
一种高温炉或石墨炉自动在线清理装置与一种高温炉或石墨炉的清理方法.pdf

宁馨****找我


1/10

2/10
3/10

4/10
5/10
6/10
7/10

8/10
9/10

10/10
在线预览结束,喜欢就下载吧,查找使用更方便
相关资料
一种高温炉或石墨炉自动在线清理装置与一种高温炉或石墨炉的清理方法.pdf
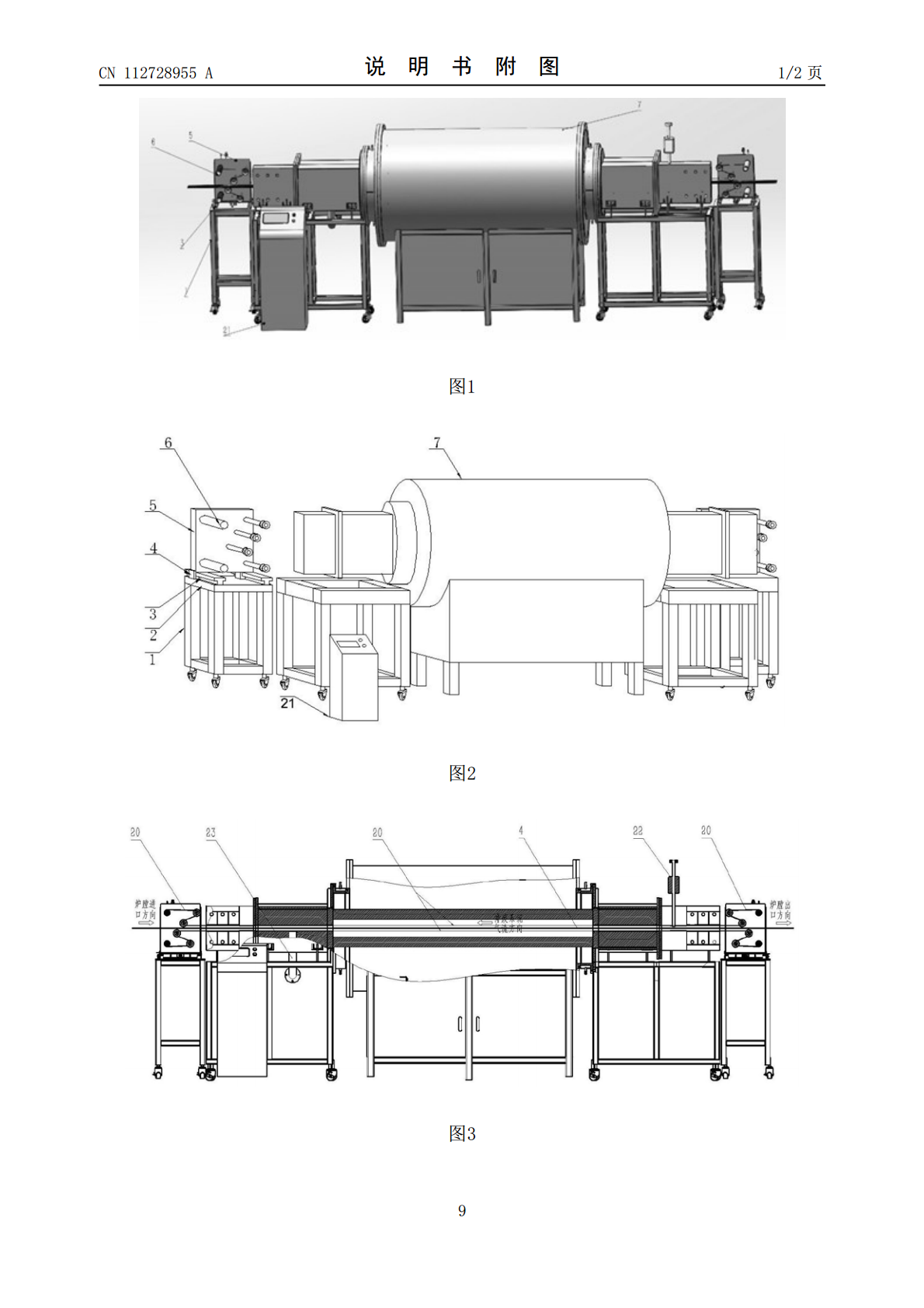
本申请公开了一种高温炉或石墨炉自动在线清理装置与一种高温炉或石墨炉的在线清理方法,包括机架、底板、轮组安装座、炉体和安装座,所述底板位于所述机架顶端,所述底板底端与所述机架顶端固接,所述底板顶端设有滑轨,所述滑轨底端与所述底板顶端固接,所述轮组安装座底端固接有滑块,且所述滑块与所述滑轨滑动连接;所述底板后侧固接有所述安装座,所述安装座后侧面固接有电机,所述电机输出端固接有给进丝杠,且所述给进丝杠一端与所述安装座前侧面转动连接。通过自动更换装置可将清理石墨绳进行自动更换,通过电机工作可带动清理石墨绳在炉体的
一种高温石墨炉坩埚.pdf
本发明公开了一种高温石墨炉坩埚,包括炉架、炉体、旋转坩埚、旋转机构;所述炉架上设有卧式炉体,所述炉体内设有隔热层和圆桶形的旋转坩埚,所述旋转坩埚由旋转机构驱动;所述炉体与真空系统、气路系统连通、与电控系统的控制柜和配电柜电气信号连接;所述旋转坩埚下部通过旋转轴、从动轴与坩埚底座滚动式连接,所述旋转坩埚外部中间位置设有环形凸台,所述环形凸台与凹槽卡位固定;所述旋转轴由旋转机构驱动转动,并通过轴向条纹带动旋转坩埚跟随转动;本发明采用炉内旋转坩埚,转动条件下进行高温烧结,并通过坩埚的转动对坩埚内的粉体材料进行搅

