
无缝钢管的连续等温退火方法.pdf

丹烟****魔王

1/6
2/6
3/6
4/6
5/6
6/6
在线预览结束,喜欢就下载吧,查找使用更方便
相关资料
无缝钢管的连续等温退火方法.pdf
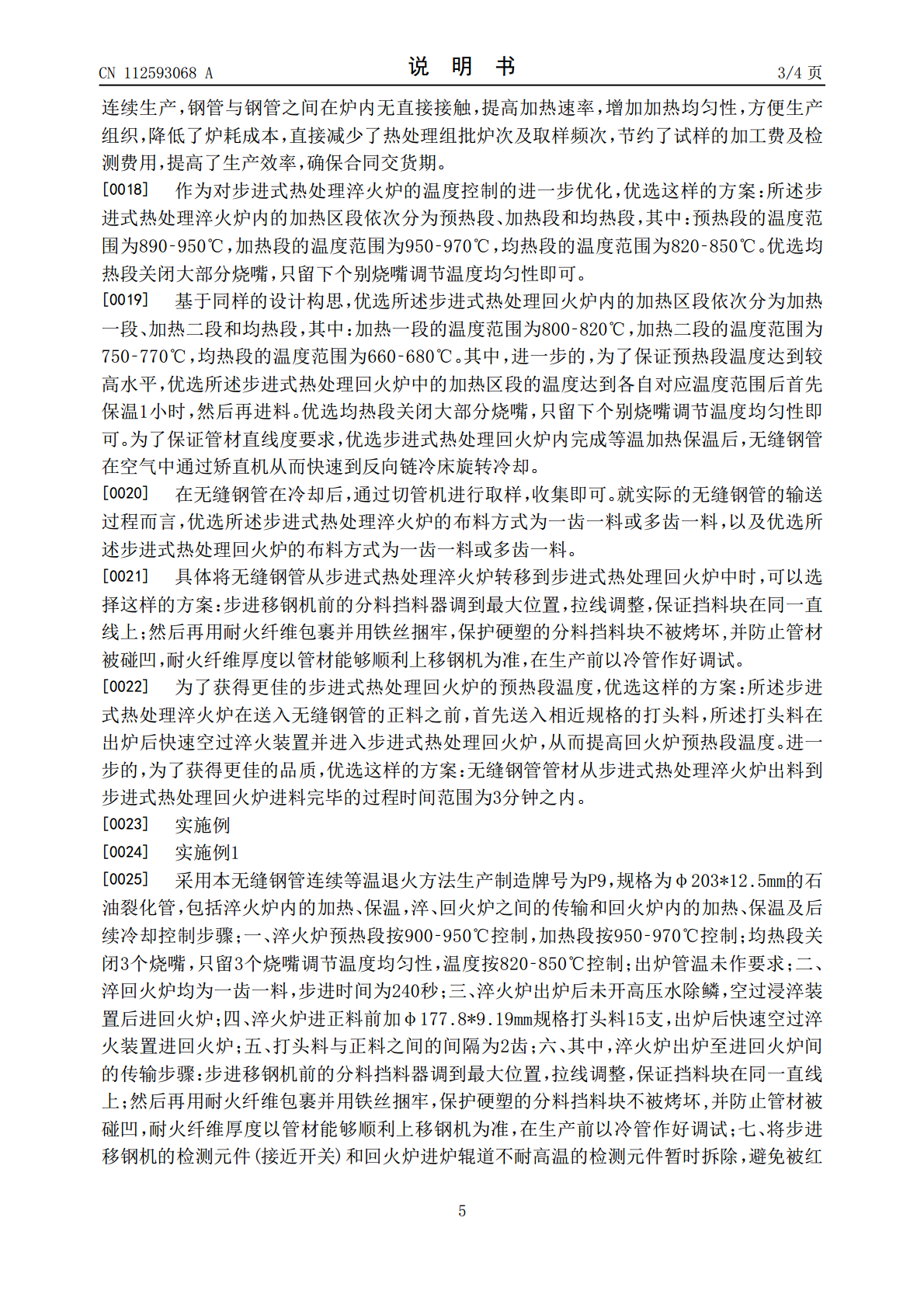
本发明涉及无缝钢管热处理领域,尤其是一种能够大批量、连续式等温退火的无缝钢管的连续等温退火方法。本发明解决其技术问题所采用的技术方案是:无缝钢管的连续等温退火方法,包括如下步骤:首先将待处理的无缝钢管通过步进式热处理淬火炉进行高温加热保温,然后将所述无缝钢管从步进式热处理淬火炉出炉后在空气中连续传输并通过淬火装置进入到步进式热处理回火炉,最后在步进式热处理回火炉内进行等温加热保温。本发明尤其适用于批量化进行无缝钢管热处理的生产工艺领域。
一种等温退火节能炉及其等温退火方法.pdf
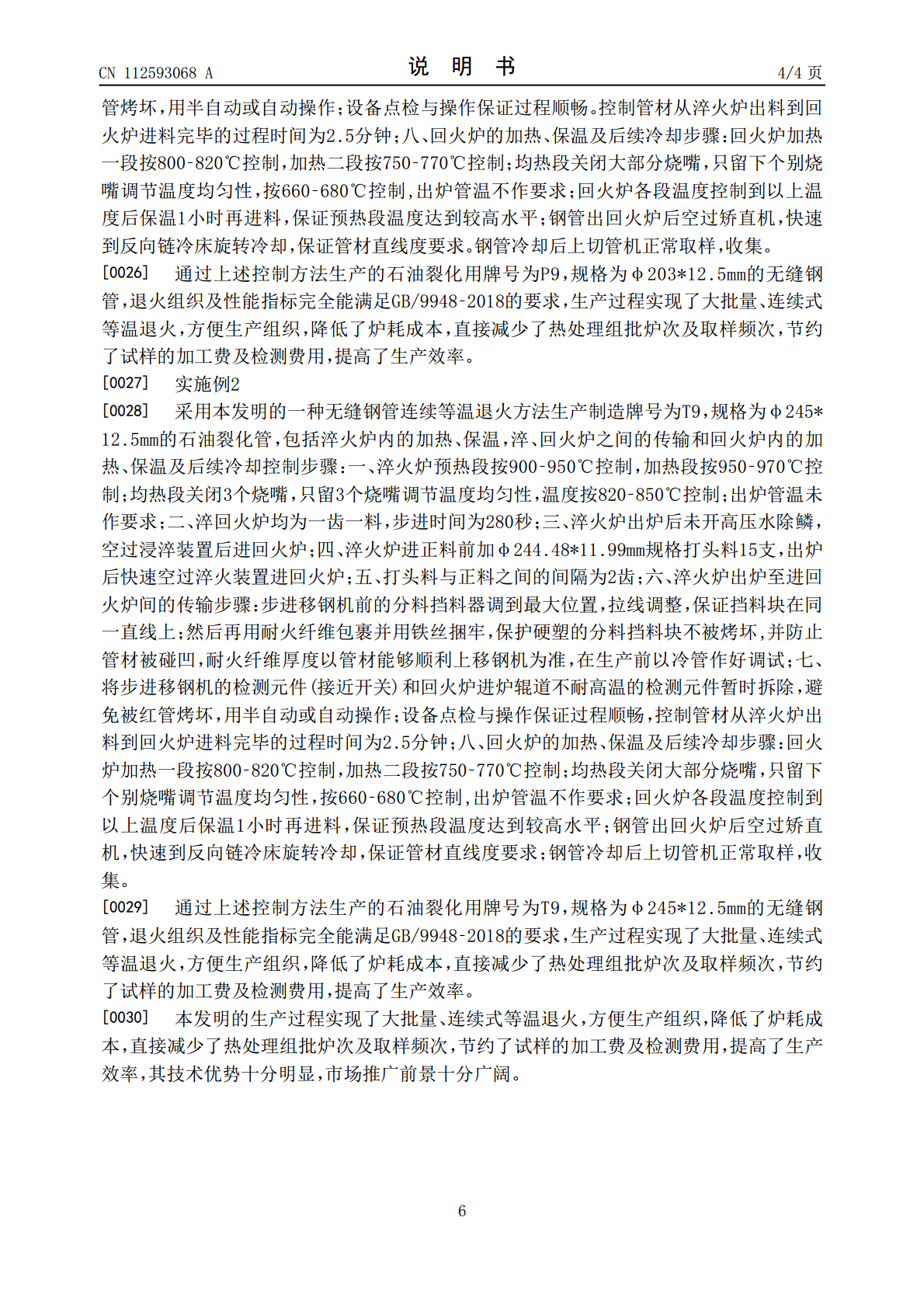
