
一种用于厚板生产的连续式加热炉布置方式及抽钢方法.pdf

猫巷****傲柏

1/10
2/10

3/10

4/10
5/10
6/10

7/10
8/10
9/10
10/10
亲,该文档总共14页,到这已经超出免费预览范围,如果喜欢就直接下载吧~
相关资料
一种用于厚板生产的连续式加热炉布置方式及抽钢方法.pdf
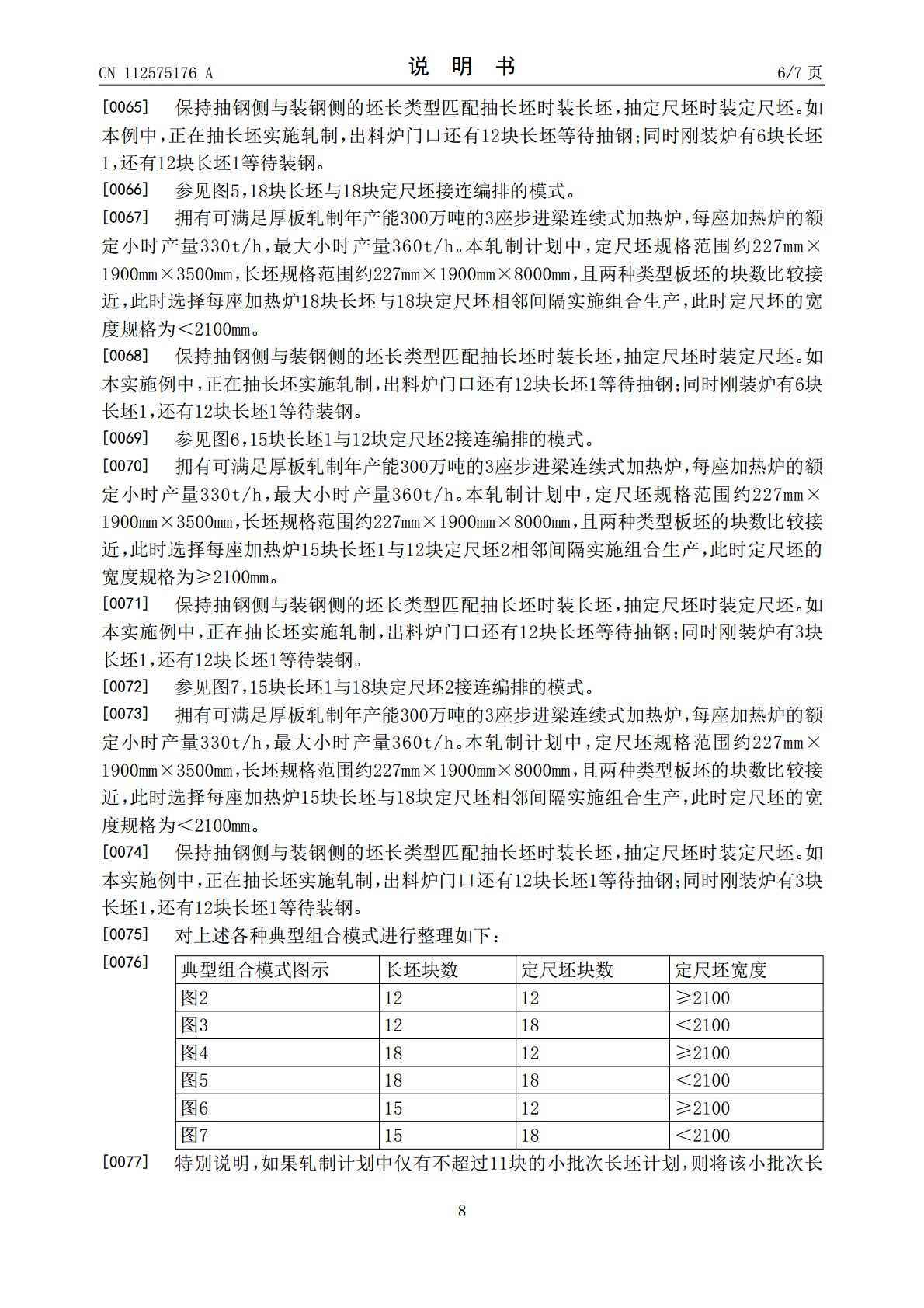
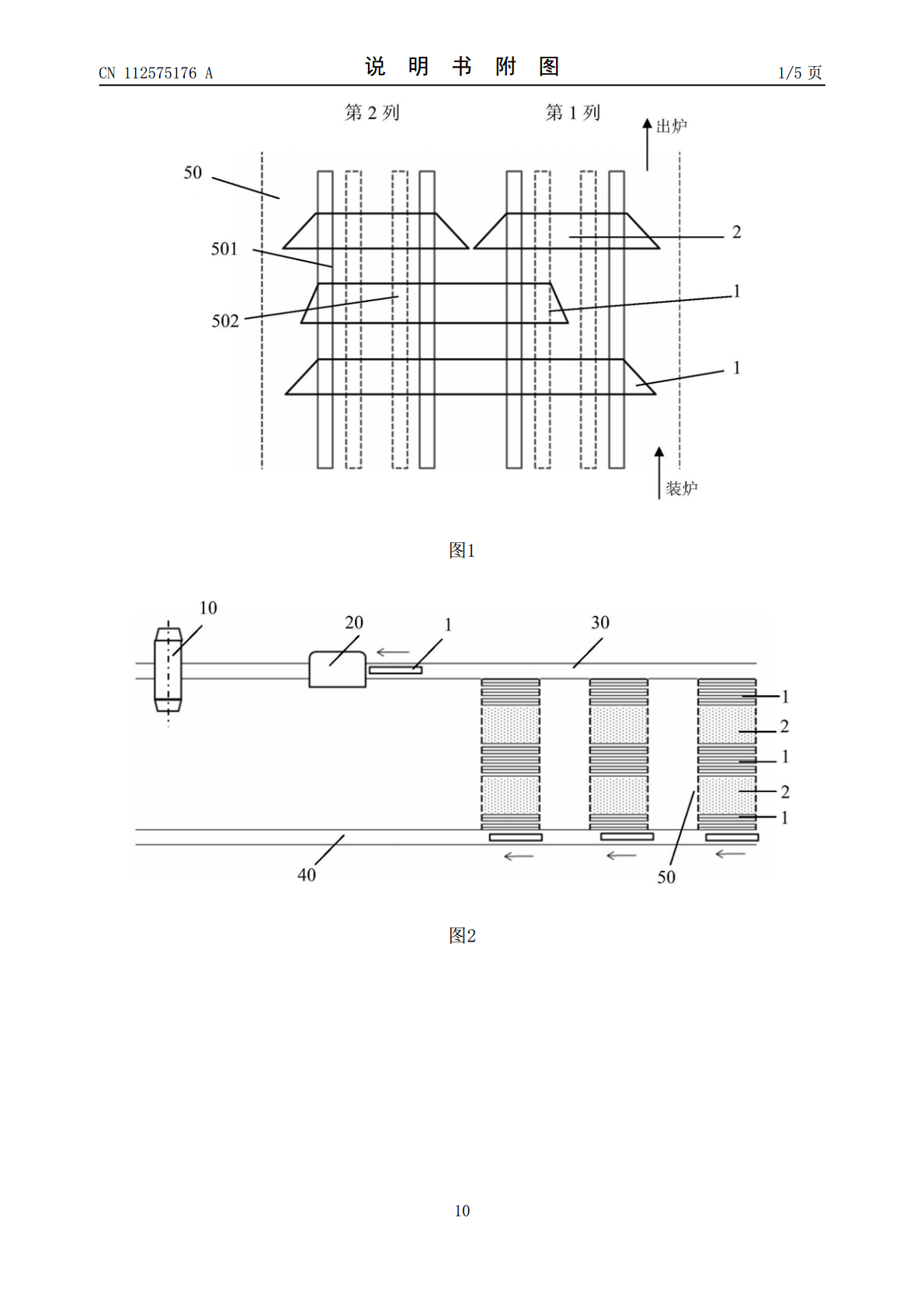
一种用于厚板生产的连续式加热炉布置方式及抽钢方法,其加热炉布置方式采用三座步进梁连续式加热炉