
一种低成本钛合金短流程轧制工艺.pdf

书生****萌哒

1/9

2/9
3/9
4/9
5/9
6/9

7/9
8/9
9/9
在线预览结束,喜欢就下载吧,查找使用更方便
相关资料
一种低成本钛合金短流程轧制工艺.pdf
本发明是一种低成本钛合金短流程轧制工艺,该工艺的步骤包括:步骤一:将经过电子束冷床炉熔炼后的扁锭加热到相变点以上温度,进行第一火轧制,水冷后得到第一热轧板坯;步骤二:进行第二火热轧,得到第二热轧板坯;步骤三:进行中间再结晶退火处理;步骤四:进行第三热轧,得到第三热轧板坯;步骤五:进行成品退火处理,得到厚度为4mm~12mm的钛合金板坯。本发明操作简单,工艺稳定可控,采用电子束冷床炉熔炼方法得到的扁锭直接进行热轧,避免了铸锭制坯火次,降低了成本,同时满足了钛合金的相关指标要求。
一种低成本短流程钛及钛合金残料回收方法.pdf
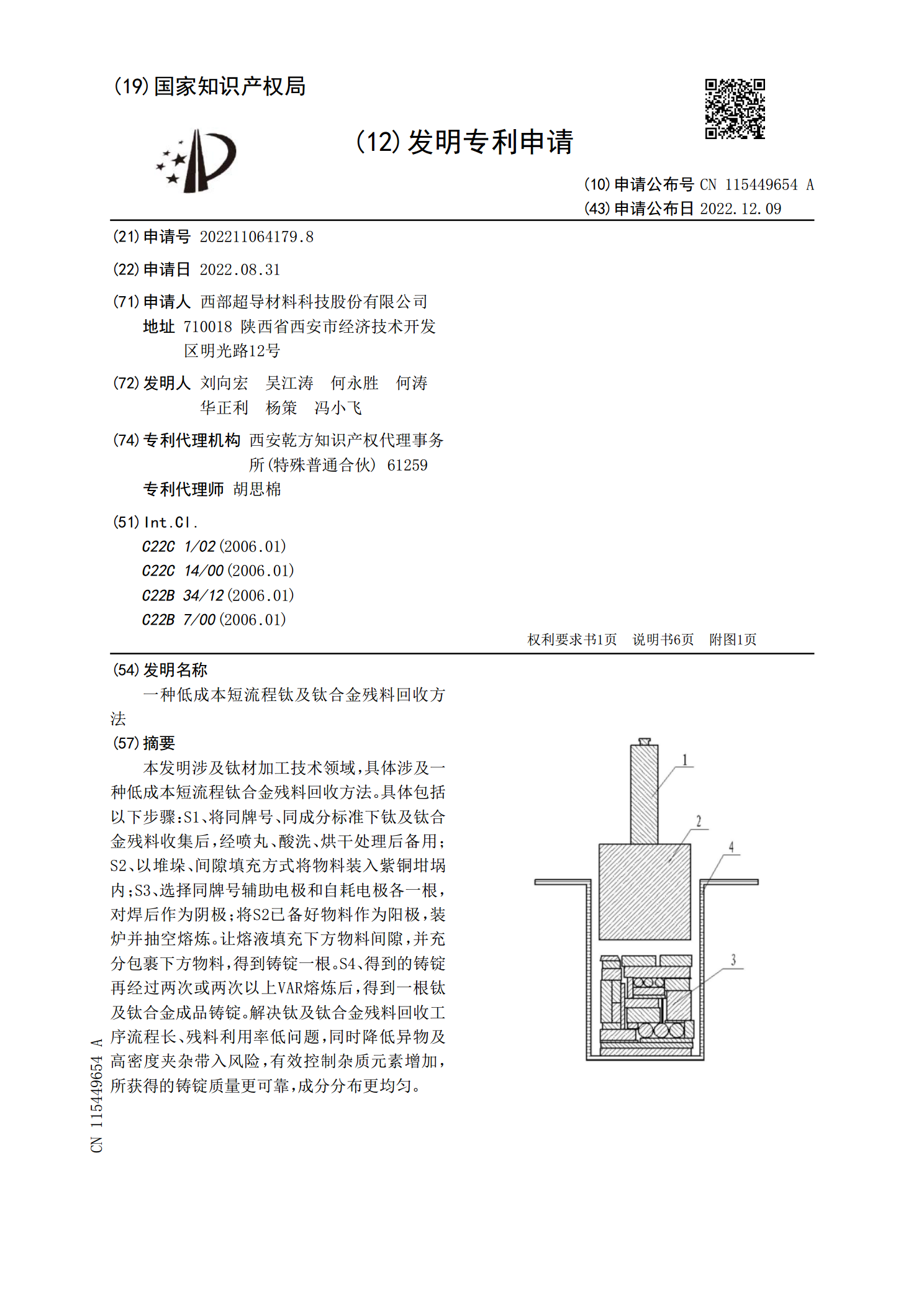
本发明涉及钛材加工技术领域,具体涉及一种低成本短流程钛合金残料回收方法。