本发明提供一种等温退火节能炉,包括炉体,还包括:进料预热室,用于预加热进入炉体的工件;加热恒温室,用于加热在进料预热室中预加热后的工件并使工件保持恒温;强制冷却室,用于冷却在加热恒温室中加热后的工件;等温室,用于保持在强制冷却室中冷却后的工件的温度;出料热交换室,用于对在等温室中保持温度后的工件降温;滚道,用于供工件进出炉体及在炉体中运动;热交换系统,用于将出料热交换室中工件散发的余热输送到进料预热室以预加热工件。本发明通过设置余热交换的热交换系统,单位吨生产能耗较现行指标降低40%以上,且工时缩短。
一种厚壁无缝钢管短流程铸挤连续成形的方法.pdf
本发明涉及一种厚壁无缝钢管短流程铸挤连续成形的方法,它属于一种生产大口径厚壁无缝钢管短流程铸挤连续成形的方法。本发明主要是解决现有生产大口径厚壁无缝钢管的方法存在的对材料和能源浪费严重的技术问题。本发明的技术方案是:一种厚壁无缝钢管短流程铸挤连续成形的方法,其包括合金熔化-钢液精炼-冒口浇铸环坯-热挤压-热处理-精密整形步骤;所述钢液精炼是采用中频感应电炉精炼,冶炼温度为1650℃~1700℃;所述冒口浇铸环坯是将精炼钢水在1590℃~1610℃进行细颈冒口浇注,浇注结束后在1280℃~1330℃出模;所