并排布置,所述步进梁连续式加热炉沿炉长方向从炉尾到炉头依次包括热回收段、预热段、第一加热段、第二加热段、均热段;排料采用双排料方式,即每座加热炉设2列排料,加热炉炉底设置2套步进梁机构,2套步进梁机构通过设置连接框架形成步进梁同步动作。本发明从炉体步进梁同步性保障及抽钢装钢过程的统筹优化入手,确保了定尺坯、长坯组合生产过程的效率,最终实现成批量最快速度满足用户对纵轧材的需求、同时降低了作业成本;而且,可在传统厚板轧

厚板连续式加热炉的改造.docx
厚板连续式加热炉的改造厚板连续式加热炉的改造摘要:厚板连续式加热炉作为一种重要的设备在钢铁行业中发挥着重要的作用。然而,随着科学技术的不断进步和生产需求的不断提高,该设备存在一些优化改进的空间。本文通过分析厚板连续式加热炉的工作原理和存在的问题,提出了相应的改造措施,并对改造后的效果进行了评估和总结。关键词:厚板连续式加热炉;改造;工作原理;问题;效果评估;总结1.引言厚板连续式加热炉作为一种重要的热处理设备,在钢铁行业的生产中扮演着至关重要的角色。它主要用于对厚板材料进行加热,以提高其塑性和热加工性能。
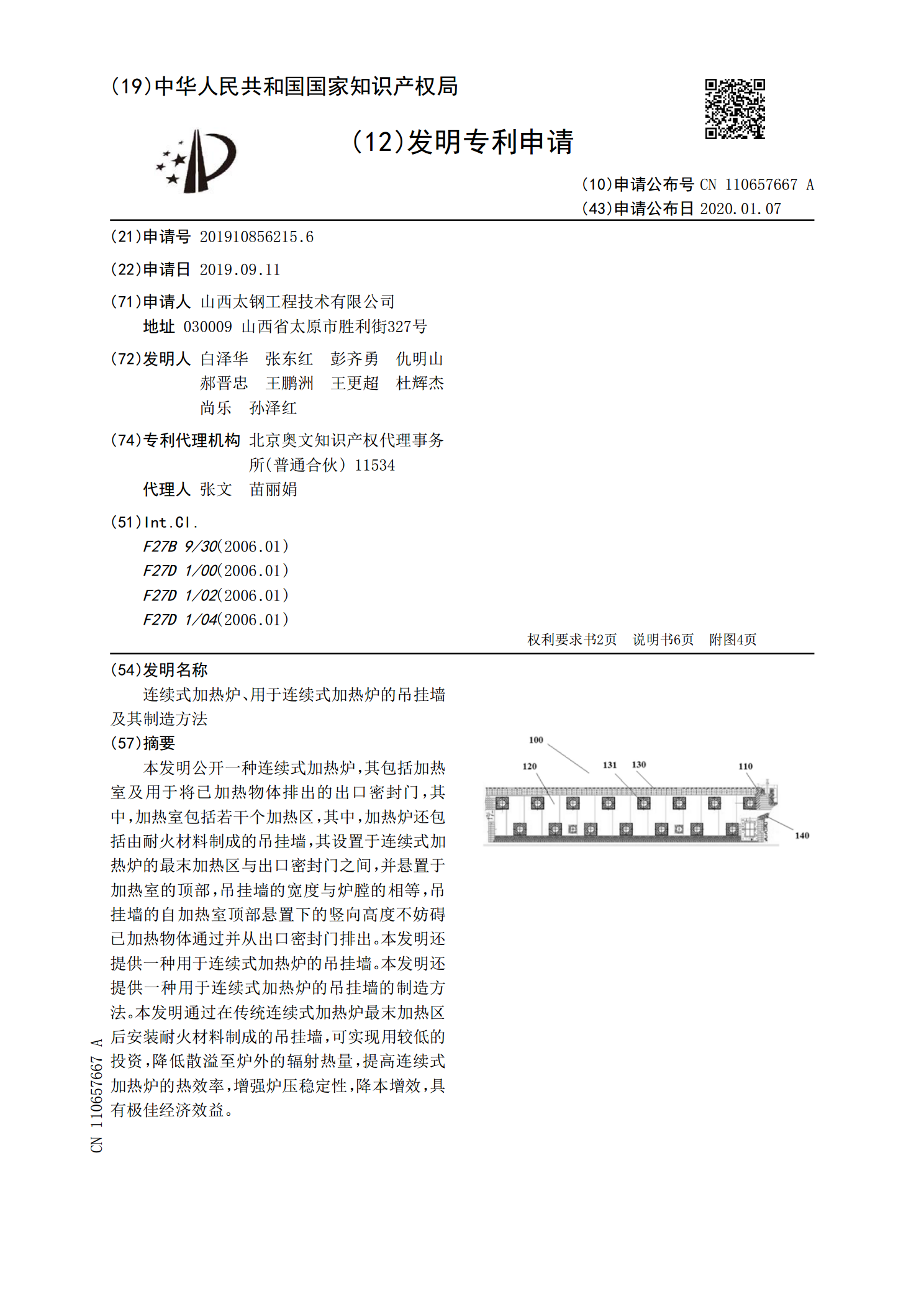
连续式加热炉、用于连续式加热炉的吊挂墙及其制造方法.pdf
