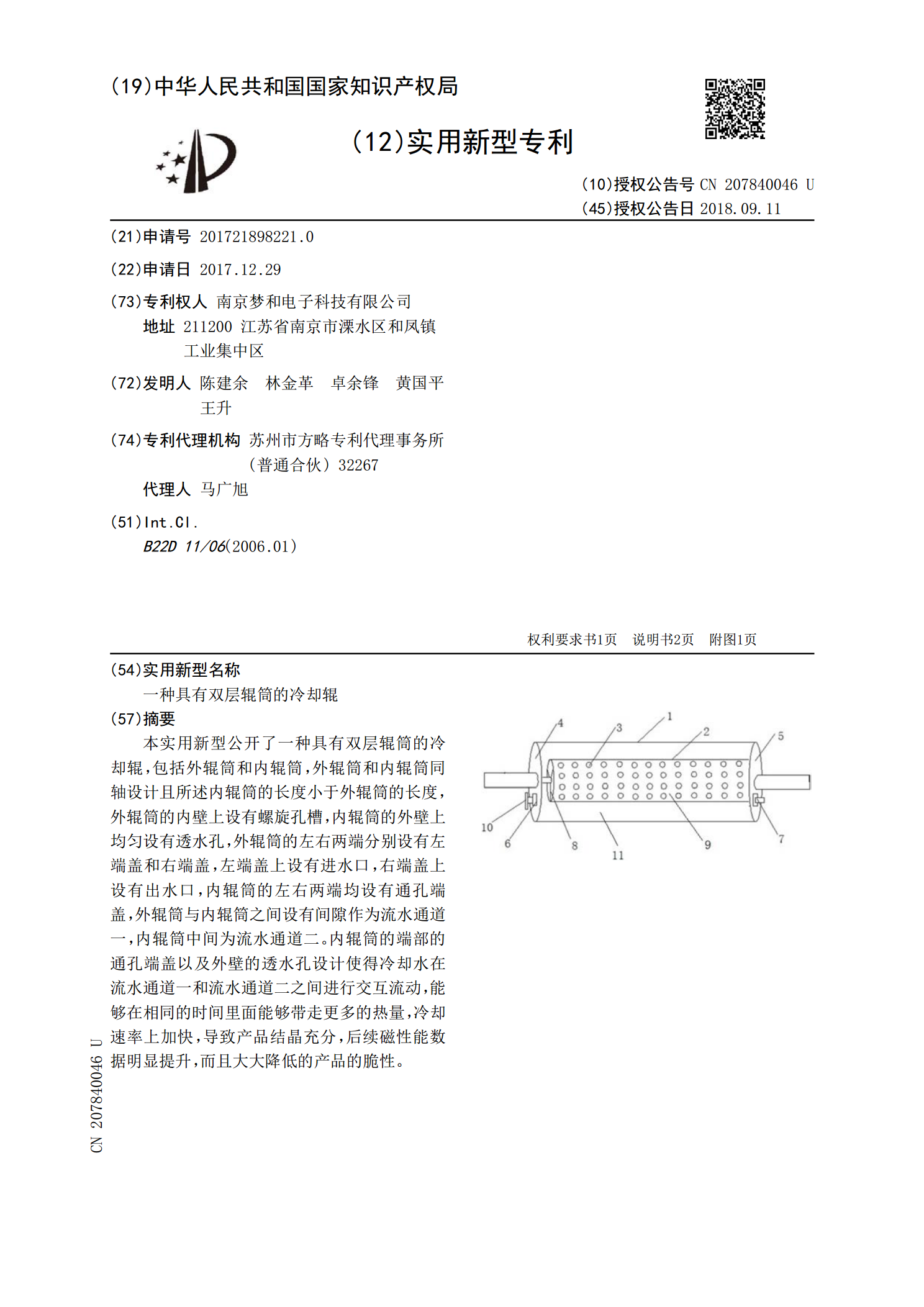
本实用新型公开了一种具有双层辊筒的冷却辊,包括外辊筒和内辊筒,外辊筒和内辊筒同轴设计且所述内辊筒的长度小于外辊筒的长度,外辊筒的内壁上设有螺旋孔槽,内辊筒的外壁上均匀设有透水孔,外辊筒的左右两端分别设有左端盖和右端盖,左端盖上设有进水口,右端盖上设有出水口,内辊筒的左右两端均设有通孔端盖,外辊筒与内辊筒之间设有间隙作为流水通道一,内辊筒中间为流水通道二。内辊筒的端部的通孔端盖以及外壁的透水孔设计使得冷却水在流水通道一和流水通道二之间进行交互流动,能够在相同的时间里面能够带走更多的热量,冷却速率上加快,导致
