
一种含B耐硫酸露点腐蚀用热轧钢板/带及其制造方法.pdf

书生****22


1/10
2/10
3/10
4/10

5/10
6/10
7/10

8/10
9/10
10/10
亲,该文档总共18页,到这已经超出免费预览范围,如果喜欢就直接下载吧~
相关资料
一种含B耐硫酸露点腐蚀用热轧钢板/带及其制造方法.pdf
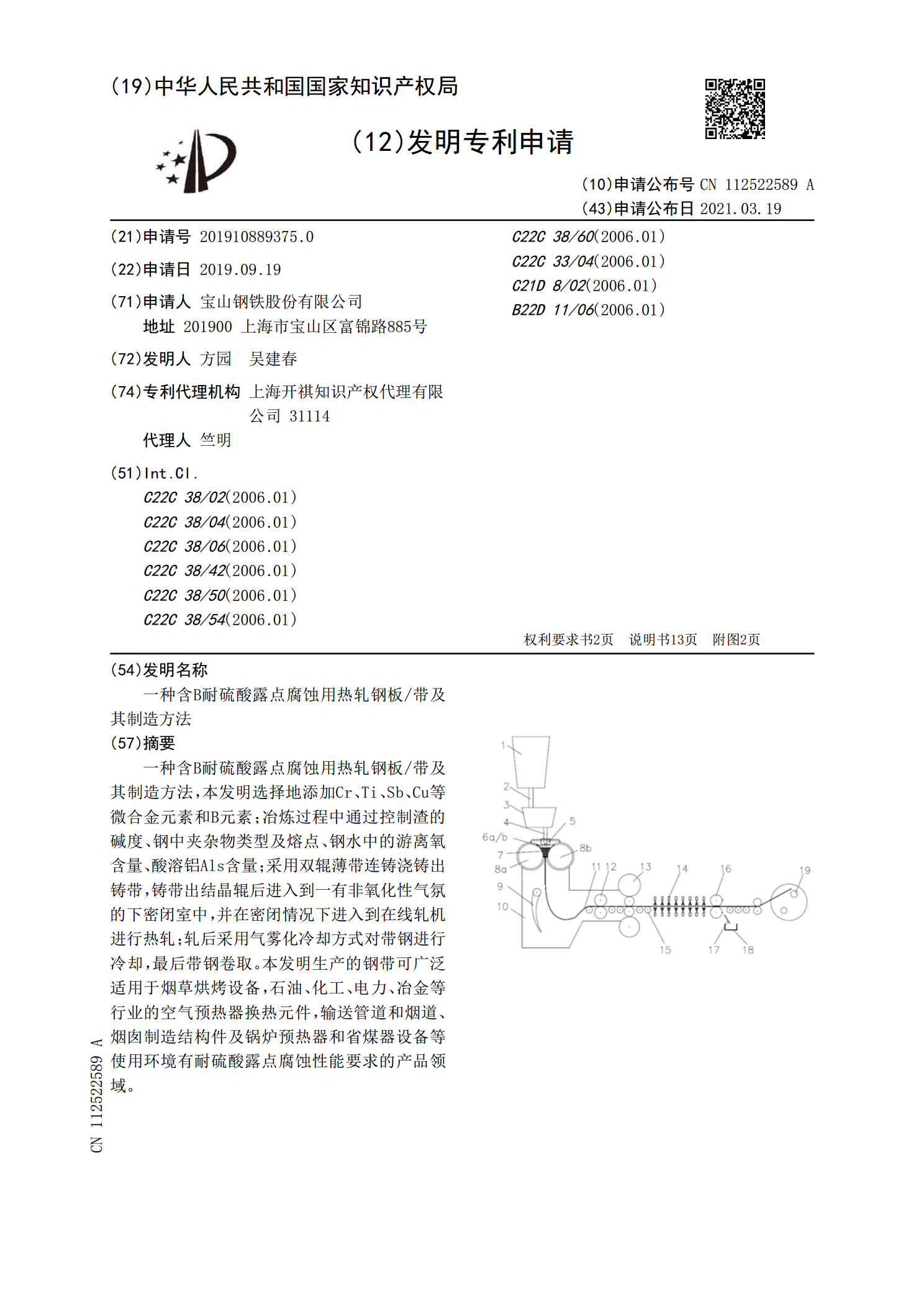
一种含B耐硫酸露点腐蚀用热轧钢板/带及其制造方法,本发明选择地添加Cr、Ti、Sb、Cu等微合金元素和B元素;冶炼过程中通过控制渣的碱度、钢中夹杂物类型及熔点、钢水中的游离氧含量、酸溶铝Als含量;采用双辊薄带连铸浇铸出铸带,铸带出结晶辊后进入到一有非氧化性气氛的下密闭室中,并在密闭情况下进入到在线轧机进行热轧;轧后采用气雾化冷却方式对带钢进行冷却,最后带钢卷取。本发明生产的钢带可广泛适用于烟草烘烤设备,石油、化工、电力、冶金等行业的空气预热器换热元件,输送管道和烟道、烟囱制造结构件及锅炉预热器和省煤器设