具体包括以下步骤:S1、将同牌号、同成分标准下钛及钛合金残料收集后,经喷丸、酸洗、烘干处理后备用;S2、以堆垛、间隙填充方式将物料装入紫铜坩埚内;S3、选择同牌号辅助电极和自耗电极各一根,对焊后作为阴极;将S2已备好物料作为阳极,装炉并抽空熔炼。让熔液填充下方物料间隙,并充分包裹下方物料,得到铸锭一根。S4、得到的铸锭再经过两次或两次以上VAR熔炼后,得到一根钛及钛合金成品铸锭。解决钛及钛合金残料回收工序流程长、残料利用率低问题,同时
一种船用钛合金的高效短流程热处理工艺.pdf
本发明介绍了一种船用钛合金的高效短流程热处理工艺,将多张TA5合金板叠上方放置30~50mm厚的Q235压板,压板不平度≤5mm/m,在400~500℃装炉,550℃保温50~70min,再以4~5℃/min升温至700℃保温150~200min;在整个热处理过程中TA5合金板在辊底炉内往返游动,辊的转动频率在5~6Hz,空冷阶段辊子的转动频率在10~15Hz。本发明处理的TA5合金板性能均匀性好,各部位屈服强度在680~700Mpa,抗拉强度在700~725Mpa,延伸率在19~23%,退火效率是连续式
低成本、短流程、高效率生产SPHC的工艺.pdf
