
含稀土铝硅合金高真空压铸高延伸率热处理方法.pdf

一只****懿呀

1/8
2/8
3/8
4/8
5/8
6/8
7/8
8/8
在线预览结束,喜欢就下载吧,查找使用更方便
相关资料
含稀土铝硅合金高真空压铸高延伸率热处理方法.pdf
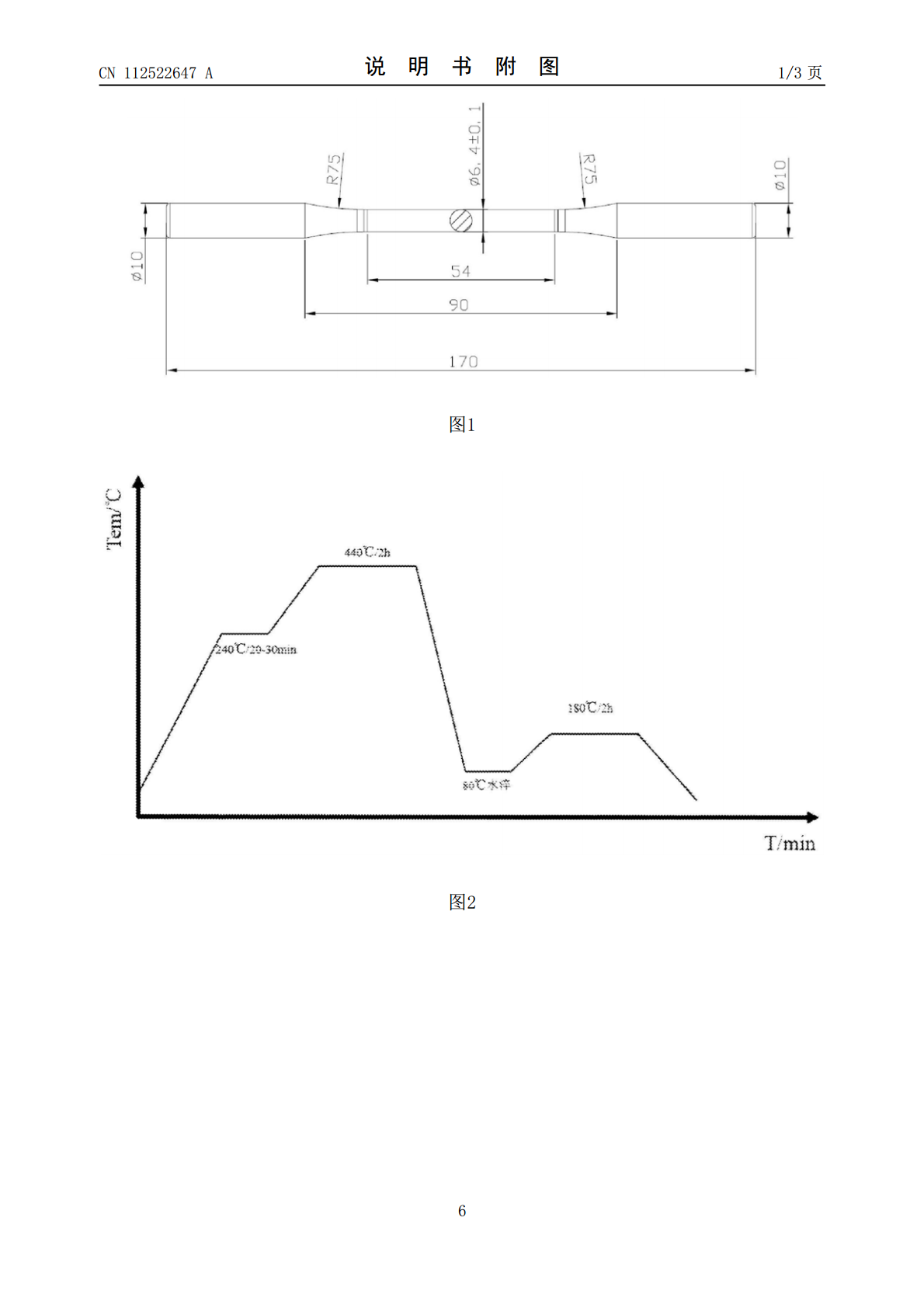
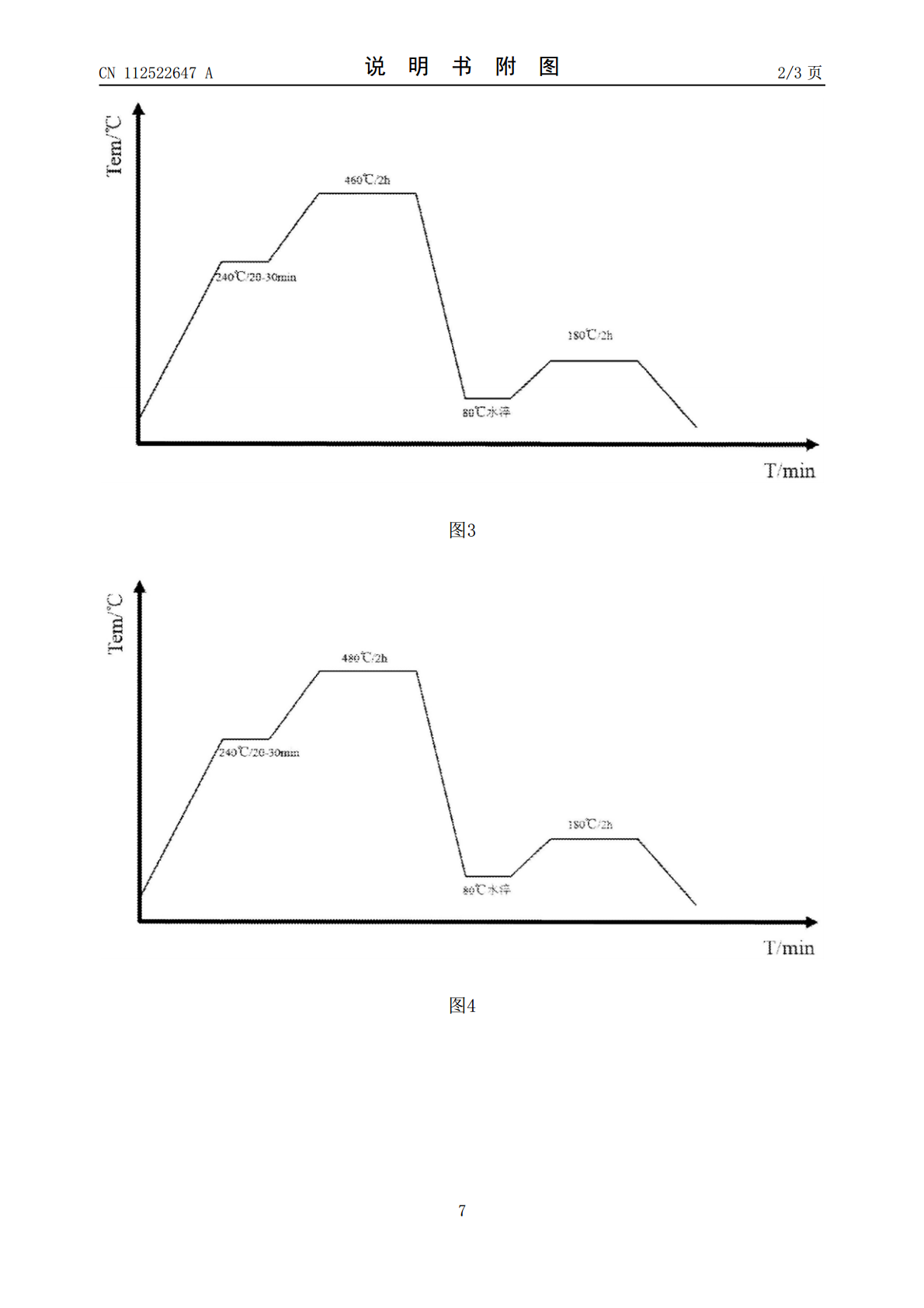
一种含稀土铝硅合金高真空压铸高延伸率热处理方法,通过将真空压铸铝合金试棒置于箱式时效炉中,先以6‑8℃/s速率升温到240℃后保温20‑30min