
一种超硬金属陶瓷材料超细喷丝板生产方法.pdf

Ch****75


1/8

2/8

3/8

4/8
5/8

6/8

7/8

8/8
在线预览结束,喜欢就下载吧,查找使用更方便
相关资料
一种超硬金属陶瓷材料超细喷丝板生产方法.pdf
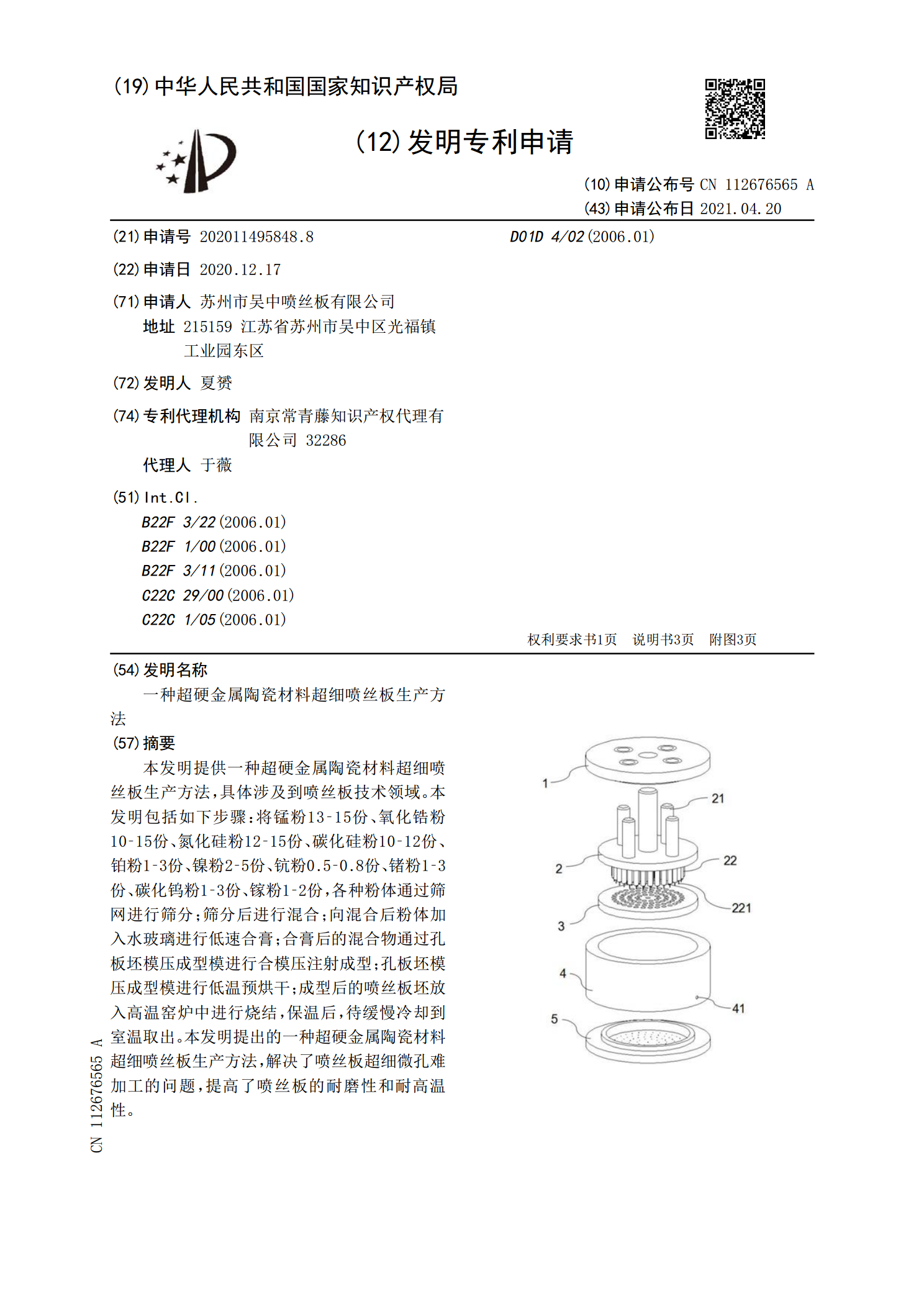
本发明提供一种超硬金属陶瓷材料超细喷丝板生产方法,具体涉及到喷丝板技术领域。本发明包括如下步骤:将锰粉13‑15份、氧化锆粉10‑15份、氮化硅粉12‑15份、碳化硅粉10‑12份、铂粉1‑3份、镍粉2‑5份、钪粉0.5‑0.8份、锗粉1‑3份、碳化钨粉1‑3份、镓粉1‑2份,各种粉体通过筛网进行筛分;筛分后进行混合;向混合后粉体加入水玻璃进行低速合膏;合膏后的混合物通过孔板坯模压成型模进行合模压注射成型;孔板坯模压成型模进行低温预烘干;成型后的喷丝板坯放入高温窑炉中进行烧结,保温后,待缓慢冷却到室温取出
一种超硬砂轮生产方法.pdf
本发明公开了一种超硬砂轮生产方法,包括备料、混料、成型和固化四个步骤,在砂轮生产过程中,先将白刚玉磨料、立方氮化硼磨料、氧化铝空心球、陶瓷粉在混料机中混合,同时取一个容器将糊精粉和水混合,待糊精粉在水中充分溶解后,将糊精粉的水溶液倒入混料机内,混合均匀后得到混合原料,混合原料经成型、固化后得到成品砂轮。本发明公开的一种超硬砂轮的生产方法制作周期短,制作成本低,且制出的成品砂轮硬度高,使用寿命长。
一种超硬氧化锆复合陶瓷材料的制备方法.pdf
一种超硬氧化锆复合陶瓷材料的制备方法,包括如下步骤:(1)将Y

