
一种减少含铝钢铸坯表层大尺寸夹杂物的连铸方法.pdf

书生****aa

1/6
2/6
3/6
4/6

5/6
6/6
在线预览结束,喜欢就下载吧,查找使用更方便
相关资料
一种减少含铝钢铸坯表层大尺寸夹杂物的连铸方法.pdf
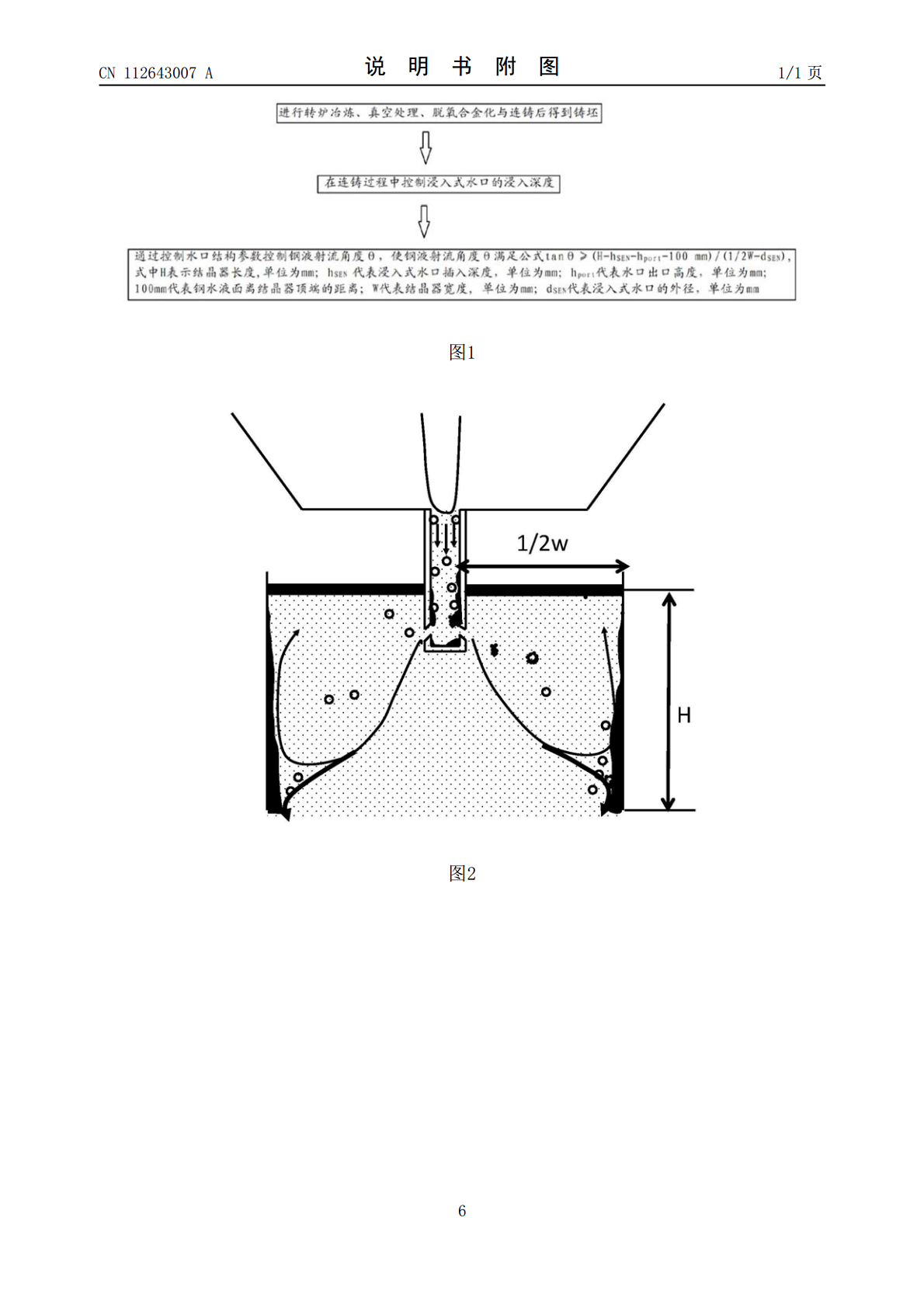
本发明公开了一种减少含铝钢铸坯表层大尺寸夹杂物的连铸方法,属于连铸技术领域。所述减少含铝钢铸坯表层大尺寸夹杂物的连铸方法包括以下步骤:进行转炉冶炼、真空处理、脱氧合金化与连铸后得到铸坯;在连铸过程中控制浸入式水口的浸入深度;通过控制水口结构参数控制钢液射流角度θ,使钢液射流角度θ满足公式tanθ≥(H‑h
IF钢铸坯表层大型夹杂物分布及来源研究.pptx
汇报人:CONTENTSPARTONE夹杂物的分布特征夹杂物的数量和尺寸夹杂物的形态和组成PARTTWO原材料的影响冶炼过程的影响浇注过程的影响连铸工艺的影响PARTTHREE对力学性能的影响对表面质量的影响对内部质量的影响PARTFOUR优化原材料的选择和制备改进冶炼和浇注工艺优化连铸工艺参数加强生产过程中的质量控制PARTFIVE研究成果总结对实际生产的指导意义汇报人:
大方坯齿轮钢铸坯的连铸生产方法.pdf
本发明涉及一种大方坯齿轮钢铸坯的连铸生产方法,适用于360mm×450mm断面大方坯齿轮钢铸坯,属于大方坯齿轮钢生产技术领域。本发明在结晶器电磁搅拌的基础上,在二冷区与凝固末端之间增设了电磁搅拌装备,并且对两者的安装位置和工作参数作了合理设计,再结合控制浇注钢液过热度、浇注速度、冷却参数等,提升了大方坯齿轮钢连铸坯的致密性及均质性,此外,通过对管式结晶器的圆角参数设计,优化铸坯角部冷却,改善了铸坯角部缺陷控制。通过对冷却水路的改进,以保证传热均匀性,使得结晶器出口处铸坯坯壳厚度均匀。本发明可确保大方坯齿轮
一种减少超宽板坯连铸铸坯纵裂的方法.pdf
本发明公开了一种减少超宽板坯连铸铸坯纵裂的方法,包括以下步骤:优化保护渣碱度、粘度、软化点、保温性参数;由于3250连铸机断面过大,铜板容易变形,生产之前测量结晶器弯月面铜板不平度,不平度要求控制在0.15mm/m长度内;浸入式水口插入深度控制在120‑180mm,并采用自动变渣线功能,最优的自动变渣线频率10分钟一次;中间包钢水温度过热度控制到20—40℃,中间包高液位浇注;使用自动加渣机器人保证保护渣加入的均匀性,浸入式水口内外弧两侧,要及时人工补渣;每2炉计算渣耗,发现渣耗低于0.4Kg/吨钢时,及

IF钢连铸坯及热轧板夹杂物研究.pptx
添加副标题目录PART01夹杂物的来源夹杂物的形成机理夹杂物的种类和分布PART02对产品性能的影响对产品外观的影响对产品应用领域的影响PART03原料控制工艺优化设备改进质量检测与控制PART04国内外研究现状研究成果和进展发展趋势和展望PART05提高产品质量和性能拓展产品应用领域推动行业技术进步和发展增强企业竞争力和市场地位感谢您的观看