,然后继续以4‑6℃/s速率升温到440、460或480℃后保温2小时,随后在80℃水中冷却,再以3℃/s速率升温至180℃后保温2小时,时效后空冷。对比相同铸造工艺下铸态试棒性能。本发明采用固溶时效方案,通过添加低成本混合稀土,铝合金的延伸率得到显著提升。
含稀土铝硅合金高真空压铸高速减速箱壳体二次峰值时效方法.pdf
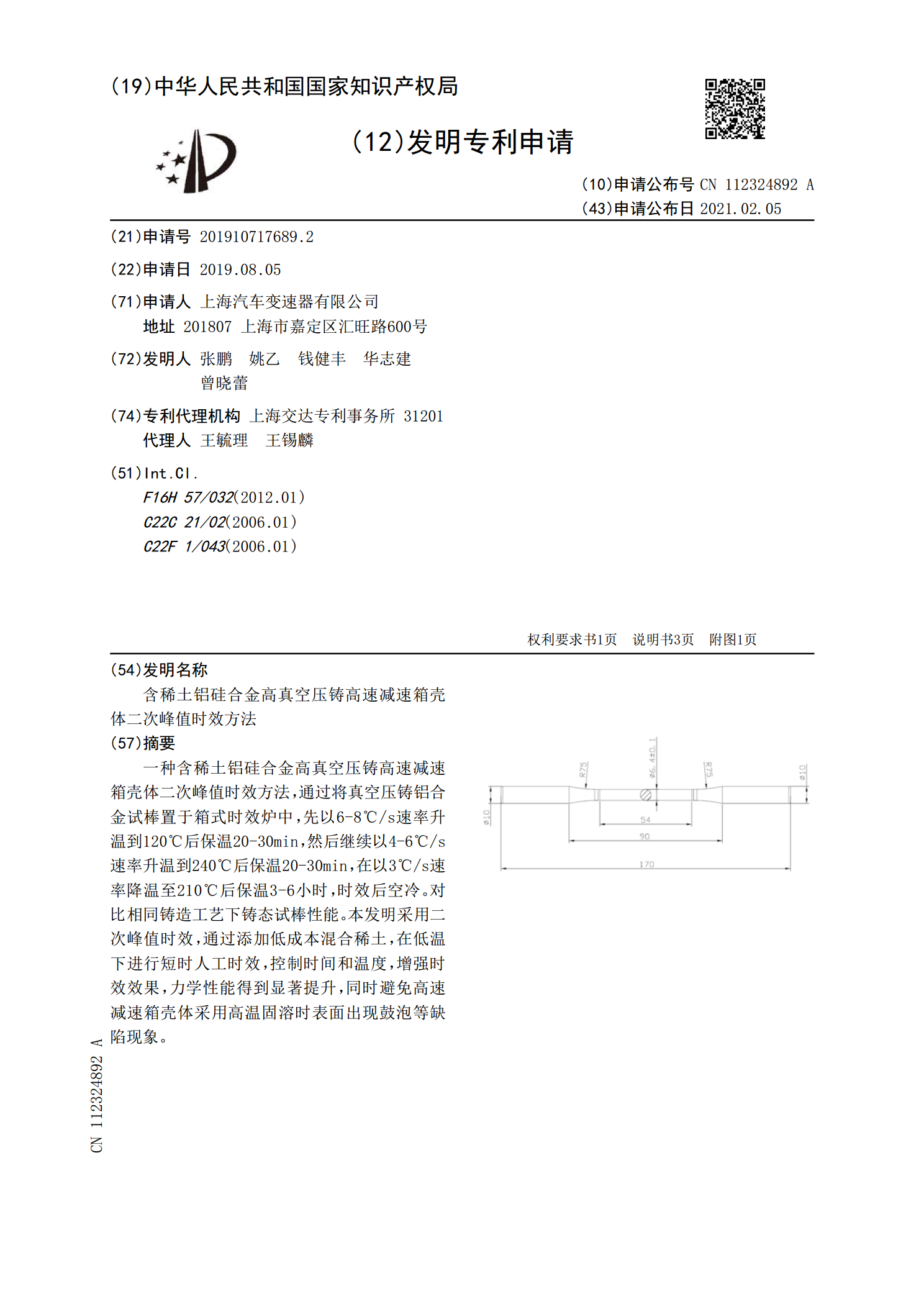
一种含稀土铝硅合金高真空压铸高速减速箱壳体二次峰值时效方法,通过将真空压铸铝合金试棒置于箱式时效炉中,先以6‑8℃/s速率升温到120℃后保