本发明公开一种连续式加热炉,其包括加热室及用于将已加热物体排出的出口密封门,其中,加热室包括若干个加热区,其中,加热炉还包括由耐火材料制成的吊挂墙,其设置于连续式加热炉的最末加热区与出口密封门之间,并悬置于加热室的顶部,吊挂墙的宽度与炉膛的相等,吊挂墙的自加热室顶部悬置下的竖向高度不妨碍已加热物体通过并从出口密封门排出。本发明还提供一种用于连续式加热炉的吊挂墙。本发明还提供一种用于连续式加热炉的吊挂墙的制造方法。本发明通过在传统连续式加热炉最末加热区后安装耐火材料制成的吊挂墙,可实现用较低的投资,降低散溢
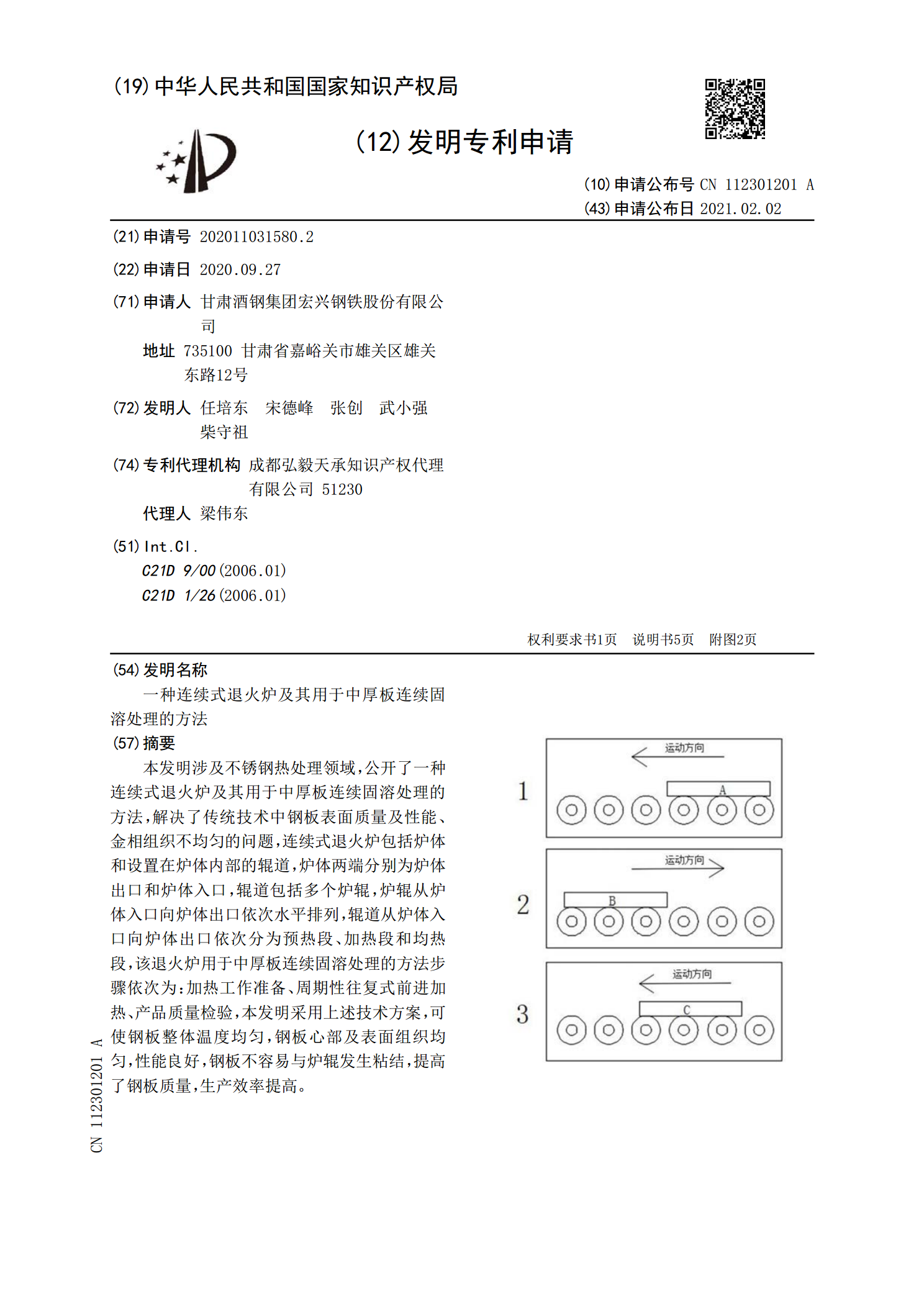
一种连续式退火炉及其用于中厚板连续固溶处理的方法.pdf
