
双组织高温合金整体材料的制备方法及试棒、叶盘和叶环.pdf

俊英****22

1/10
2/10
3/10
4/10

5/10
6/10
7/10
8/10
9/10
10/10
亲,该文档总共11页,到这已经超出免费预览范围,如果喜欢就直接下载吧~
相关资料
双组织高温合金整体材料的制备方法及试棒、叶盘和叶环.pdf
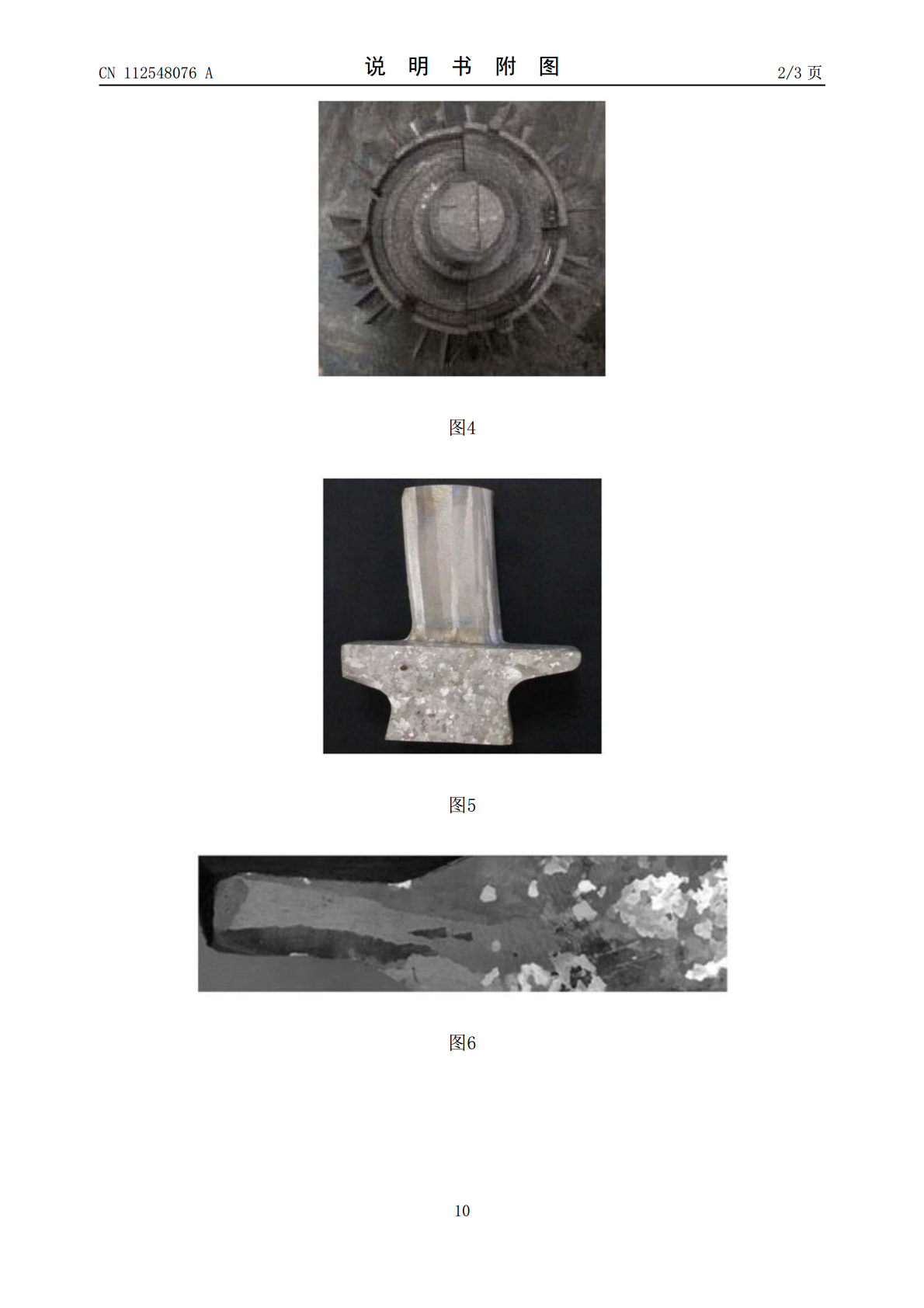
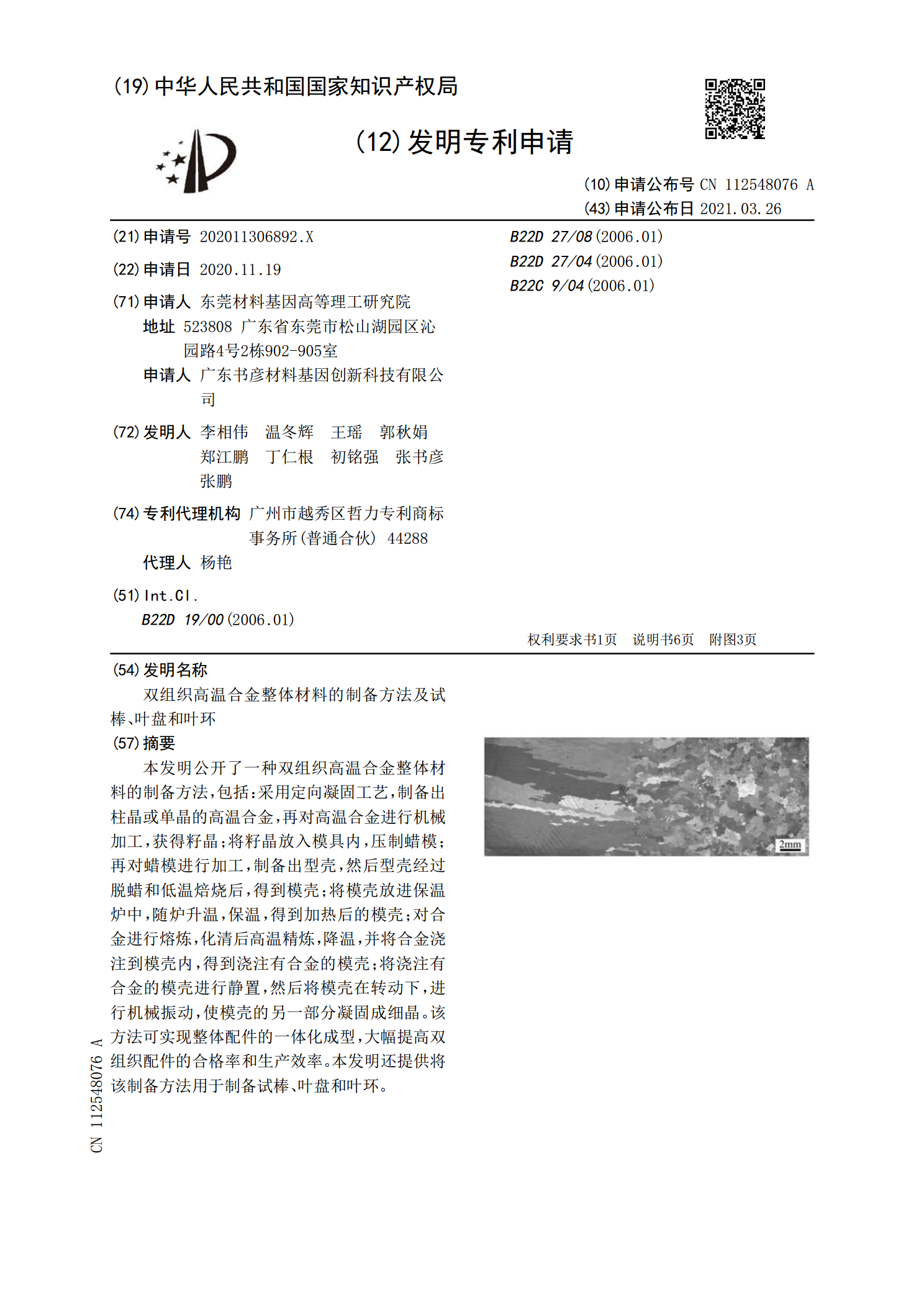
本发明公开了一种双组织高温合金整体材料的制备方法,包括:采用定向凝固工艺,制备出柱晶或单晶的高温合金,再对高温合金进行机械加工,获得籽晶;将籽晶放