
一种铝型材时效处理工艺及时效处理装置.pdf

猫巷****志敏

1/9

2/9

3/9

4/9

5/9
6/9
7/9
8/9

9/9
在线预览结束,喜欢就下载吧,查找使用更方便
相关资料

一种铝型材时效处理工艺及时效处理装置.pdf
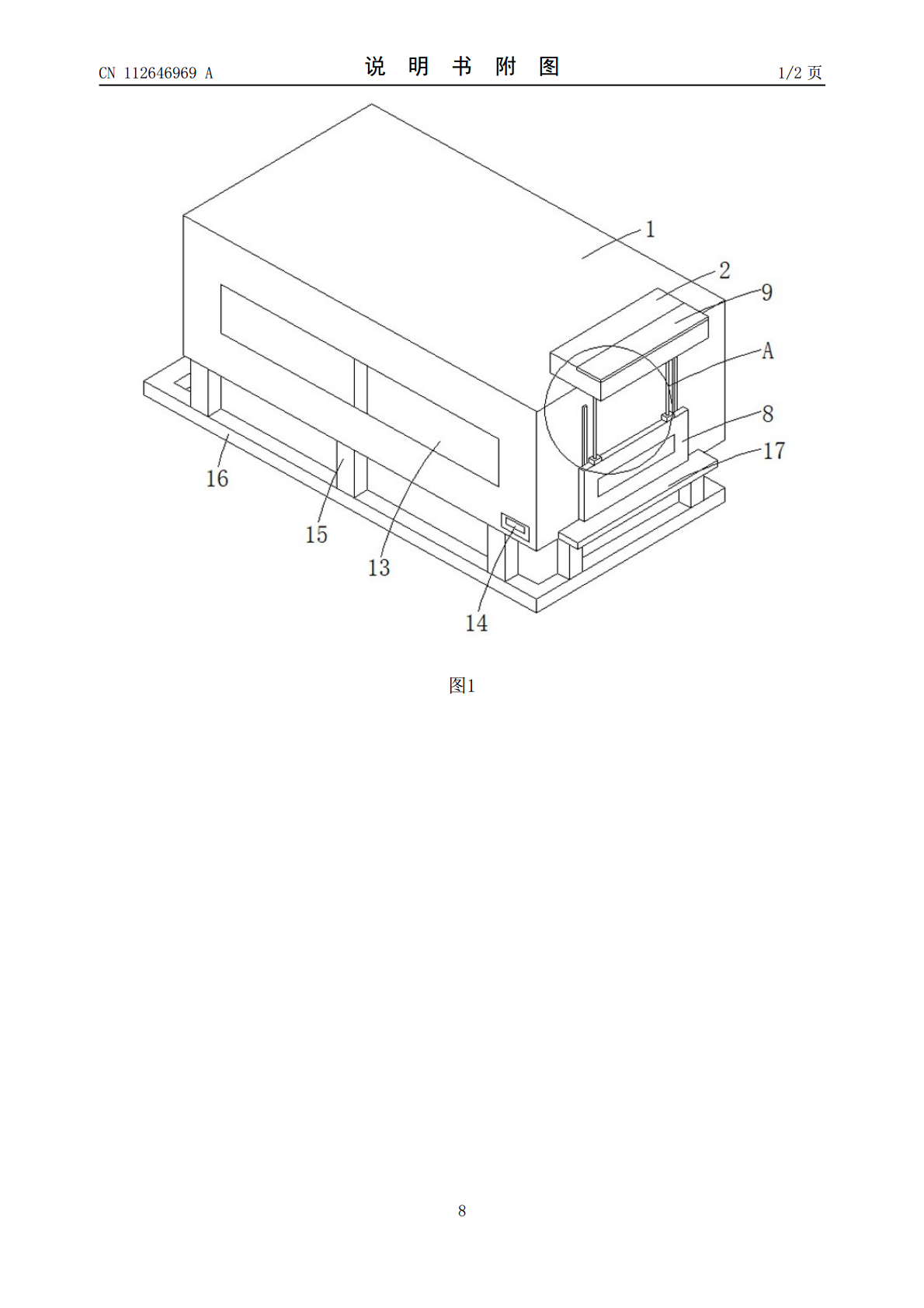
本发明涉及铝型材生产技术领域,尤其涉及一种铝型材时效工艺和处理装置,该装置包括时效炉,所述时效炉顶部的一侧固定连接有驱动箱,所述驱动箱内部的一侧固定连接有驱动电机,所述驱动电机的输出端通过联轴器固定连接有转动轴,所述转动轴的一端通过轴承座与驱动箱的内壁转动连接,所述转动轴外表面的两侧均固定套接有收纳轮,所述收纳轮上固定缠绕有拉绳,所述拉绳的底部固定连接有固定块,所述固定块的底部固定连接有炉门,所述时效炉的输入端设有炉口。本发明的工艺通过快速升温到时效温度以及缩短保温时间,有利于铝型材缺陷消除和原子偏析,同