一种多孔细旦喷丝板.pdf
本发明涉及一种多孔细旦喷丝板,本发明提供的喷丝板本体为圆形,在直径分别为30mm和66mm的同心圆处有两圈喷丝孔,喷丝孔设计为带锥孔的圆柱形孔,锥孔的锥角为50°±1°或70°±1°,喷丝孔进料口设计有45°倒角,喷丝孔出料口设计为圆柱形微孔,圆柱形微孔的深度为0.60±0.02mm,直径为0.16±0.002mm。本发明通过改进喷丝孔的排列和孔径比达到延长保板周期,减少生产消耗,提升产品的优等品率的目的。
一种快速生产超细铁粉的方法.pdf
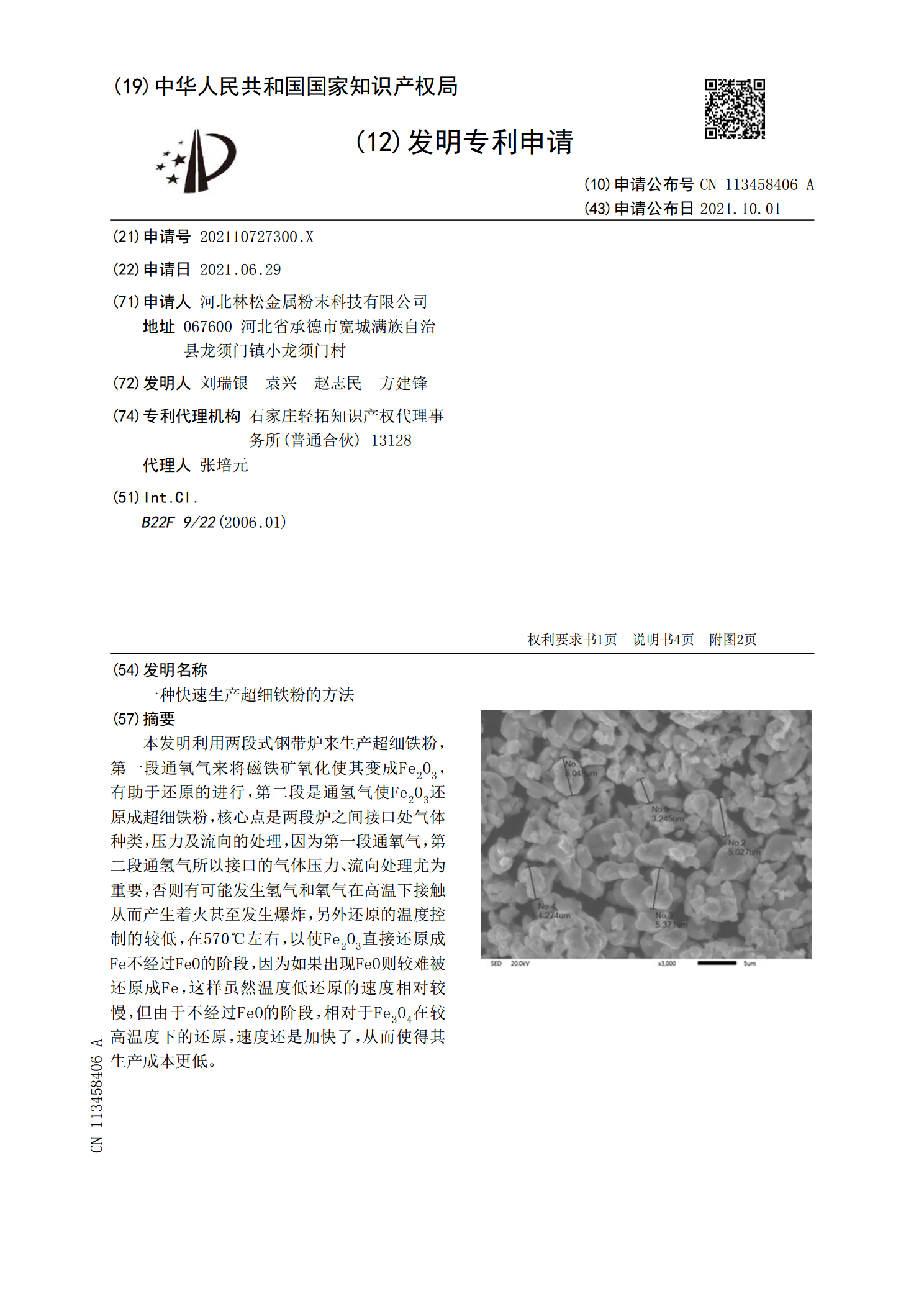
本发明利用两段式钢带炉来生产超细铁粉,第一段通氧气来将磁铁矿氧化使其变成Fe