温20‑30min,然后继续以4‑6℃/s速率升温到240℃后保温20‑30min,在以3℃/s速率降温至210℃后保温3‑6小时,时效后空冷。对比相同铸造工艺下铸态试棒性能。本发明采用二次峰值时效,通过添加低成本混合稀土,在低温下进行短时人工时效,控制时间和温度,增强时效效果,力学性能得到显著提升,同时避免高速减速箱壳体采用高温固溶时表面出现鼓泡等缺陷现象。

一种高导热低密度压铸铝硅稀土合金.pdf
本发明涉及铝合金技术领域,具体提供一种压铸铝硅稀土合金,包含10.1~15.0%质量的Si,0.1~1.0%质量的稀土,稀土为Ce或者La或者Ce、La混合物,还包含添加剂A中的一种或两种或三种或四种,余量为Al及不可避免杂质;当包含添加剂A中的一种时,其质量含量为0.3~2.0%;当同时包含添加剂A中的两种或者三种或者四种时,每一种添加剂质量含量均为0.2~1.5%。其中,添加剂A为Fe、Ni、Mn、Mg或其混合物。本发明压铸铝硅稀土合金,导热性能好,密度低,流动性好,压铸性能好,压铸件后续精加工容易,
真空压铸铝硅镁锰合金的成分与热处理工艺优化方法.pdf
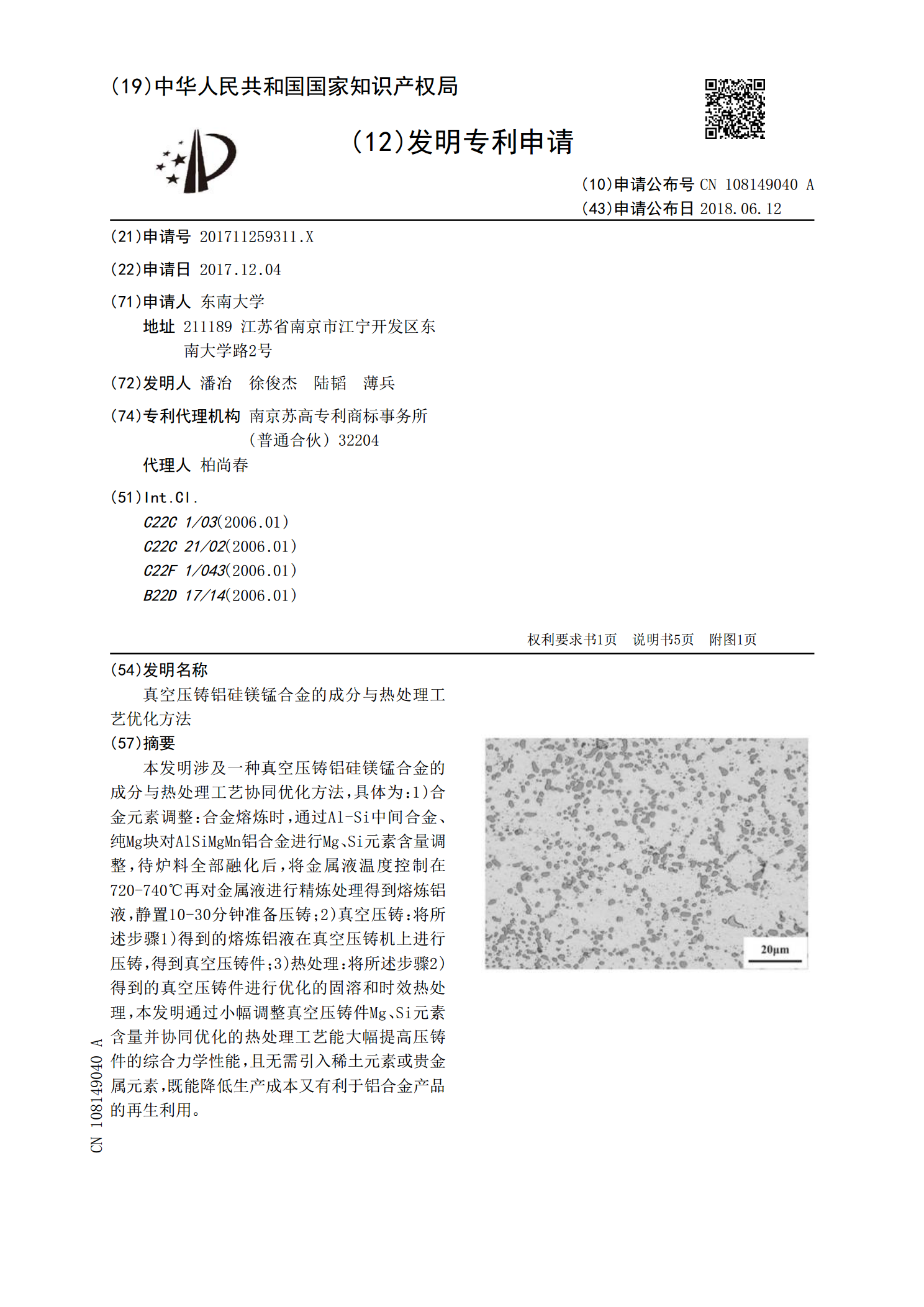