石墨高温膨化炉.pdf
本发明公开了一种石墨高温膨化炉,包括炉体和炉膛,所述炉膛内设有膨化管,炉体两端分别设有蓄热式燃烧器且炉体两侧对应位置分别设有长明火燃烧器,所述膨化管位于蓄热式燃烧器和长明火燃烧器的上方并贯穿整个炉膛上部,所述膨化管两端分别设有进料口和出料口,所述炉体外部设有与进料口连通的贫氧烟气管,所述贫氧烟气管靠近进料口的位置上设有用于添加石墨原料的下料管。与现有技术相比,该石墨高温膨化炉首次使用蓄热式燃烧器代替常规燃烧器,同时设置了用于隔离原料和燃料的膨化管,并且利用燃烧产生的贫氧烟气送料,因此,该石墨高温膨化炉具有
高温石墨提纯炉.pdf
本发明公开了一种高温石墨提纯炉,包括炉体、加热系统、真空系统、冷凝过滤系统、充放气系统、空气压缩系统、水冷系统和控制系统,加热系统设于炉体内,真空系统通过冷凝过滤系统与炉体的顶端相接通,充放气系统与炉体相接通,水冷系统设于炉体的上方,控制系统用于控制空气压缩系统产生负压、控制真空系统对炉体抽真空、控制加热系统对炉体加热、控制充放气系统充放惰性气体、控制水冷系统对炉体进行降温、以及控制真空系统将石墨材料杂质汽化后形成的气体导入冷凝过滤系统进行冷凝后收集。本发明提供的高温石墨提纯炉,污染小、水消耗量少;性能优

一种用于石墨高温提纯炉的进料装置.pdf
本发明公开了一种用于石墨高温提纯炉的进料装置,包括进料斗、送料机构和离散箱,送料机构包括螺旋送料机、驱动电机和联轴器,驱动电机通过联轴器与螺旋送料机传动连接,进料斗底端与螺旋送料机的进料端连通,螺旋送料机的出料端与离散箱的一侧中部连通,离散箱的顶端和底端均为开口。本发明中,采用气流吹送的方式送料,通过调控驱动电机的转速,即可使螺旋送料机实现定量送料,物料进入离散箱中后,被强气流吹散,并在气流的作用下送入高温炉体中,为了进一步提高高温提纯的质量,离散箱在打散石墨的过程中,还会通过进气支管通入保护性气体或反应