本发明涉及不锈钢热处理领域,公开了一种连续式退火炉及其用于中厚板连续固溶处理的方法,解决了传统技术中钢板表面质量及性能、金相组织不均匀的问题,连续式退火炉包括炉体和设置在炉体内部的辊道,炉体两端分别为炉体出口和炉体入口,辊道包括多个炉辊,炉辊从炉体入口向炉体出口依次水平排列,辊道从炉体入口向炉体出口依次分为预热段、加热段和均热段,该退火炉用于中厚板连续固溶处理的方法步骤依次为:加热工作准备、周期性往复式前进加热、产品质量检验,本发明采用上述技术方案,可使钢板整体温度均匀,钢板心部及表面组织均匀,性能良好,
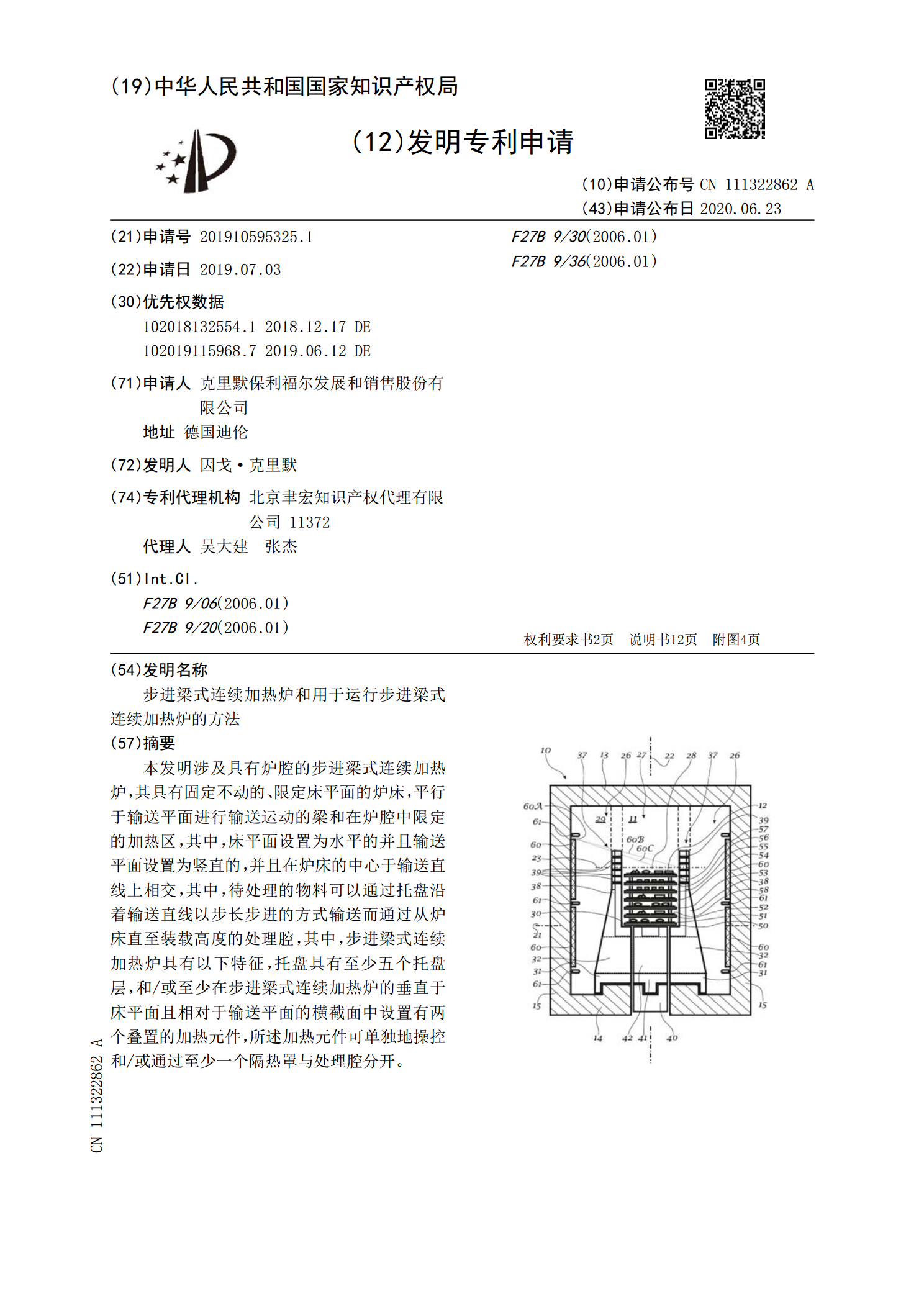
步进梁式连续加热炉和用于运行步进梁式连续加热炉的方法.pdf
本发明涉及具有炉腔的步进梁式连续加热炉,其具有固定不动的、限定床平面的炉床,平行于输送平面进行输送运动的梁和在炉腔中限定的加热区,其中,床平面设置为水平的并且输送平面设置为竖直的,并且在炉床的中心于输送直线上相交,其中,待处理的物料可以通过托盘沿着输送直线以步长步进的方式输送而通过从炉床直至装载高度的处理腔,其中,步进梁式连续加热炉具有以下特征,托盘具有至少五个托盘层,和/或至少在步进梁式连续加热炉的垂直于床平面且相对于输送平面的横截面中设置有两个叠置的加热元件,所述加热元件可单独地操控和/或通过至少一个