本发明公开了低成本、短流程、高效率生产SPHC的工艺,属于钢铁冶金工艺技术领域,工艺包括以下步骤:a、准备铁水、废钢;b、转炉吹炼,采用“一罐到底”的方式将步骤a制备的铁水送入到转炉中,将备好的废钢也加入到转炉中,进行吹炼;c、炉外精炼,冶炼完成后,将转炉内的钢水都送入到钢包内完成出钢过程,出钢时进行脱氧处理同时将温度在步骤b的基础上提高8‑15℃,随钢流加入增碳剂、金属脱氧剂、白灰、精炼渣,然后进行顶渣回收处理、钙处理、吹氩气、钢包镇精、排渣,最终得到精炼钢水;d、连铸。工艺处理过程缩短,可以减少能源介
连铸连轧制备钛合金丝材的可控短流程制备系统.pdf
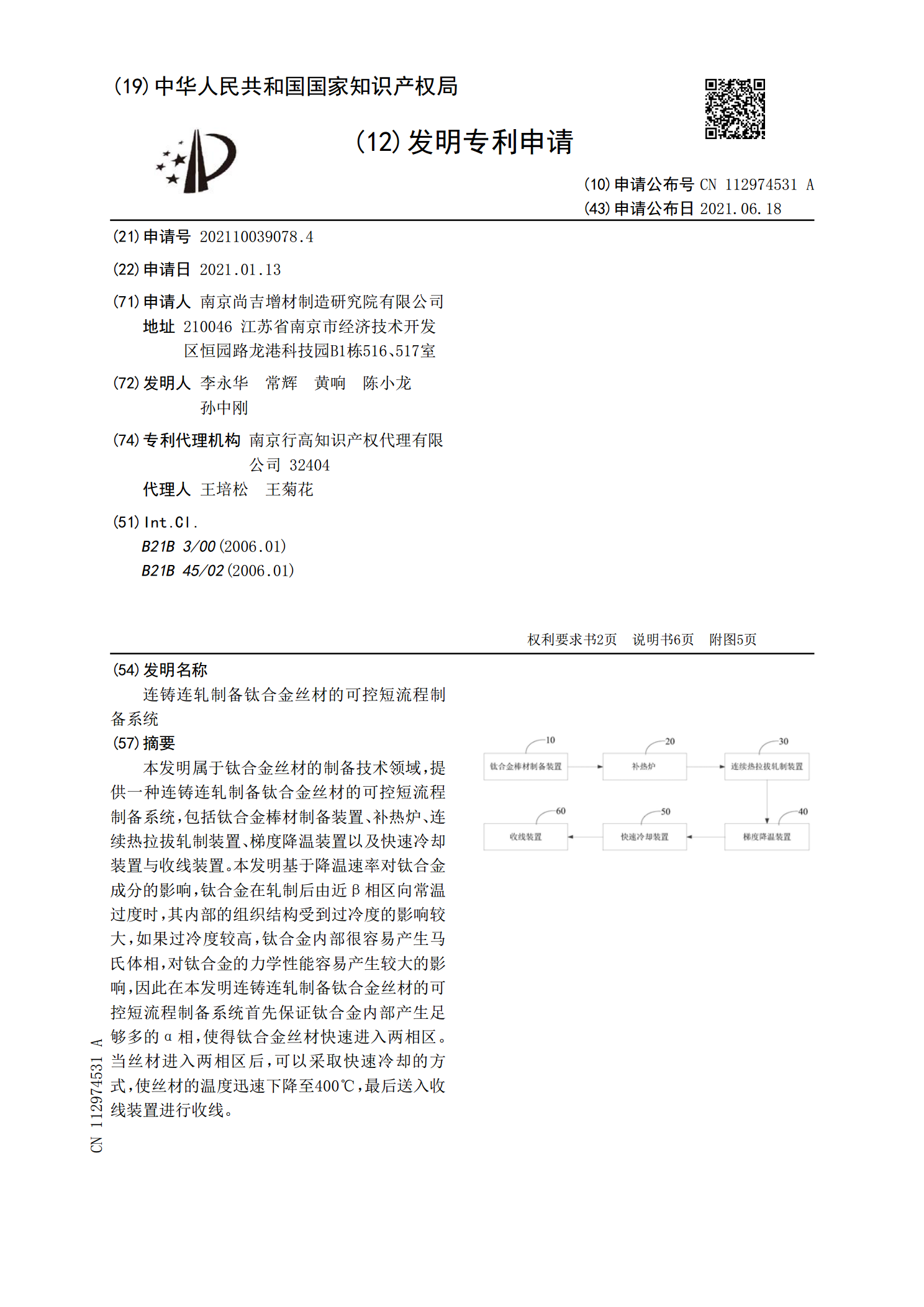
本发明属于钛合金丝材的制备技术领域,提供一种连铸连轧制备钛合金丝材的可控短流程制备系统,包括钛合金棒材制备装置、补热炉、连续热拉拔轧制装置、梯度降温装置以及快速冷却装置与收线装置。本发明基于降温速率对钛合金成分的影响,钛合金在轧制后由近β相区向常温过度时,其内部的组织结构受到过冷度的影响较大,如果过冷度较高,钛合金内部很容易产生马氏体相,对钛合金的力学性能容易产生较大的影响,因此在本发明连铸连轧制备钛合金丝材的可控短流程制备系统首先保证钛合金内部产生足够多的α相,使得钛合金丝材快速进入两相区。当丝材进入两