辊筒机构.pdf
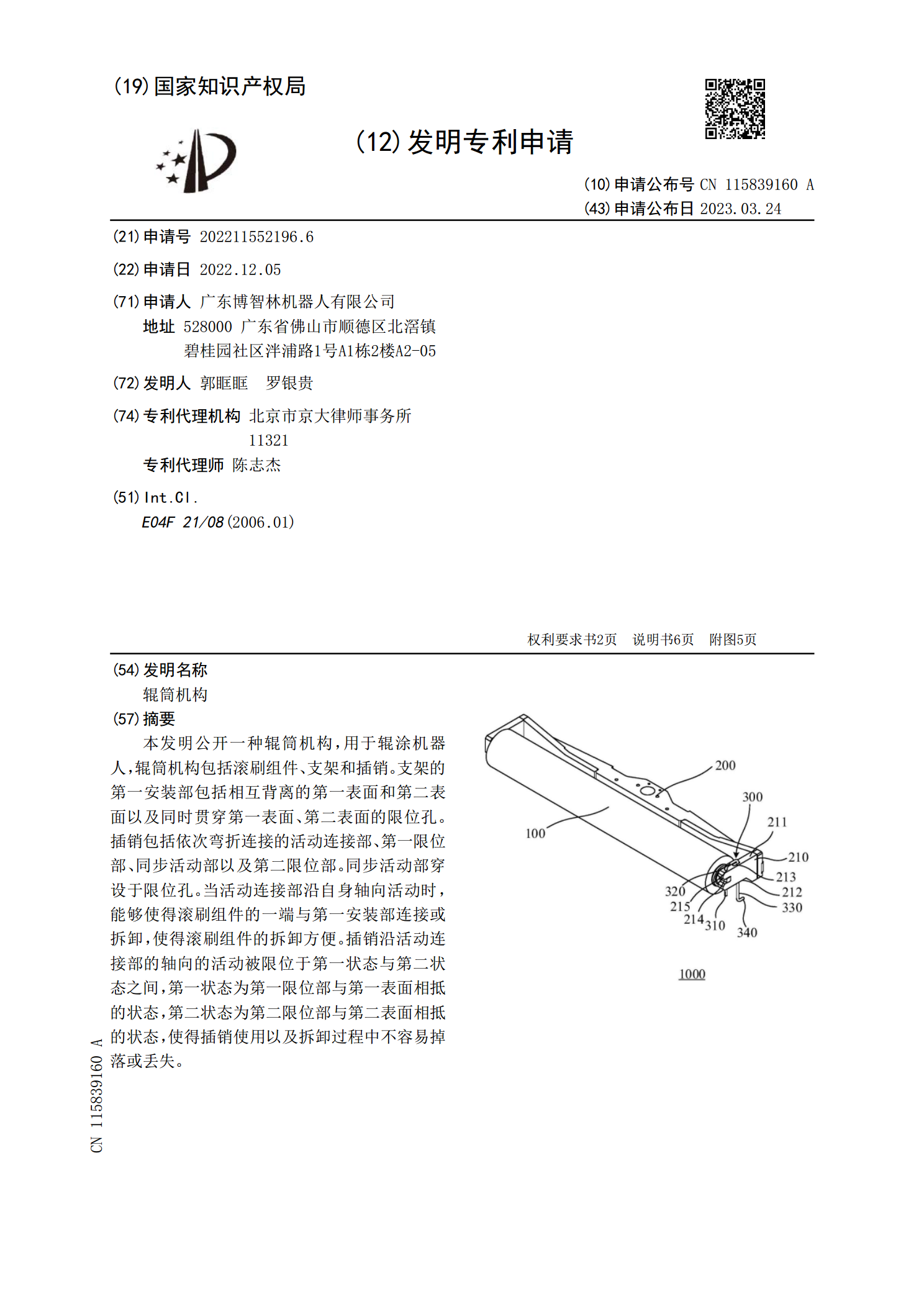
本发明公开一种辊筒机构,用于辊涂机器人,辊筒机构包括滚刷组件、支架和插销。支架的第一安装部包括相互背离的第一表面和第二表面以及同时贯穿第一表面、第二表面的限位孔。插销包括依次弯折连接的活动连接部、第一限位部、同步活动部以及第二限位部。同步活动部穿设于限位孔。当活动连接部沿自身轴向活动时,能够使得滚刷组件的一端与第一安装部连接或拆卸,使得滚刷组件的拆卸方便。插销沿活动连接部的轴向的活动被限位于第一状态与第二状态之间,第一状态为第一限位部与第一表面相抵的状态,第二状态为第二限位部与第二表面相抵的状态,使得插销