一种耐硫酸露点腐蚀用热轧钢板/带及其制造方法.pdf
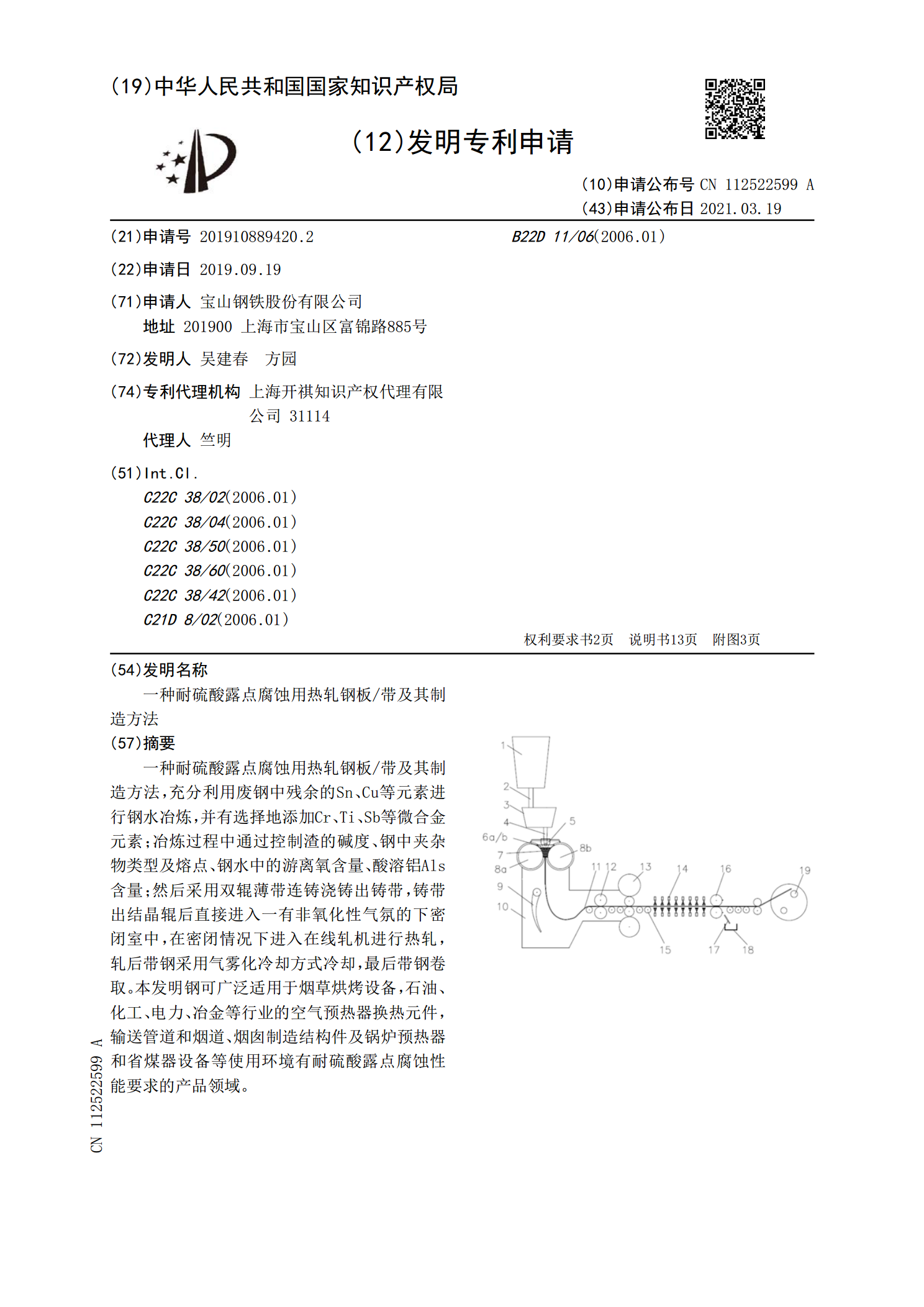
一种耐硫酸露点腐蚀用热轧钢板/带及其制造方法,充分利用废钢中残余的Sn、Cu等元素进行钢水冶炼,并有选择地添加Cr、Ti、Sb等微合金元素;冶炼过程中通过控制渣的碱度、钢中夹杂物类型及熔点、钢水中的游离氧含量、酸溶铝Als含量;然后采用双辊薄带连铸浇铸出铸带,铸带出结晶辊后直接进入一有非氧化性气氛的下密闭室中,在密闭情况下进入在线轧机进行热轧,轧后带钢采用气雾化冷却方式冷却,最后带钢卷取。本发明钢可广泛适用于烟草烘烤设备,石油、化工、电力、冶金等行业的空气预热器换热元件,输送管道和烟道、烟囱制造结构件及锅
一种薄规格耐硫酸露点腐蚀用热轧钢板/带的生产方法.pdf