入模具内,压制蜡模;再对蜡模进行加工,制备出型壳,然后型壳经过脱蜡和低温焙烧后,得到模壳;将模壳放进保温炉中,随炉升温,保温,得到加热后的模壳;对合金进行熔炼,化清后高温精炼,降温,并将合金浇注到模壳内,得到浇注有合金的模壳;将浇注有合金的模壳进行静置,然后将模壳在转动下,进行机械振动,使模壳的另一部分凝固成细晶。该方法可实现整体配件的一体化成型,大幅提高双组织

双合金整体叶盘、驱动装置和双合金整体叶盘的加工方法.pdf
本发明提供了一种双合金整体叶盘、驱动装置和双合金整体叶盘的加工方法。双合金整体叶盘包括:轮盘和设置在轮盘上的包括多个叶片的环形叶片组,环形叶片组和轮盘之间具有连接界面,多个叶片中每两个相邻的叶片之间设置有狭槽,狭槽由外向内穿过连接界面并包括延伸到轮盘内部的内侧端部。根据本发明的双合金整体叶盘,环形叶片组和轮盘形成整体并在每两个相邻叶片之间设有狭槽,狭槽穿过连接界面并包括位于轮盘内的内侧端部,每个叶片独立的设置在轮盘上,连接界面的周向用狭槽分隔,在轮盘膨胀或收缩时,叶片周向没有约束,可以自由随轮盘一起膨胀或
复合零件、双合金整体叶盘、导向叶片及叶环的制造方法.pdf
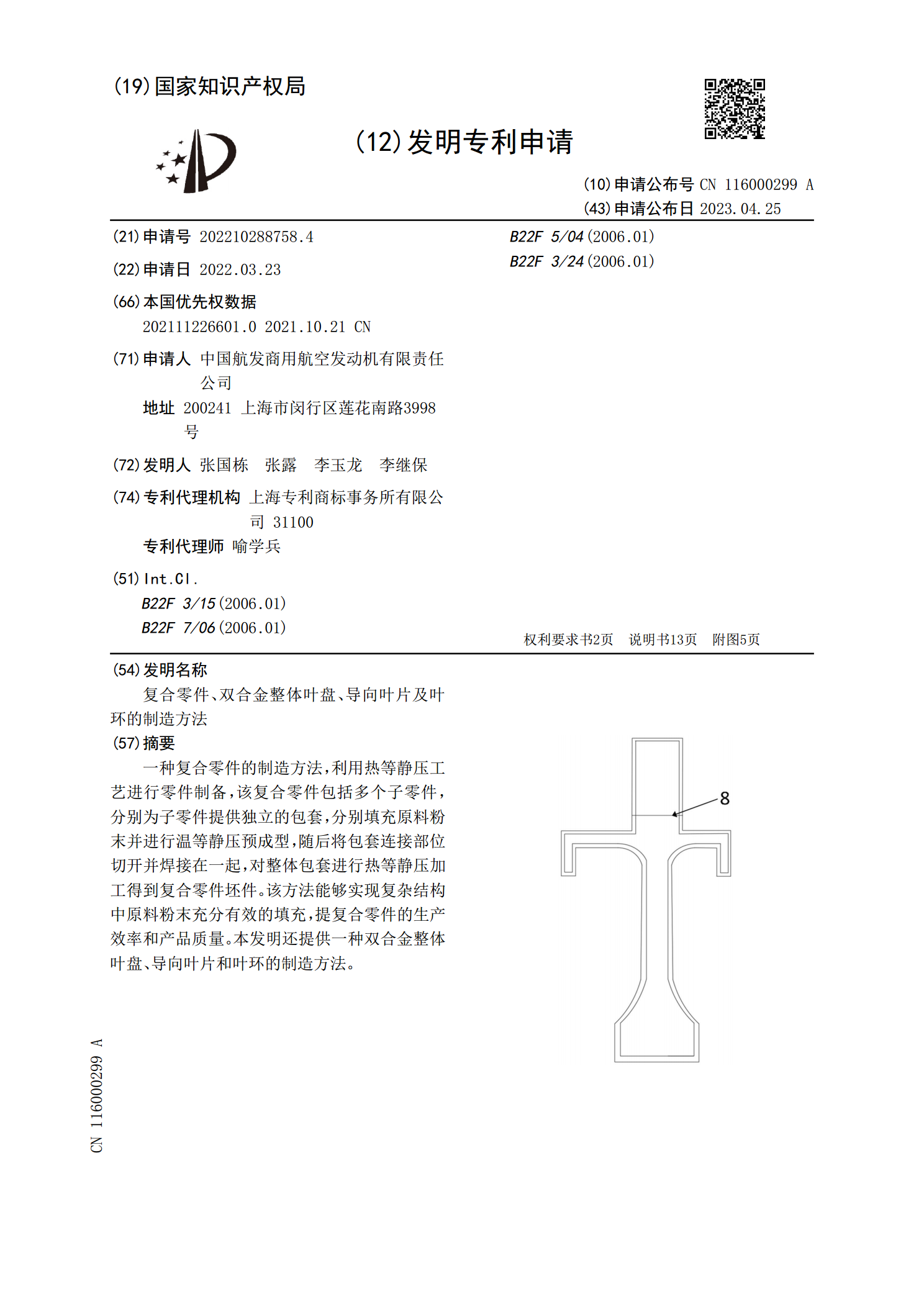
一种复合零件的制造方法,利用热等静压工艺进行零件制备,该复合零件包括多个子零件,分别为子零件提供独立的包套,分别填充原料粉末并进行温等静压预成型,随后将包套连接部位切开并焊接在一起,对整体包套进行热等静压加工得到复合零件坯件。