
薄壁医疗座体铝合金精密铸件的变质方法.pdf

书生****aa

1/5
2/5
3/5
4/5

5/5
在线预览结束,喜欢就下载吧,查找使用更方便
相关资料

薄壁医疗座体铝合金精密铸件的变质方法.pdf
本发明涉及一种薄壁医疗座体铝合金精密铸件的变质方法,包括以下步骤:将铝合金锭加入到石墨坩埚内,通过电阻炉将铝合金锭在石墨坩埚内加热和熔化并将铝液升温至720‑740℃,撇去浮渣;铝液表面加入除渣剂,在铝液面来回翻动除渣剂5~10min,扒渣出炉,然后在铝液面上撒除渣剂覆盖;铝液中通过旋转除气机通氩气进行除气操作,控制旋转除气时间为20‑30min,除气完成后撇净铝液面上的浮渣;铝液静置10~20min,撇去浮渣,进行密度当量分析,密度当量<0.5时,在浇包的铝液投加铝锶变质剂进行浇注,得到薄壁医疗座体铝合

精密薄壁铝合金铸件表面缺陷的修复技术.docx
精密薄壁铝合金铸件表面缺陷的修复技术摘要:随着社会进步和工业发展,精密薄壁铝合金铸件已经成为了重要的工业零部件。由于生产过程中的各种原因,精密薄壁铝合金铸件表面存在各种缺陷,如气孔、夹杂物、裂纹等,这些缺陷将会对工件的性能和质量产生不良的影响,需要及时修复。本文将从表面缺陷的类型和原因出发,介绍了铝合金铸件表面缺陷的修复技术,并分析了各种修复方法的优缺点,以期为相关领域的研究人员提供一定的参考和借鉴。关键字:精密薄壁铝合金铸件,表面缺陷,修复技术引言:近年来,随着制造技术的不断进步和应用范围的扩大,精密薄
薄壁铝合金铸件的铸造方法.pdf