本发明涉及一种真空压铸铝硅镁锰合金的成分与热处理工艺协同优化方法,具体为:1)合金元素调整:合金熔炼时,通过Al‑Si中间合金、纯Mg块对AlSiMgMn铝合金进行Mg、Si元素含量调整,待炉料全部融化后,将金属液温度控制在720‑740℃再对金属液进行精炼处理得到熔炼铝液,静置10‑30分钟准备压铸;2)真空压铸:将所述步骤1)得到的熔炼铝液在真空压铸机上进行压铸,得到真空压铸件;3)热处理:将所述步骤2)得到的真空压铸件进行优化的固溶和时效热处理,本发明通过小幅调整真空压铸件Mg、Si元素含量并协同优
一种真空压铸稀土镁合金的热处理方法.pdf
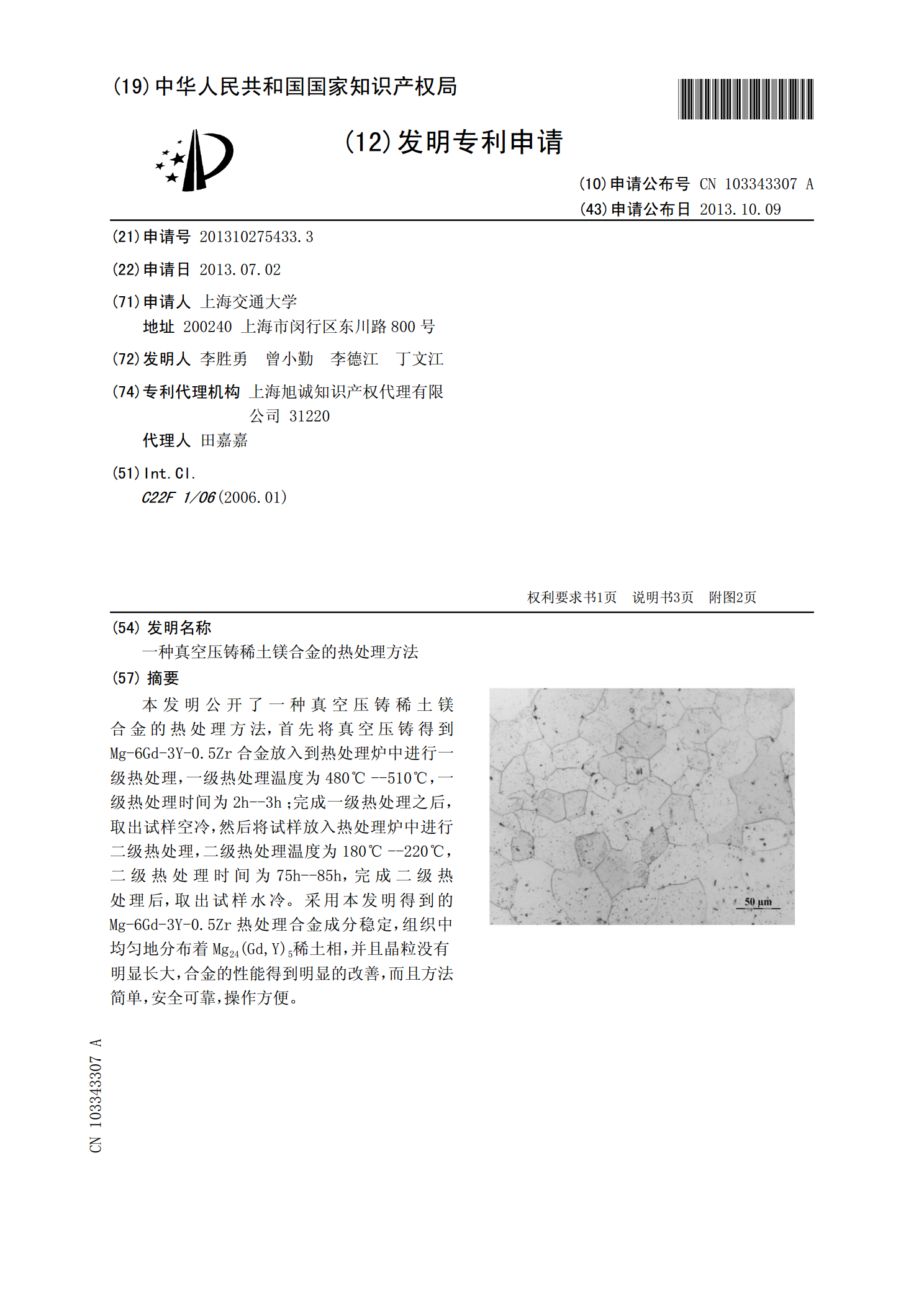
本发明公开了一种真空压铸稀土镁合金的热处理方法,首先将真空压铸得到Mg-6Gd-3Y-0.5Zr合金放入到热处理炉中进行一级热处理,一级热处理温度为480℃--510℃,一级热处理时间为2h--3h;完成一级热处理之后,取出试样空冷,然后将试样放入热处理炉中进行二级热处理,二级热处理温度为180℃--220℃,二级热处理时间为75h--85h,完成二级热处理后,取出试样水冷。采用本发明得到的Mg-6Gd-3Y-0.5Zr热处理合金成分稳定,组织中均匀地分布着Mg24(Gd,Y)5稀土相,并且晶粒没有明显长