该方法能够实现复杂结构中原料粉末充分有效的填充,提复合零件的生产效率和产品质量。本发明还提供一种双合金整体叶盘、导向叶片和叶环的制造方法。
Ti60合金双性能整体叶盘的制造方法.pdf
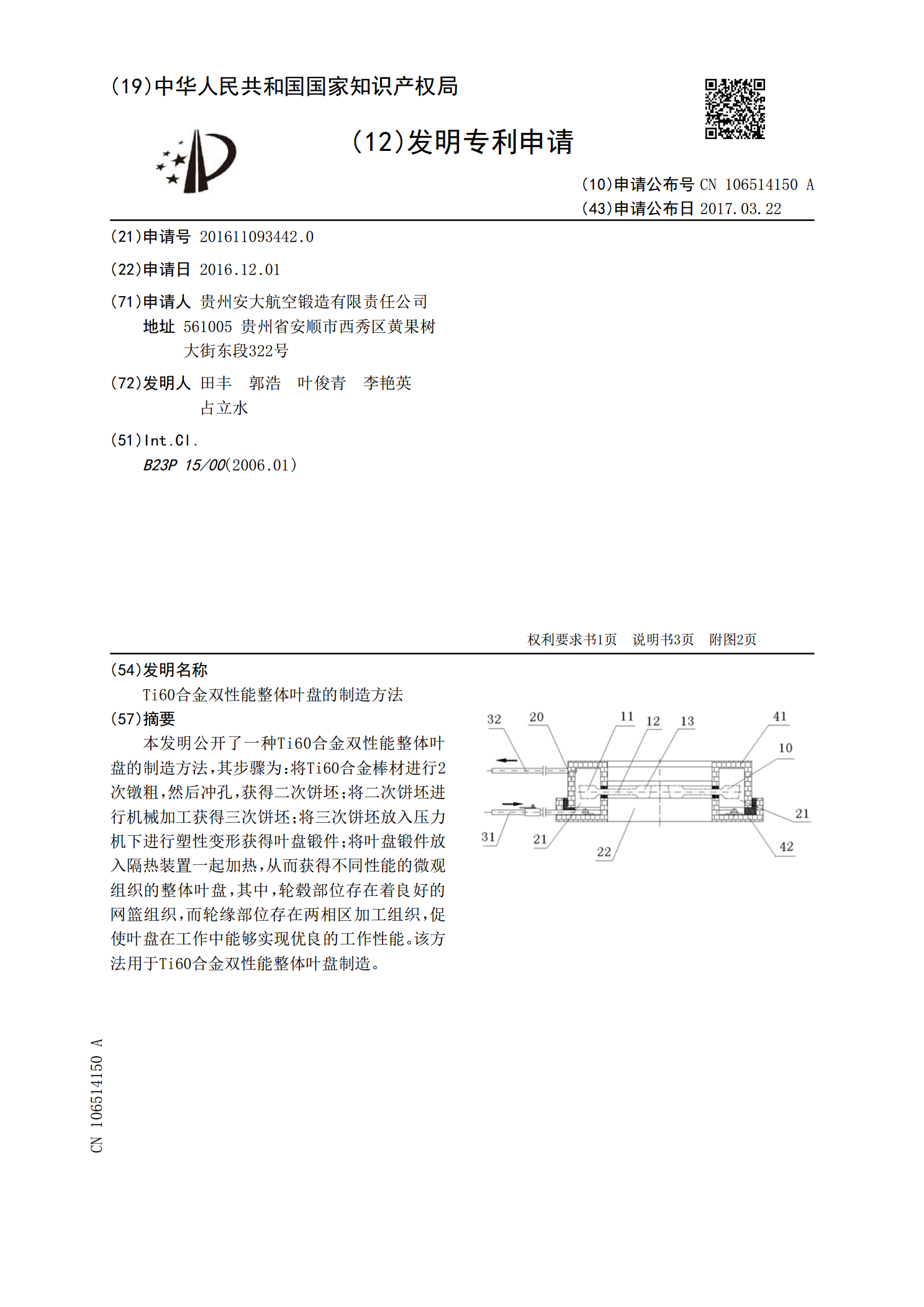
本发明公开了一种Ti60合金双性能整体叶盘的制造方法,其步骤为:将Ti60合金棒材进行2次镦粗,然后冲孔,获得二次饼坯;将二次饼坯进行机械加工获得三次饼坯;将三次饼坯放入压力机下进行塑性变形获得叶盘锻件;将叶盘锻件放入隔热装置一起加热,从而获得不同性能的微观组织的整体叶盘,其中,轮毂部位存在着良好的网篮组织,而轮缘部位存在两相区加工组织,促使叶盘在工作中能够实现优良的工作性能。该方法用于Ti60合金双性能整体叶盘制造。

一种高温合金整体叶环叶片铣削加工方法.pdf
本发明公开一种高温合金整体叶环叶片铣削加工方法,该方法包括以下步骤:1)选择加工工序,整体叶环铣加工工艺路线为:进气端粗铣开槽→排气端粗铣开槽→精铣进气端叶型及流道→精铣排气端叶型及流道;2)根据整体叶环叶型的叶片长度、叶片的最大厚度,确定粗铣开槽后为精铣预留的加工余量;3)选取刀具;在粗铣加工时选择Φ6R0.5~Φ6R1.5的端铣刀进行加工;在精铣加工时选择带有缩颈的锥度球头铣刀进行加工;4)选取切削参数;5)选择精铣加工工步。本发明有效地解决高温合金整体叶环零件叶片的加工,该方法可以保证加工后的零件具