本发明公开了一种薄壁铝合金铸件的铸造方法,涉及铝合金制造技术领域,该方法包括以下步骤:将铝合金各组分分别烘干;预热坩埚,将铝锭熔化,向铝液中加入其它组分进行熔炼;除渣后,在770-780℃进行精炼,保温3-8分钟,静置10-15分钟;然后扒渣、脱气,温度为730-740℃,除去浮渣后保温静置20-30分钟;浇注时挡渣,浇注温度720-750℃,充型压力差为50-80KPa,充型速度为250-280mm/s,随模冷却后,开模,得到铸件;对铸件进行固溶处理和时效处理,出炉空冷。本发解决了明现有形状复杂的薄壁铝
超薄壁复杂密闭铝合金箱体壳体铸件精密铸造成型方法.pdf
一种超薄壁复杂密闭铝合金箱体壳体铸件精密铸造成型方法,铸件结构为:包括底部支腿,底部支腿上设置有腔体,腔体内由1块中间隔板分成两个独立部分,铸件80%以上的部位壁厚小于等于1.5mm;根据铸件结构,设计浇注系统并开设铸造工艺孔;采用3D打印技术制作PS粉铸件模型,采用中温蜡制作浇注系统,并将浇注系统与3D打印的PS粉铸型模进行组合,采用真空灌浆方式制作石膏铸型,浇注后热处理。将石膏型精密铸造与反重力调压浇注进行结合,避免铸件出现冷隔、浇不足、气孔等缺陷;充型后加压凝固,避免铸件出现针孔、疏松缺陷,铸件力学
高温合金复杂薄壁铸件精密铸造方法.pdf
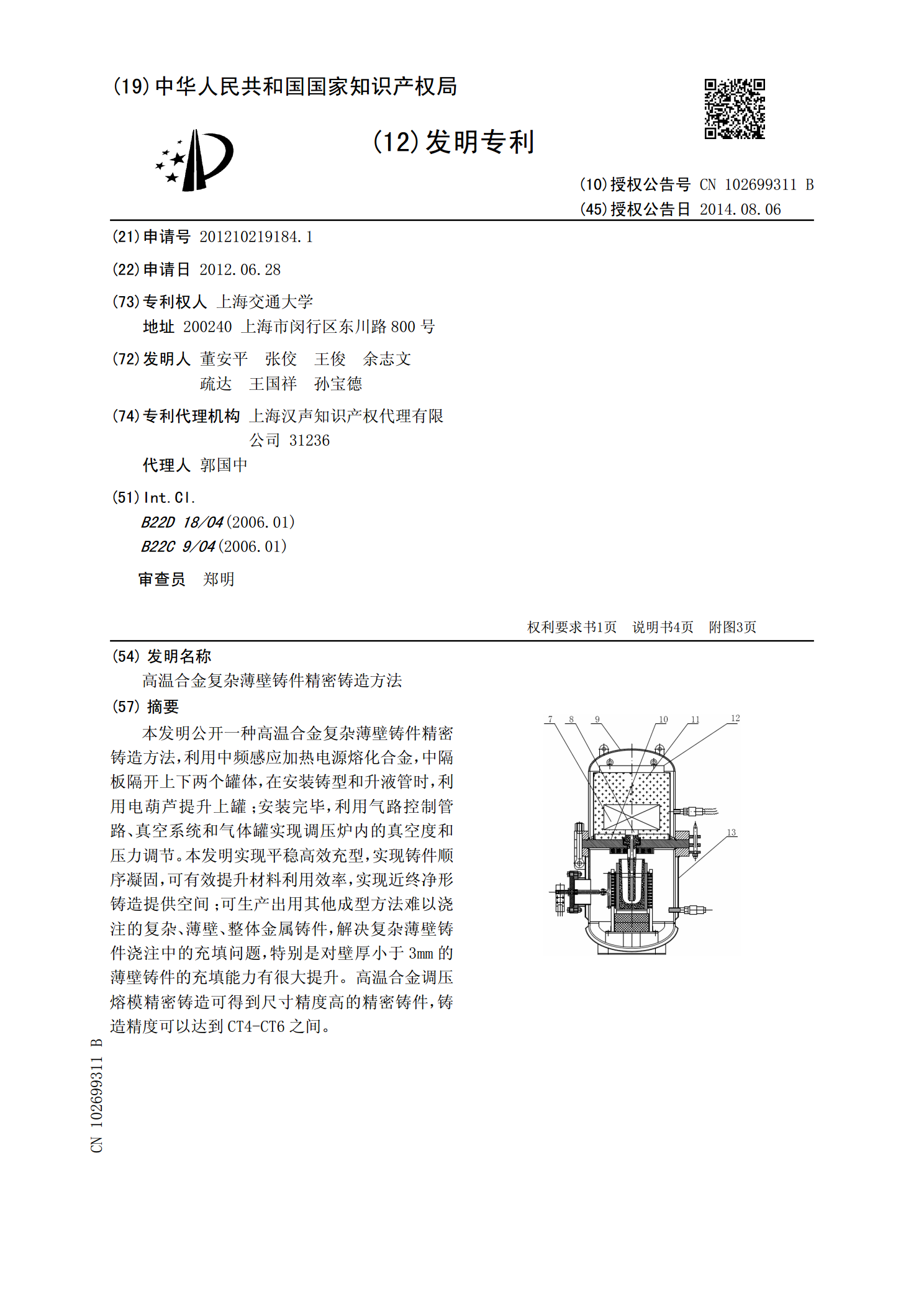
本发明公开一种高温合金复杂薄壁铸件精密铸造方法,利用中频感应加热电源熔化合金,中隔板隔开上下两个罐体,在安装铸型和升液管时,利用电葫芦提升上罐;安装完毕,利用气路控制管路、真空系统和气体罐实现调压炉内的真空度和压力调节。本发明实现平稳高效充型,实现铸件顺序凝固,可有效提升材料利用效率,实现近终净形铸造提供空间;可生产出用其他成型方法难以浇注的复杂、薄壁、整体金属铸件,解决复杂薄壁铸件浇注中的充填问题,特别是对壁厚小于3mm的薄壁铸件的充填能力有很大提升。高温合金调压熔模精密铸造可得到尺寸精度高的精密铸件,