一种铝型材挤出后时效处理装置.pdf
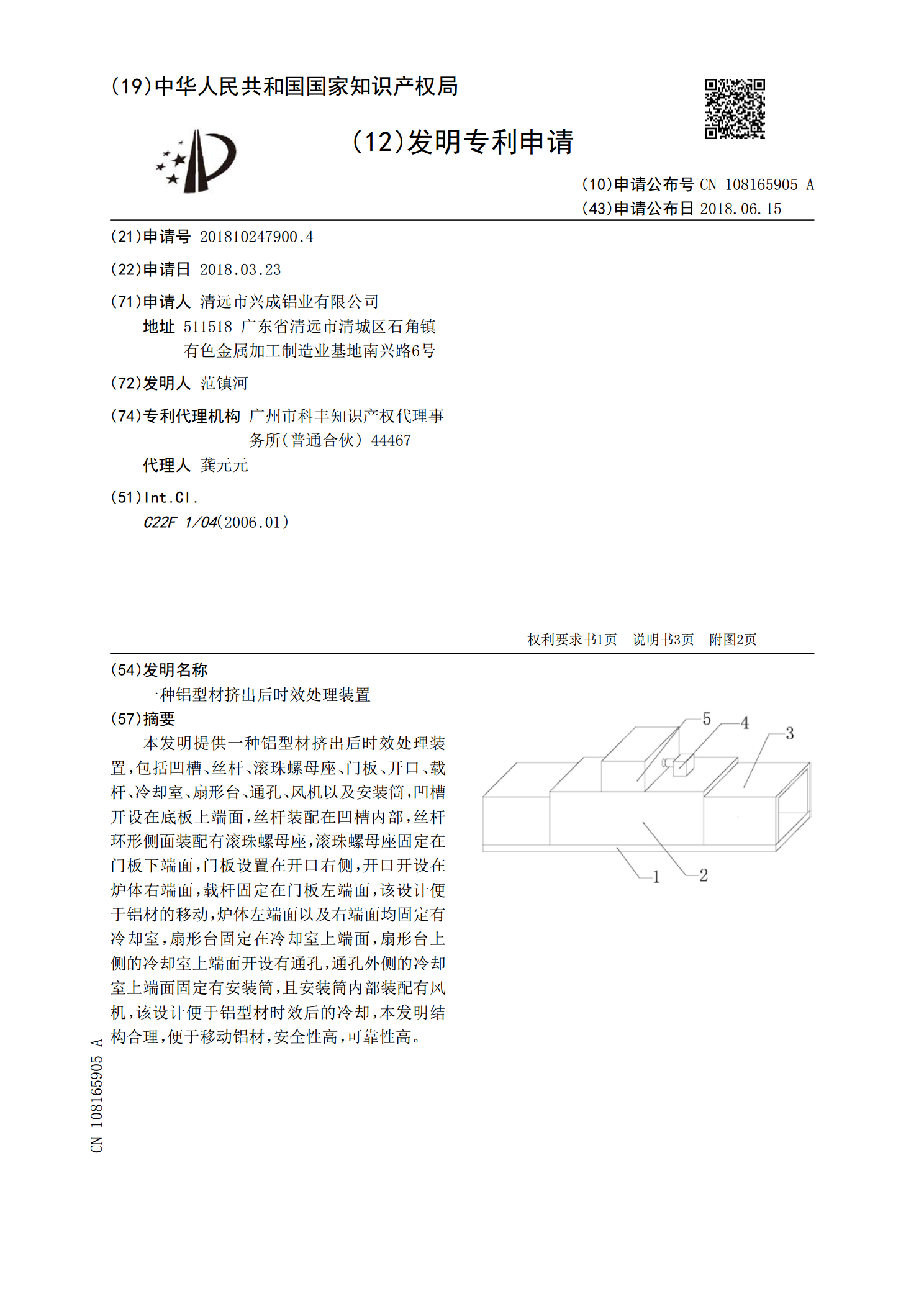
本发明提供一种铝型材挤出后时效处理装置,包括凹槽、丝杆、滚珠螺母座、门板、开口、载杆、冷却室、扇形台、通孔、风机以及安装筒,凹槽开设在底板上端面,丝杆装配在凹槽内部,丝杆环形侧面装配有滚珠螺母座,滚珠螺母座固定在门板下端面,门板设置在开口右侧,开口开设在炉体右端面,载杆固定在门板左端面,该设计便于铝材的移动,炉体左端面以及右端面均固定有冷却室,扇形台固定在冷却室上端面,扇形台上侧的冷却室上端面开设有通孔,通孔外侧的冷却室上端面固定有安装筒,且安装筒内部装配有风机,该设计便于铝型材时效后的冷却,本发明结构合