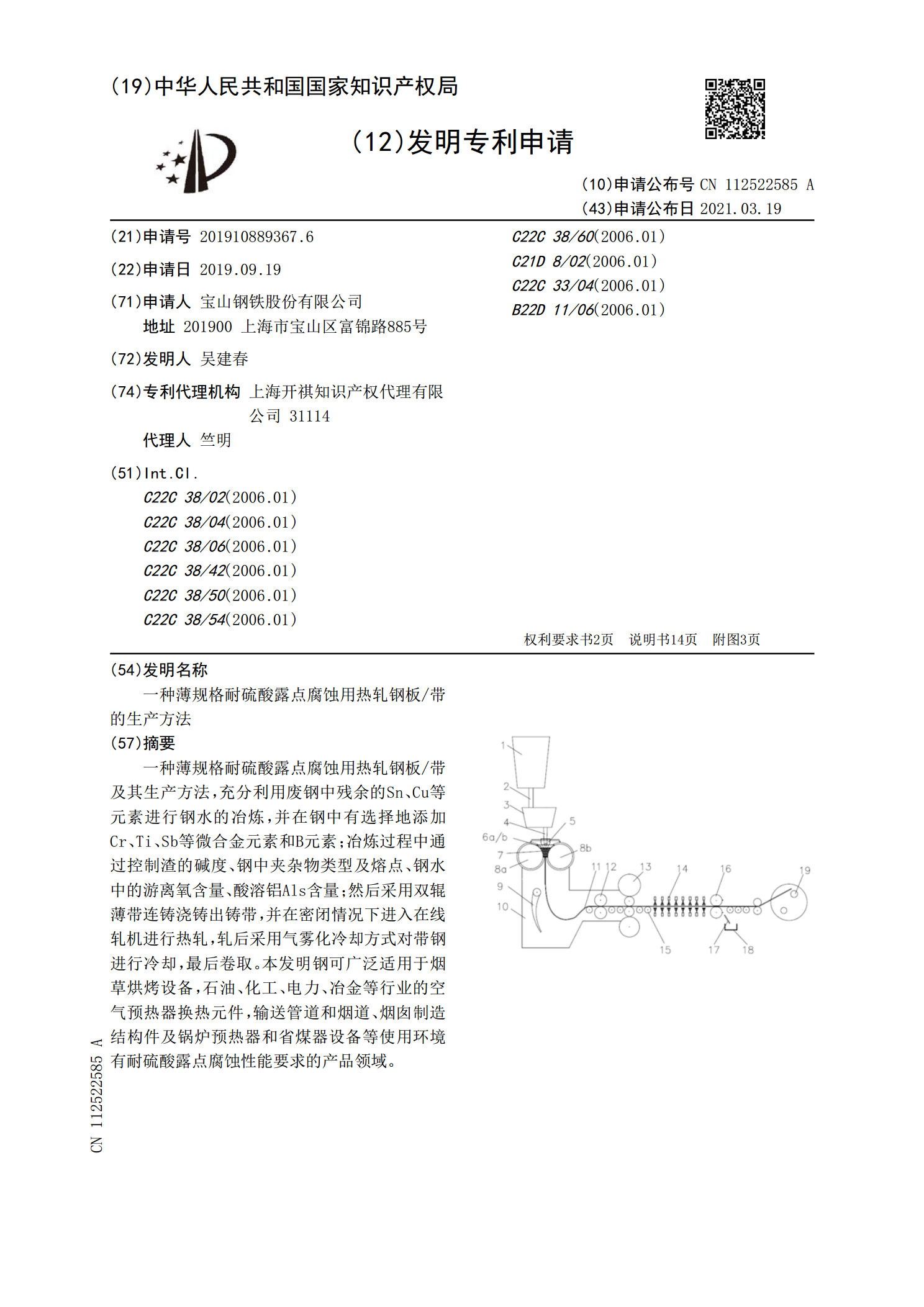
一种薄规格耐硫酸露点腐蚀用热轧钢板/带及其生产方法,充分利用废钢中残余的Sn、Cu等元素进行钢水的冶炼,并在钢中有选择地添加Cr、Ti、Sb等微合金元素和B元素;冶炼过程中通过控制渣的碱度、钢中夹杂物类型及熔点、钢水中的游离氧含量、酸溶铝Als含量;然后采用双辊薄带连铸浇铸出铸带,并在密闭情况下进入在线轧机进行热轧,轧后采用气雾化冷却方式对带钢进行冷却,最后卷取。本发明钢可广泛适用于烟草烘烤设备,石油、化工、电力、冶金等行业的空气预热器换热元件,输送管道和烟道、烟囱制造结构件及锅炉预热器和省煤器设备等使用

一种耐硫酸露点腐蚀热轧钢板的生产方法.pdf
本发明提供了一种耐硫酸露点腐蚀热轧钢板的生产方法,所述生产方法包括以下步骤:将高炉铁水和冶炼炉料在转炉中冶炼,并进行合金化和脱氧,以得到钢水;对钢水进行LF精炼,然后喂Ca-Si线以进行硫化物夹杂变性处理,并进行电加热;将钢水进行连铸,冷却后形成热轧板坯,将热轧板坯进行热轧轧制,板坯出炉轧制温度控制在1200℃至1240℃;冷却、卷取和精整后得到所述耐硫酸露点腐蚀热轧钢板。本发明的优点在于生产成本低,热轧工艺简单,无需额外增加设备投资,并且具有优异的耐硫酸露点腐蚀性能。
一种低成本耐硫酸盐酸露点腐蚀钢板及其制造方法.pdf
本发明提供了一种低成本耐硫酸盐酸露点腐蚀钢板及其制造方法,成分:C:0.05~0.10%;Si:0.30%~0.70%;Mn:0.60~0.90%;P:≤0.025%;S:≤0.006%;Cr:0.60~1.00%;Ni:0.10~0.25%;Cu:0.20~0.40%;Als:0.020~0.050%;Ti:0.010~0.040%;Sb:0.04~0.10%;余量为Fe及不可避免的夹杂;耐候指数I≥6.0,本发明合金成本较低,不添加贵金属Mo,降低了生产制造成本,具有优良的强韧性匹配。而且,在具有良好