齿轮毛坯等温退火工艺与等温退火生产线.pdf
本发明涉及一种批量生产的齿轮锻造毛坯的热处理工艺与一条相应的热处理生产线。本发明免除了对齿轮毛坯的整体重结晶加热,不论是采用本发明的锻造余热等温退火工艺或是毛坯冷却后实施的等温退火都能使齿坯稳定地获得具有优越切削性能的金相组织和预期的硬度值。
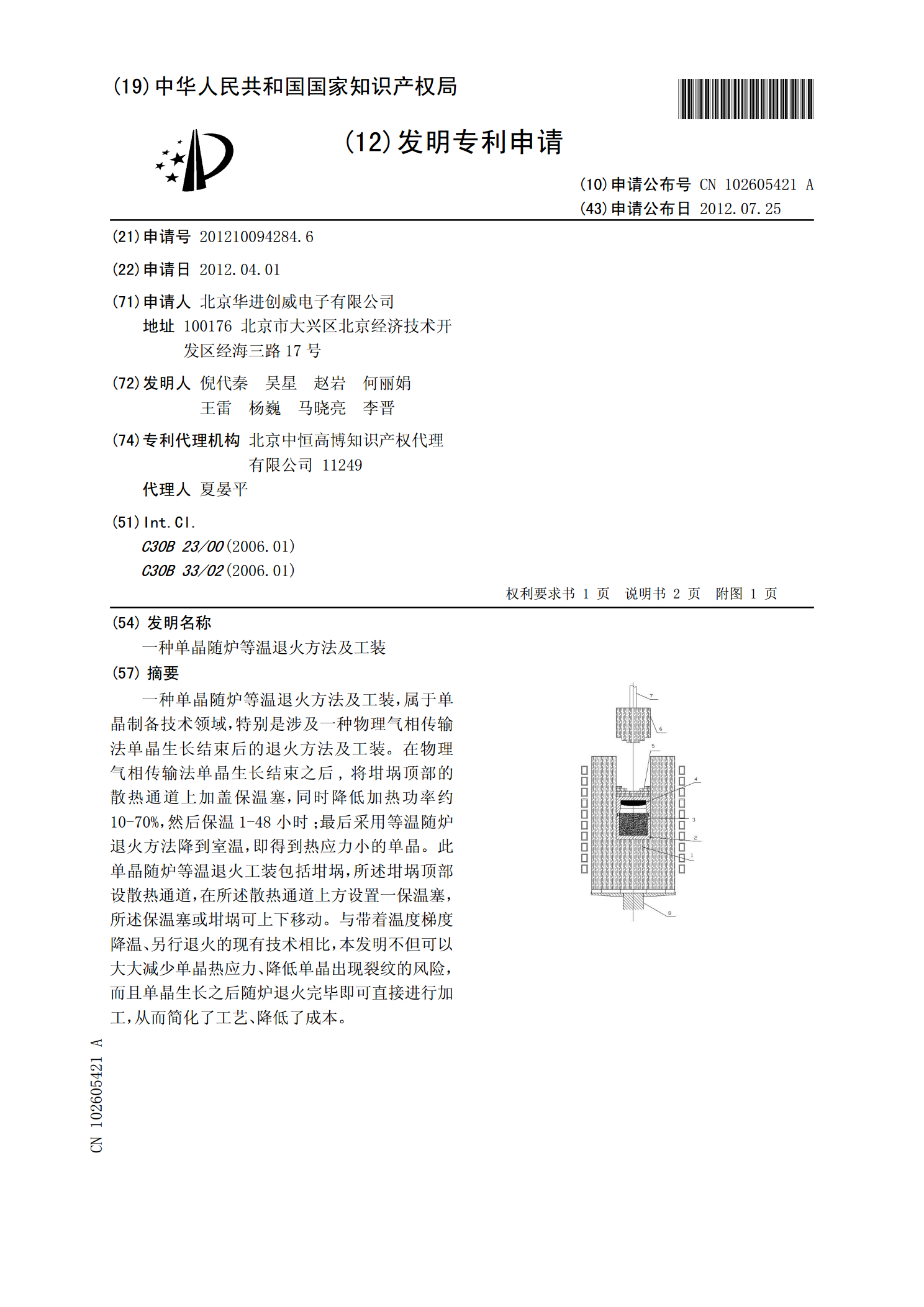
一种单晶随炉等温退火方法及工装.pdf
一种单晶随炉等温退火方法及工装,属于单晶制备技术领域,特别是涉及一种物理气相传输法单晶生长结束后的退火方法及工装。在物理气相传输法单晶生长结束之后,将坩埚顶部的散热通道上加盖保温塞,同时降低加热功率约10-70%,然后保温1-48小时;最后采用等温随炉退火方法降到室温,即得到热应力小的单晶。此单晶随炉等温退火工装包括坩埚,所述坩埚顶部设散热通道,在所述散热通道上方设置一保温塞,所述保温塞或坩埚可上下移动。与带着温度梯度降温、另行退火的现有技术相比,本发明不但可以大大减少单晶热应力、降低单晶出现裂纹的风险,