一种振动时效处理装置.pdf
一种振动时效处理装置,该装置的杆一一端通过轴向转动副连接在底座上,杆一另一端通过径向转动副与杆二一端连接,杆二另一端与杆三一端通过万向节连轴器连接,杆三另一端通过径向转动副二与杆四一端连接,杆四另一端固定在动平台上,电机固定在杆一上,第一齿轮固定在电机轴上,第二齿轮同轴固定在杆二上,第一齿轮与第二齿轮啮合,第一弹簧一端连接在杆二上,第一弹簧另一端连接在杆三上,偏心质量块固定在杆三上,簧片一端固定在杆四上,簧片另一端与偏心质量块绕杆四轴线旋转的轨迹有交点,承重弹簧一端连接在动平台上,承重弹簧连接在底座上。本

振动时效——铸件时效处理新工艺.docx
振动时效——铸件时效处理新工艺标题:振动时效——铸件时效处理新工艺摘要:在金属铸件加工中,合适的热处理工艺对于产品的性能和质量起着至关重要的作用。本文基于振动时效处理新工艺,对铸件时效处理的相关理论和方法进行了综述。首先介绍了时效处理的基本原理和目的,然后详细介绍了振动时效处理的工艺流程和优势。接着,从微观结构和机械性能两个方面对振动时效处理的效果进行了讨论。最后,对振动时效处理在铸件加工中的应用前景进行了展望。1.引言铸件作为一种常见的金属加工产品,在机械制造、航空航天、能源等众多领域都扮演着重要角色。

一种铝合金时效处理装置及其工艺.pdf
本发明公开了一种铝合金时效处理装置及其工艺,改进了现有技术在实际使用过程中仍存在着技术在实际使用过程中仍存在着铝合金型材时效处理设备大多一次处理大量的产品,会导致堆放在内部的产品升温较慢,时效周期需要相应的延长的的情况,使用过程中,热空气在主机体内部从左向右流动,可以穿过型材的内部和型材支架内预留的空间,使热空气得以有效的与铝型材接触,使产品可以整体快速的提升至时效处理所需的温度,降低了时效处理的预热的时间,提高了工作效率。